一种抗菌保健夹层针织面料及其生产工艺的制作方法
1.本发明属于染整技术领域,具体涉及一种抗菌保健夹层针织面料及其生产工艺。
背景技术:
2.近年来,国内外纺织工业一路突飞猛进发展迅速,纺织品由传统的单一的穿着用服装及家纺,拓展到医疗卫生、工建、国防军事、航天等多个领域。在服装面料方面,随着人们生活水平的提高,消费需求不再仅限于外观和穿着舒适性,更注重内在性能和多功能性,特别是在纺织服装防护和保健等性能方面提出了更多更高的要求。
技术实现要素:
3.本发明的发明目的是提供一种抗菌保健夹层针织面料及其生产工艺,制得的针织面料收缩率平衡,布面平整光洁,集吸湿单向导汗性、干爽和抗菌性、抗病毒性、舒适保健等性能于一体。
4.为实现上述发明目的,本发明采用的技术方案是:
5.抗菌保健夹层针织面料的生产工艺,具体步骤如下:
6.s1、织造:利用双面针织大圆机,以涤纶吸湿导汗丝100d/48f和精梳棉纱j32s罗纹交织成中层为涤纶导汗空气层而上下层为棉层的三明治夹层布;
7.s2、理布、烧毛:采用对烧方式,机速为60m/min
‑
80m/min,火力为18立方米每小时
‑
20立方米每小时;
8.s3、初定:对经烧毛后的坯布进行定型梳理;
9.s4、前处理/抛光/染涤一浴:将坯布置于48℃
‑
53℃的水中,加入中和酸、低泡精练除油剂和低温炼漂剂,调节ph至4.5
‑
5.5,升温至55
‑
60℃,加入酸性抛光酶,保温处理55min
‑
65min后,加入匀染剂和染涤染料,升温至110℃
‑
112℃保温一段时间后再升温至130℃
‑
135℃,保温染涤处理25min
‑
35min,放水;
10.s5、染棉:加水,升温至38℃
‑
42℃,加入元明粉、染棉染料,继续升温至48℃
‑
52℃,运转10min
‑
15min后加入纯碱、代用碱xh
‑
01,升温至58℃
‑
62℃,保温染棉55
‑
65min,放水;
11.s6、tcw清洗:加入45℃
‑
55℃的水,水洗10min
‑
15min后放水;加入45℃
‑
55℃的水,加入hac,水洗10min
‑
15min后放水;加水,再加入雅可赛tcw,运转3min
‑
5min后以2
‑
4℃/min升温至88℃
‑
92℃,保温10min
‑
20min,放水;然后以65℃
‑
75℃水洗涤8min
‑
15min,最后用清水洗涤;
12.s7、固色:加水,以2
‑
4℃/min升温至35℃
‑
45℃,加入固色剂,固色15min
‑
25min;
13.s8、湿剖、烘干;
14.s9、开定整理:定型温度128℃
‑
135℃,车速15m/min
‑
18m/min,定型液中含55g/l
‑
70g/l抗菌抗病毒整理剂dm
‑
3015n、1.5g/l
‑
2.0g/l吸湿排汗剂和15g/l
‑
20g/l亲水硅油。
15.优选地,所述涤纶吸湿导汗丝的线长为56cm/100g,上层精梳棉纱的线长为31cm/100g,下层精梳棉纱的线长为26cm/100g。
16.优选地,涤纶吸湿导汗丝100d/48f和精梳棉纱j32s的用纱比例分别为64.6%和35.4%。
17.优选地,所述步骤s4中中和酸为6004,用量为0.6g/l
‑
1.0g/l;低泡精练除油剂为sf
‑
2,用量为0.5g/l
‑
0.8g/l;低温炼漂剂为tf
‑
189,用量为0.5g/l
‑
0.8g/l;匀染剂为dfm,用量为0.1g/l
‑
0.2g/l。
18.优选地,所述步骤s4中的酸性抛光酶为cj
‑
3a,用量为0.4%
‑
0.6%。
19.优选地,所述步骤s5中的元明粉用量为80g/l
‑
90g/l,纯碱用量为2g/l
‑
4g/l,代用碱xh
‑
01用量为3.5g/l
‑
6.5g/l。
20.优选地,所述步骤s6中的hac用量为0.3g/l
‑
0.5g/l,雅可赛tcw用量为2g/l
‑
4g/l。
21.优选地,所述步骤s7中的固色剂为at
‑
2559c,用量为0.5%
‑
1.0%。
22.优选地,所述步骤s9中的吸湿排汗剂为qh
‑
13,亲水硅油为t718。
23.本发明还提供一种上述生产工艺制成的抗菌保健夹层针织面料。
24.与现有技术相比,本发明具有以下有益效果:
25.1、本发明选用涤纶吸湿导汗丝100d/48f作为中层用纱,选用精梳棉纱j32s作为上层和下层用纱,且上层纱线长大于下层纱线长,利于汗液随中层芯吸传导孔向外扩散蒸发,面料设计以“三明治”三层结构进行交织编织,两种纤维的有机交织和错落有致合理搭配,使天然棉纤维与人体肌肤接触为主,保持柔软舒适,中层吸湿透气,并向外层排出湿气而扩散,促进面料干爽保暖,同时保证夹层面料各纤维间的收缩率平衡,布面平整光洁,柔软平滑,面料顶破强力高,色牢度高。
26.2、本发明针织面料的抗菌抗病毒膜层,通过攻击蛋白质和多糖构成的包膜从而达到病毒灭活的效果,对甲型hini\h3n2流感病毒杀灭率99%以上,抗病毒符合iso18184:2014(e)检验标准,抗菌抑菌符合gb/t 20944
‑3‑
2008纺织品抗菌性能评价3部分振荡法标准;检验依据:fz/t 73023
‑
2006,检测结果:(样品经洗涤50次,抗菌率aaa级)对革兰氏阳性菌、对革兰氏阴性菌和真菌等都具有99%的抑菌率,能阻止细菌的生长达到保护,耐洗和清新的效果。
27.3、本发明在设计烧毛流程和烧毛工艺时,对常规流程和工艺进行了大量探讨,采用理布
‑
烧毛
‑
初定工艺流程,可确保面料光洁度、抗起毛球性同时保持挺括和有身骨等风格,提高抗菌防护效果和防尘防污染的性能,且面料顶破强力高。
28.4、本发明在染棉后采用tcw环保清洗工艺,代替了传统的95℃两次皂洗工序,同时减少热洗次数,相对环保并且cod低减轻了污水处理负担,提高了效益,减少了污染排放,达到了节能减排的效果;取消了两次保险粉还原清洗,减少了保险粉的危害,减少了污染排放,同时也达到了节能减排的效果。
29.5、本发明面料外观美感,集吸湿单向导汗性、干爽和抗菌性、抗病毒性、舒适保健等性能于一体,使人们在休闲或运动之余得到更环保健康、更贴心舒适和全方位的呵护;面料的设计可广泛适用于室内、户外及少年儿童、中老年各类休闲、运动、及保健等婴幼儿、内外衣服装、休闲服装、家纺等纺织服装面料。
附图说明
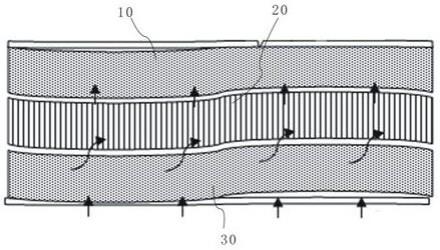
30.图1为本发明抗菌保健夹层针织面料结构示意图。
31.图2为本发明前处理/抛光/染涤一浴工艺曲线图。
32.图3为本发明染棉工艺曲线图。
33.图4为本发明tcw环保清洗工艺曲线图。
具体实施方式
34.如图1所示,本发明提供一种抗菌保健夹层针织面料,由涤纶导汗空气层20及位于涤纶导汗空气层20上下面的精梳棉上层10和精梳棉下层30,涤纶导汗空气层20的用纱为涤纶吸湿导汗丝100d/48f,精梳棉上层10和精梳棉下层30的用纱均为精梳棉纱j32s,本实施例的以涤纶吸湿导汗丝为骨架基材,具海绵芯吸空气层效果,精梳棉下层30采用的精梳棉纱线长较上层致密,方便汗液随中层芯吸传导孔向外扩散蒸发,面料设计以“三明治”三层结构进行交织编织,两种纤维的有机交织和错落有致合理搭配,使天然棉纤维与人体肌肤接触为主,保持柔软舒适,中层吸湿透气,并向外层排出湿气而扩散,促进面料干爽保暖。
35.另通过抗菌整理在精梳棉上层10表面和精梳棉下层30表面分别定型有抗菌抗病毒膜层。
36.以下就该抗菌保健夹层针织面料的生产工艺提出如下3个实施例。
37.实施例1
38.本实施例1提供一种抗菌保健夹层针织面料的生产工艺,具体步骤如下:
39.步骤s1、织造:利用德国德乐双面针织大圆机,以涤纶吸湿导汗丝100d/48f和精梳棉纱j32s罗纹交织成中层为涤纶导汗空气层而上下层为棉层的三明治夹层布,所述涤纶吸湿导汗丝的线长为56cm/100g,上层精梳棉纱的线长为31cm/100g,下层精梳棉纱的线长为26cm/100g。
40.本实施例的织造工艺条件为:
①
、原料组成
②
、织造设备德国德乐双面针织大圆机针数/寸口:34
″
/24g路数:84f总针数:2658n
③
、织造织针排列织针排列方式针盘1 2 1 2针筒1 2 1 3
④
、织造三角排列设计
事务名称123针盘1∪—∨针盘2∪—∨针筒1∩∧—针筒2∩∧—针筒3∩∧—
41.步骤s2、理布、烧毛:设备应用淄博烨昌烧毛机,采用对烧方式,机速为60m/min,火力为19立方米每小时。
42.步骤s3、初定:对经烧毛后的坯布进行定型梳理。
43.步骤s4、前处理/抛光/染涤宝蓝色:配方表参见表1,将坯布置于50℃的水中,加入中和酸6004、低泡精练除油剂sf
‑
2和低温炼漂剂tf
‑
189,调节ph至4.5
‑
5.5,升温至57℃,加入酸性抛光酶cj
‑
3a,保温处理60min后,加入匀染剂dfm和染涤染料,升温至110℃保温一段时间后再升温至133℃,保温染涤处理30min,放水。
44.步骤s5、染棉宝蓝色:配方表参见表2,加水,升温至40℃,加入元明粉、染棉染料,继续升温至50℃,运转15min后加入纯碱、代用碱xh
‑
01,升温至60℃,保温染棉60min,放水。
45.步骤s6、tcw清洗:加入50℃的水,水洗10min后放水;加入50℃的水,加入0.4g/l的hac,水洗10min后放水;加水,再加入3g/l雅可赛tcw,运转3min后以3℃/min升温至90℃,保温15min,放水;然后以70℃水洗涤10min,最后用清水洗涤。
46.步骤s7、固色:加水,以3℃/min升温至40℃,加入0.7%固色剂at
‑
2559c,固色20min。
47.步骤s8、湿剖、烘干;烘干温度为130℃,机度为15m/min。
48.步骤s9、开定整理:定型温度130℃,车速16m/min,定型液中含60g/l抗菌抗病毒整理剂dm
‑
3015n、2.0g/l吸湿排汗剂qh
‑
13和20g/l亲水硅油t718。
49.实施例2
50.本实施例2提供一种抗菌保健夹层针织面料的生产工艺,具体步骤如下:
51.步骤s1、织造:与实施例1相同。
52.步骤s2、理布、烧毛:设备应用淄博烨昌烧毛机,采用对烧方式,机速为80m/min,火力为18立方米每小时。
53.步骤s3、初定:对经烧毛后的坯布进行定型梳理。
54.步骤s4、前处理/抛光/染涤酒红色:配方表参见表1,将坯布置于50℃的水中,加入中和酸6004、低泡精练除油剂sf
‑
2和低温炼漂剂tf
‑
189,调节ph至4.5
‑
5.5,升温至60℃,加入酸性抛光酶cj
‑
3a,保温处理55min后,加入匀染剂dfm和染涤染料,升温至112℃保温一段时间后再升温至135℃,保温染涤处理30min,放水。
55.步骤s5、染棉黑色:配方表参见表2,加水,升温至42℃,加入元明粉、染棉染料,继续升温至52℃,运转10min后加入纯碱、代用碱xh
‑
01,升温至60℃,保温染棉60min,放水。
56.步骤s6、tcw清洗:加入45℃的水,水洗15min后放水;加入55℃的水,加入0.5g/l的hac,水洗10min后放水;加水,再加入2g/l雅可赛tcw,运转5min后以2℃/min升温至90℃,保温20min,放水;然后以75℃水洗涤8min,最后用清水洗涤。
57.步骤s7、固色:加水,以2℃/min升温至40℃,加入1.0%固色剂at
‑
2559c,固色
15min。
58.步骤s8、湿剖、烘干;烘干温度为135℃,机度为17m/min。
59.步骤s9、开定整理:定型温度128℃,车速15m/min,定型液中含55g/l抗菌抗病毒整理剂dm
‑
3015n、1.5g/l吸湿排汗剂qh
‑
13和15g/l亲水硅油t718。
60.实施例3
61.本实施例3提供一种抗菌保健夹层针织面料的生产工艺,具体步骤如下:
62.步骤s1、织造:与实施例1相同。
63.步骤s2、理布、烧毛:设备应用淄博烨昌烧毛机,采用对烧方式,机速为70m/min,火力为20立方米每小时。
64.步骤s3、初定:对经烧毛后的坯布进行定型梳理。
65.步骤s4、前处理/抛光/染涤黑色:配方表参见表1,将坯布置于48℃的水中,加入中和酸6004、低泡精练除油剂sf
‑
2和低温炼漂剂tf
‑
189,调节ph至4.5
‑
5.5,升温至55℃,加入酸性抛光酶cj
‑
3a,保温处理65min后,加入匀染剂dfm和染涤染料,升温至110℃保温一段时间后再升温至130℃,保温染涤处理35min,放水。
66.步骤s5、染棉酒红色:配方表参见表2,加水,升温至38℃,加入元明粉、染棉染料,继续升温至48℃,运转12min后加入纯碱、代用碱xh
‑
01,升温至62℃,保温染棉65min,放水。
67.步骤s6、tcw清洗:加入55℃的水,水洗10min后放水;加入45℃的水,加入0.3g/l的hac,水洗15min后放水;加水,再加入4g/l雅可赛tcw,运转3min后以4℃/min升温至92℃,保温10min,放水;然后以70℃水洗涤15min,最后用清水洗涤。
68.步骤s7、固色:加水,以4℃/min升温至45℃,加入0.5%固色剂at
‑
2559c,固色25min。
69.步骤s8、湿剖、烘干;烘干温度为132℃,机度为16m/min。
70.步骤s9、开定整理:定型温度135℃,车速18m/min,定型液中含70g/l抗菌抗病毒整理剂dm
‑
3015n、2.0g/l吸湿排汗剂qh
‑
13和18g/l亲水硅油t718。表1:本发明实施例1
‑
3的染涤配方表表2:本发明实施例1
‑
3的染棉配方表
71.对比例1
72.该对比例1与上述实施例1的区别仅在于:涤纶吸湿导汗丝的线长为56cm/100g,上层精梳棉纱的线长为30cm/100g,下层精梳棉纱的线长为30cm/100g。
73.对比例2
74.该对比例2与上述实施例1的区别仅在于:涤纶吸湿导汗丝的线长为56cm/100g,上层精梳棉纱的线长为34cm/100g,下层精梳棉纱的线长为16cm/100g。
75.对比例3
76.该对比例3与上述实施例1的区别仅在于步骤s2和s3的顺序,即在步骤s1织造完后先进行理布——初定——烧毛,而理布、初定和烧毛的具体操作同实施例1。
77.对比例4
78.该对比例4与上述实施例1的区别仅在于:该对比例4在染涤后、染棉前进行如下清洗工序:加水,升温至45
‑
55℃,加入中和酸、清洗还原剂,升温至80
‑
90℃,保温处理25
‑
35min,放水,重新加水,升温至75
‑
85℃,保温清洗5
‑
15min。
79.对比例5
80.该对比例5与上述实施例1的区别仅在于:该对比例5取消实施例1的步骤s2、s3、s4,而是在步骤s1织造后、步骤s5染棉之前进行如下氧漂染涤一浴工序,具体为:(1)、加水,升温至40℃,加入雅可赛tcb
‑
n和染涤染料,接着以1.5℃/min升温至133℃,保温30min,然后以1.5℃/min降至80℃,加入液碱和双氧水,保温50分钟,放水;(2)、加入50℃的水,加入hac,清洗10min,放水;(3)、加入50℃的水,加入除氧酶,除氧20min,放水。
81.分别取本发明实施例1和对比例1
‑
5的夹层针织面料进行以下试验,试验结果参见表3、4和5。表3:本发明实施例1的夹层针织面料的抗病毒性能分析
表4:本发明实施例1
‑
3和对比例1
‑
5的抗菌性能测试数据5的抗菌性能测试数据
82.由上可知,本发明采用的理布
‑
烧毛
‑
初定
‑
前处理/抛光/染涤一浴工艺流程有利于提高面料后期的抗菌防护性能。表5:本发明实施例1
‑
3和对比例1
‑
5的内在质量性能检测数据
83.以上显示和描述了本发明创造的基本原理和主要特征及本发明的优点,本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明创造精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内,本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1