一种大行程步进缝制系统
1.本发明涉及大行程精密缝纫领域,尤其涉及一种大行程步进缝制系统。
背景技术:
2.随着汽车行业的快速发展与激烈竞争,汽车的安全气囊系统成为了决定汽车安全性能的重要指标。为实现对乘客更加全面的保护,在现有安全气囊系统的基础之上,越来越多的高端品牌开始在汽车内部增装侧安全气帘,因此,侧安全气帘缝制市场的前景广阔。
3.但由于侧安全气帘的长度较长,一般2米左右,且图案缝制精度要求很高,现有用于缝制主安全气囊的花饰缝纫机只能实现较短安全气囊的缝制,无法满足如此大行程的缝纫。目前市场上已有的侧安全气帘缝纫机产品种类极少,且价格昂贵,保养成本高。因此,一款高性价比、大行程、高精度的花饰缝纫机有待开发。本发明正是针对这一问题展开。
技术实现要素:
4.本发明的目的在于针对已有技术的不足,提供一种大行程步进缝制系统,从而开发一款高性价比、大行程、高精度的花饰缝纫机,发明一种用于侧安全气帘缝纫用大行程步进系统,在现有花饰缝纫机的基础上采用增装步进装置及辅助装置的方法,可以在节约成本的同时,实现侧安全气囊的高精度大行程缝纫。
5.为实现上述目的,本发明的构思是:
6.将大行程步进装置装配于原有的花饰缝纫机之上,在保证了缝纫精度的同时,利用大行程步进装置实现对侧安全气囊的缝制工作,同时,也大大降低了产品成本。
7.为达到上述效果,设计的大行程步进装置主要包括以下三个部分:移动装置、定位装置以及夹紧装置。移动装置主要实现缝纫布料在工作区域内的移动缝纫,定位装置主要实现对缝纫模板的初始定位。同时设计辅助装置,包括:缝纫模板及前、后延伸台,夹紧装置通过循环夹取缝纫模板两侧的步进块实现对缝纫模板的步进式缝纫,同时,前延伸台和后延伸台也可起到支撑和传送缝纫模板的作用。
8.根据上述发明构思,本发明采用下述技术方案:
9.一种大行程步进缝制系统,包括缝纫机、缝纫机台面、步进装置、缝纫模板、前延伸台和后延伸台;所述缝纫机用于布料的缝纫,所述缝纫机台面通过螺栓与缝纫机固连,用于承载缝纫区域的布料,所述步进装置与缝纫机连接而位于缝纫机台面上,实现布料的定位夹紧和步进操作,所述缝纫模板置于前延伸台上,用于将缝纫布料展平和固定,所述前延伸台和后延伸台分别位于缝纫机前后方,用于非缝纫区域布料的承载和缝纫模板的传送。
10.优选地,所述步进装置包括移动装置、夹紧装置和定位装置三个部分。所述移动装置整体呈两侧对称结构,主要由驱动机箱、传动轴、同步带轮、同步带支架、同步带、同步带安装板和移动臂组成。所述驱动机箱处于中央位置而通过螺栓连接在所述缝纫机上,驱动机箱与所述传动轴、传动轴与所述两侧的同步带轮之间均通过键连接传动,所述同步带轮对称安装在传动轴两端实现同步转动。同步带轮与所述同步带支架通过轴承连接,同步带
支架通过螺栓与缝纫机固连。所述同步带张紧在同步带轮上,所述移动臂通过所述同步带安装板与同步带固连在一起。所述一对夹紧装置对称安装在移动臂前侧,主要由夹紧气缸连接板、夹紧气缸和夹爪组成。所述夹紧气缸连接板通过螺栓固连在移动臂的前侧,所述夹紧气缸通过螺钉与夹紧气缸连接板相连,所述夹爪通过螺钉安装在夹紧气缸的两个夹紧块上。所述一对定位装置对称安装在所述移动臂后侧,主要包括定位气缸、定位套和定位销。所述定位套通过螺栓固连在移动臂的后侧,所述定位销通过间隙配合置于定位套中,所述定位气缸通过螺钉安装于定位套上方。大行程步进缝制系统工作时所述驱动机箱通过传动轴带动两侧同步带同步运动,进而带动两侧移动臂作同步直线运动。最终实现安装在所述移动臂上的夹紧装置及定位装置的直线运动。而所述夹爪由所述夹紧气缸气动驱动,所述定位销则由所述定位气缸气动驱动。所述步进装置实现了缝纫过程中的步进功能与夹紧定位功能。
11.优选地,所述缝纫模板包括框架连接板、步进块、模板框架、底板和固定销。所述模板框架利用模板连接板通过螺栓连接在一起,所述各步进块通过螺栓对称安装在所述模板框架的两侧,且单侧各步进块之间间距相等。所述固定销与所述底板、所述底板与所述模板框架之间均通过螺钉固连。所述缝纫模板实现了布匹的展开与固定。
12.优选地,所述前延伸台与后延伸台结构相同,且对称固连在所述缝纫机的前后端。所述前延伸台包括连接插销、五星旋钮、连接插板、延伸台框架和流利条。所述连接插板通过螺栓安装在所述缝纫机上,所述连接插销通过螺栓安装在前延伸台上,并通过所述五星旋钮实现缝纫机与前延伸台的连接。所述流利条通过螺栓连接紧密排布在所述延伸台框架两侧铝合金上,保证两侧流利条平面与所述缝纫机台面平高。所述前延伸台和后延伸台用于所述缝纫模板的支撑与传送。
13.优选地,将布匹通过所述固定销展开固定在所述缝纫模板上并推入缝纫区域,此时所述定位气缸下压所述定位销,直至所述缝纫模板前端触碰所述定位销完成初始定位。此时,所述夹紧气缸控制所述夹爪夹紧所述缝纫模板两侧的第一排步进块,同时,所述定位气缸带动所述定位销抬起,之后在所述移动臂的带动下,所述夹爪拖动固定有布匹的缝纫模板移动,所述缝纫机开始进行缝纫工作。当该缝纫区域缝纫完成之后,所述夹紧气缸控制所述夹爪松开所述缝纫模板两侧的第一排步进块,通过所述移动臂带动其移动至所述缝纫模板两侧的第二排步进块处并夹紧,所述缝纫机开始缝制该区域。如此以步进方式循环该工作步骤,便可以依次将固定于缝纫模板上的侧安全气帘图案缝纫完成。在缝纫过程中,未在工作区域内的所述缝纫模板由前延伸台和后延伸台支撑与传送。最终实现缝纫机的大行程缝纫作业。
14.本发明与现有技术相比,本发明具有如下突出的实质性特点和显著优点:
15.1.本发明可在保证缝纫精度的前提下,实现大行程的缝纫;
16.2.本发明缝纫效率高,缝纫范围可依据实际要求灵活调整;
17.3.本发明应用市场广泛,可用于工业、航空航天、纺织等多领域;
18.4.本发明性价比高,市场竞争力大。
附图说明
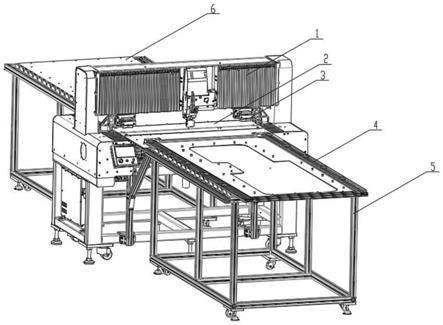
19.图1为本发明步进式大行程缝纫系统总图。
20.图2为步进装置示意图。
21.图3为步进装置示意图。
22.图4为移动装置示意图。
23.图5为夹紧装置结构示意图。
24.图6为定位装置结构示意图。
25.图7为缝纫模板示意图。
26.图8为前延伸台结构示意图。
27.图9为连接插销及连接插板结构示意图。
具体实施方式
28.本发明的优选实施例结合附图详述如下:
29.实施例一:
30.参见图1
‑
图9,一种大行程步进系统,包括缝纫机1、缝纫机台面2、步进装置3、缝纫模板4、前延伸台5和后延伸台6;所述缝纫机1用于布料的缝纫,所述缝纫机台面2通过螺栓与缝纫机1固连,用于承载缝纫区域的布料,所述步进装置3与缝纫机1连接而位于缝纫机台面2上,主要实现布料的定位夹紧和步进功能,所述缝纫模板4置于前延伸台5上,用于将缝纫布料展平和固定,所述前延伸台5和后延伸台6分别位于缝纫机1前后方,用于非缝纫区域布料的承载和缝纫模板4的传送。
31.本实施例大行程步进缝制系统用于侧安全气帘缝纫,在现有花饰缝纫机的基础上采用增装步进装置及辅助装置的方法,可以在节约成本的同时,实现侧安全气囊的高精度大行程缝纫。
32.实施例二:
33.本实施例与实施例一基本相同,特别之处如下:
34.在本实施例中,参见图1
‑
图9,所述步进装置3包括移动装置7、夹紧装置8和定位装置9三个部分。所述移动装置7整体呈对称结构,主要由驱动机箱707、传动轴706、同步带轮(705、708)、同步带支架(704、709)、同步带703、同步带安装板702和移动臂701组成。所述驱动机箱707通过螺栓连接在所述缝纫机1上,驱动机箱707与所述传动轴706、传动轴706与所述同步带轮705之间均通过键连接传动,所述同步带轮705对称安装在传动轴706两端实现同步转动。同步带轮705与所述同步带支架704通过轴承连接,同步带支架704通过螺栓与缝纫机1固连。所述同步带703张紧在同步带轮705上,所述移动臂701通过所述同步带安装板702与同步带703固连在一起。所述一对夹紧装置8对称安装在移动臂701前侧,主要由夹紧气缸连接板801、夹紧气缸802和夹爪803组成。所述夹紧气缸连接板801通过螺栓固连在移动臂701的前侧,所述夹紧气缸802通过螺钉与夹紧气缸连接板801相连,所述夹爪803通过螺钉安装在夹紧气缸802的两个夹紧块上。所述一对定位装置9对称安装在所述移动臂701后侧,主要包括定位气缸901、定位套902和定位销903。所述定位套902通过螺栓固连在移动臂701的后侧,所述定位销903通过间隙配合置于定位套902中,所述定位气缸901通过螺钉安装于定位套902上方。大行程步进缝制系统工作时所述驱动机箱707通过传动轴706带动两侧同步带703同步运动,进而带动两侧移动臂701作同步直线运动。最终实现安装在所述移动臂701上的夹紧装置8及定位装置9的直线运动。而所述夹爪803由所述夹紧气缸802气
动驱动,所述定位销903则由所述定位气缸901气动驱动。所述步进装置3实现了缝纫过程中的步进功能与夹紧定位功能。
35.在本实施例中,所述缝纫模板4包括框架连接板401、步进块402、步进块403、步进块404、步进块405、步进块406、步进块409、步进块410、步进块411、步进块412、步进块413、模板框架414、底板407和固定销408。所述模板框架414利用模板连接板401通过螺栓连接在一起,所述各步进块通过螺栓对称安装在所述模板框架401的两侧,且单侧各步进块之间间距相等。所述固定销408与所述底板407、所述底板407与所述模板框架414之间均通过螺钉固连。所述缝纫模板4实现了布匹的展开与固定。
36.在本实施例中,所述前延伸台5与后延伸台6结构相同,且对称固连在所述缝纫机1的前后端。对于前延伸台5,所述前延伸台5包括连接插销504、五星旋钮505、连接插板503、延伸台框架501和流利条502。所述连接插板503通过螺栓安装在所述缝纫机1上,所述连接插销504通过螺栓安装在前延伸台5上,并通过所述五星旋钮505实现缝纫机1与前延伸台5的连接。所述流利条502通过螺栓连接紧密排布在所述延伸台框架501两侧铝合金上,保证两侧流利条平面与所述缝纫机台面2平高。所述前延伸台5和后延伸台6用于所述缝纫模板4的支撑与传送。
37.在本实施例中,将布匹通过所述固定销408展开固定在所述缝纫模板4上并推入缝纫区域,此时所述定位气缸901下压所述定位销903,直至所述缝纫模板4前端触碰所述定位销903完成初始定位。此时,所述夹紧气缸802控制所述夹爪803夹紧所述缝纫模板4两侧的第一排步进块402、413,同时,所述定位气缸901带动所述定位销903抬起,之后在所述移动臂701的带动下,所述夹爪803拖动固定有布匹的缝纫模板4移动,所述缝纫机1开始进行缝纫工作。当该缝纫区域缝纫完成之后,所述夹紧气缸802控制所述夹爪803松开所述缝纫模板4两侧的第一排步进块402、413,通过所述移动臂701带动其移动至所述缝纫模板4两侧的第二排步进块403、412处并夹紧,所述缝纫机1开始缝制该区域。如此以步进方式循环该工作步骤,便可以依次将固定于缝纫模板4上的侧安全气帘图案缝纫完成。在缝纫过程中,未在工作区域内的所述缝纫模板4由前延伸台5和后延伸台6支撑与传送。最终实现缝纫机的大行程缝纫作业。
38.本实施例移动装置主要实现缝纫布料在工作区域内的移动缝纫,定位装置主要实现对缝纫模板的初始定位。同时设计辅助装置,包括:缝纫模板及前、后延伸台,夹紧装置通过循环夹取缝纫模板两侧的步进块实现对缝纫模板的步进式缝纫,同时,前延伸台和后延伸台也可起到支撑和传送缝纫模板的作用。本发明可在保证缝纫精度的前提下,实现大行程的缝纫;本发明缝纫效率高,缝纫范围可依据实际要求灵活调整;本发明应用市场广泛,可用于工业、航空航天、纺织等多领域;本发明性价比高,市场竞争力大。
39.综上所述,本发明上述实施例大行程步进缝制系统包括缝纫机、缝纫机台面、步进装置、缝纫模板、前延伸台和后延伸台。缝纫机用于布料的缝纫,缝纫机台面用于缝纫布料的支撑。步进装置主要包括移动装置、定位装置和夹紧装置,其中移动装置主要实现缝纫布料在工作区域内的移动缝纫,定位装置主要实现对缝纫模板的初始定位,夹紧装置通过控制夹爪夹取缝纫模板两侧的步进块,其作用之一是对进入工作区的缝纫模板进行x方向和y方向的准确定位,其次,通过夹爪循环夹取步进块可实现对布料的步进式缝纫。缝纫模板主要用来固定和展平布料,同时模板两侧设计等间距的步进块将与夹紧装置配合使用,前延
伸台和后延伸台可起到支撑和传送缝纫模板的作用。通过各部分的协调运动,最终,使得缝纫机可以完成大行程的缝纫工作。
40.上面对本发明实施例结合附图进行了说明,但本发明不限于上述实施例,还可以根据本发明的发明创造的目的做出多种变化,凡依据本发明技术方案的精神实质和原理下做的改变、修饰、替代、组合或简化,均应为等效的置换方式,只要符合本发明的发明目的,只要不背离本发明的技术原理和发明构思,都属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1