轴类加工用数控机床的制作方法
1.本申请涉及机械加工设备的领域,尤其是涉及一种轴类加工用数控机床。
背景技术:
2.数控机床是一种通过终端控制刀具或被加工件来对被加工件进行加工的设备。
3.通常,数控机床用来加工各种轴类工件,而用于加工轴类工件的数控机床通常包括用于夹持被加工轴一端的旋转夹持机构、套设于被加工轴外周向以对被加工轴进行支撑的固定架、设置于被加工轴远离旋转夹持机构的一端以用于减小被加工轴窜动的尾座以及可以沿被加工轴的轴线方向滑移的刀具架,通过旋转夹持机构的旋转带动被加工轴转动,并通过控制刀具架的位置以及进刀量来对被加工轴进行加工。
4.但是该种数控机床在下料的过程中较为不便,其需要先将固定架拆开,然后将尾座与加工轴脱离,再通过人工搬运等方式将被加工轴搬离数控机床,步骤较为繁琐,自动化程度不高。
技术实现要素:
5.为了方便对轴类加工件进行下料,本申请提供一种轴类加工用数控机床。
6.本申请提供的一种轴类加工用数控机床采用如下的技术方案:一种轴类加工用数控机床,包括机架、用于夹持被加工轴的旋转夹持机构、用于套设于被加工轴外周向的固定架、设置于被加工轴的尾端的尾座,还包括设置于机床外侧且用于对被加工轴进行下料的下料机构,所述机架上设置有驱动尾座脱离被加工轴的轴线方向的驱动机构,所述下料机构包括用于夹持被加工轴远离旋转夹持机构一端的夹持组件、驱动夹持组件沿被加工轴轴线方向滑移的驱动组件以及用于承接被加工轴且沿出料方向向下倾斜的导板,所述导板上设置有用于对滚落的被加工轴进行减速的减速组件。
7.通过采用上述技术方案,当需要对被加工轴进行下料时,首先通过驱动机构的动作来将机架上的尾座脱离被加工轴的轴向投影,然后在夹持组件以及驱动组件的共同作用下,将被旋转夹持机构松开的被加工轴沿轴线方向拉出固定架,随后将被加工轴放置于导板上,然后通过导板的自然倾斜从导板上滚落到地面上,完成被加工轴的下料。这种方式无需人工对被加工轴的下料进行干预,可以通过自动下料的方式来实现,减小了人工成本,提高了效率。
8.优选的,所述尾座包括滑移块、顶块、第一弹性件、锁定件以及对顶弹性件,所述机架上设置有供滑移块滑移连接的底座,所述锁定件用于锁定底座与滑移块,所述第一弹性件设置于滑移块中且驱动顶块始终有伸出滑移块的趋势,所述顶块径向开设有供驱动机构的驱动轴贯穿的贯穿孔,所述驱动机构的驱动轴上固定有穿设于贯穿孔中的驱动块,所述贯穿孔朝向第一弹性件一侧的孔壁上设置有供驱动块抵接的导向面,所述驱动机构的驱动轴回缩以带动顶块向滑移块内回缩;所述底座上且位于滑移块远离驱动机构的一侧设置有供滑移块抵接的阻挡块,所
述对顶弹性件设置于滑移块上且与驱动机构的驱动轴同轴设置并始终与驱动机构的驱动轴抵接,当所述阻挡块与滑移块脱离时,所述对顶弹性件始终有保持向原状态复位的趋势并迫使顶块向滑移块内回缩。
9.通过采用上述技术方案,这种设置使得在驱动机构的动作不仅仅可以带动滑移块的滑移,还可以通过驱动机构的动作来驱使顶块在滑移块上的滑移,进而实现顶块与被加工轴的相互脱离,随后即可通过驱动机构的动作带动滑移座整体脱离被加工轴的轴向投影。
10.优选的,所述锁定件包括第二弹性件以及锁块,所述锁块滑移连接于滑移块上且一端向朝向底座的方向伸出于滑移块,所述第二弹性件迫使所述滑移块始终有伸出于滑移块的趋势;所述底座上设置有供锁块穿设的锁定槽,当所述滑移块穿设于锁定槽中时,所述顶块与被加工轴同轴设置;所述锁块具有朝向顶块且供顶块抵接的驱动面,所述驱动面相对于顶块呈倾斜设置,且当所述顶块回缩时,所述顶块与驱动面抵接并迫使锁块回缩。
11.通过采用上述技术方案,驱动机构不仅仅可以控制顶块的回缩或是滑移块的移动,还可以控制锁块的回缩。当驱动机构动作时,会带动顶块与锁块的回缩,并且在当锁块从锁定槽中脱离时,滑移块才可以在驱动机构的作用下发生移动,进而使顶块在与被加工轴脱离后滑移块才可以进行移动。
12.优选的,所述减速组件包括减速件以及第三弹性件,所述导板沿其延长方向设置有供减速件穿设且滑移的滑槽,所述减速件滑移连接于导板上且所述减速件具有伸出于导板表面且用于阻碍被加工轴下滑的竖板,所述减速件沿被加工轴的下料方向滑移以使竖板不断向导板回缩,所述第三弹性件迫使所述减速件始终有沿被加工轴的下料方向的反方向滑移的趋势。
13.优选的,所述减速件还包括有连接于竖板且向夹持组件延伸的横板,所述横板的两侧对称设置有两组导向轴,所述导板的下表面且位于滑槽的两侧均设置有供导向轴穿设且滑移的导向座,所述第三弹性件为拉伸弹簧,所述第三弹性件的一端固定于任一导向轴上,所述第三弹性件的另一端固定于导向座上。
14.通过采用上述技术方案,当被加工轴沿着导板下滑时,其会与竖板接触,而在导板的斜向分力的作用下,使减速件连同被加工轴从导板上继续下滑,进而通过第三弹性件吸收一部分的能量来消耗被加工轴的势能,而在当竖板完全没入导板上时,竖板不再具有阻碍被加工轴的作用,进而使被加工轴可以继续正常下滑,而在当竖板与被加工轴完全脱离后,减速件可以在第三弹性件的作用下实现复位。
15.优选的,所述下料机构还包括有用于支撑被所述夹持组件夹持的被加工轴的过渡组件,当所述夹持组件松开所述被加工轴时,所述过渡组件用于将被加工轴放置于导板上。
16.通过采用上述技术方案,由于夹持组件的设置,被加工轴从机架上被抽出时难以直接与导板进行贴合,因此就会留有一定的间隙,当夹持组件松开被加工轴时,被加工轴就会掉落至导板上而造成一定的冲击。这种设置方式可以减少被加工轴与导板造成的冲击,减少被加工轴由于碰撞所造成的损伤。
17.优选的,所述过渡组件包括若干第一驱动件以及若干第二驱动件,所述第一驱动
件与第二驱动件均设置于导板下方,且所述第二驱动件位于所述第一驱动件朝向被加工轴的下料方向的一侧;所述第一驱动件与第二驱动件的驱动杆均贯穿于导板,所述第一驱动件与第二驱动件的驱动杆上均设置有托板,所述托板用于与被加工轴的底部抵接,且所述第一驱动件上的托板与所述第二驱动件上的托板之间的间距小于被加工轴的直径;所述第一驱动件与第二驱动件同步动作以连同被加工轴向下运动以使被加工轴与导板的上表面抵接并使托板与被加工轴脱离。
18.通过采用上述技术方案,当夹持组件在驱动组件的作用下经过托板时,第一驱动件与第二驱动件即可动作以使托板抵住被加工轴,对夹持组件所受到的力进行分担,也避免与固定架脱离后仅仅只有一段被固定。同时,通过第一驱动件以及第二驱动件的动作,被加工轴可以与导板抵接,并通过托板与被加工轴的脱离而自由向下滚落。
19.优选的,所述托板的中部铰接于第二驱动件的驱动杆上,所述导板的上表面开设有供托板穿设的穿设槽,所述第二驱动件动作以使托板穿设于穿设槽中且托板的上表面与导板的上表面共面。
20.通过采用上述技术方案,当第二驱动件动作时,托板会首先与穿设槽的底部相互接触,而随着第二驱动件的驱动杆继续下移,托板会由于与第二驱动件的驱动杆铰接而发生转动直至完全穿设于穿设槽中,这种设置方式可以使得导板的上表面具有较好的连续性,不会对被加工轴的下滑而造成影响。
21.综上所述,本申请包括以下至少一种有益技术效果:1.无需人工对被加工轴的下料进行干预,可以通过自动下料的方式来实现,减小了人工成本,提高了效率;2.减少被加工轴在下料过程中所造成的冲击,减少被加工轴由于碰撞所造成的损伤。
附图说明
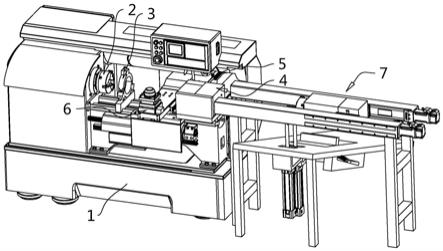
22.图1是数控机床的结构示意图。
23.图2是尾座以及驱动机构的结构示意图。
24.图3是图2中a
‑
a的剖视图。
25.图4是图2中b
‑
b的剖视图。
26.图5是下料机构的结构示意图。
27.图6是导板、减速组件以及过渡组件的侧视图。
28.附图标记说明:1、机架;2、旋转夹持机构;3、固定架;4、尾座;5、驱动机构;6、刀具架;7、下料机构;41、滑移块;42、顶块;43、底座;44、第一弹性件;45、锁定件;451、第二弹性件;452、锁块;46、锁定槽;453、让位槽;454、驱动面;47、抵接面;48、贯穿孔;51、驱动油缸;52、固定座;49、驱动块;410、导向面;411、倾斜面;412、对顶弹性件;413、阻挡块;71、夹持组件;72、驱动组件;73、导板;74、过渡组件;75、减速组件;721、直线模组;722、移动块;741、第一驱动件;742、第二驱动件;743、安装架;744、托板;745、铰接板;731、穿设槽;751、减速件;752、第三弹性件;732、滑槽;7511、竖板;7512、横板;753、导向轴;754、导向座;755、导向槽;756、拉块。
具体实施方式
29.以下结合附图1
‑
6对本申请作进一步详细说明。
30.本申请实施例公开一种轴类加工用数控机床。参照图1,数控机床包括机架1、设置于机架1上且用于夹持被加工轴的一端的旋转夹持机构2、设置于机架1上并用于套设于被加工轴外周向以对被加工轴进行固定的固定架3、设置于机架1上并设置于被加工轴的另一端的尾座4、设置于机架1上的驱动机构5、设置于机架1上且用于沿被加工轴的轴线方向滑移的刀具架6以及设置于机架1外的下料机构7。尾座4通过设置于机架1上的驱动机构5来使尾座4脱离被加工轴的轴线方向的投影,而使被加工轴可以从远离旋转夹持机构2的一端脱离固定架3并进入下料机构7中以实现下料。
31.参照图2和图3,其中,尾座4包括滑移块41以及滑移连接于滑移块41中并向朝向旋转夹持机构2的一侧伸出的顶块42,机架1上设置有供滑移块41滑移连接的底座43,底座43的延长方向(即滑移块41的滑移方向)沿被加工轴的径向设置,使得通过尾座4在底座43上的滑移可以使底座43脱离被加工轴的轴向投影。其中,底座43与滑移块41的连接方式可以采用导轨滑块相互配合的方式形成,也可以采用其他的滑移配合的方式而连接,此处不再赘述。
32.滑移块41中设置有迫使顶块42始终有伸出滑移块41的趋势的第一弹性件44,其中,第一弹性件44在本申请中选用为氮气弹簧,并通过螺栓固定的方式固定于滑移块41中。滑移块41中还竖直设置有用于锁定底座43与滑移块41相对滑移的锁定件45,锁定件45包括第二弹性件451以及锁块452,锁块452于竖直方向滑移连接于滑移块41上且其一端向朝向底座43的方向伸出于滑移块41。第二弹性件451设置于锁块452的上方以迫使滑移块41始终有向下伸出于滑移块41的趋势。其中,第二弹性件451在本实施例中选用为压缩弹簧。
33.进一步的,底座43上设置有供锁块452伸出于滑移块41的一端穿设的锁定槽46,其中需要注意的是,当顶块42与被加工轴于同轴线方向上时,锁块452在第二弹性件451的作用下始终穿设于锁定槽46中以实现滑移块41与底座43之间的相对固定。同时,锁定槽46在顶块42上有且仅设置有一个,在当滑移块41滑移至锁块452与锁定槽46相互正对的状态时,锁块452会在第二弹性件451的作用下而穿设入锁定槽46中以实现滑移块41与底座43的相对固定。
34.其中,锁块452设置于第一弹性件44与顶块42之间,且锁块452上设置有供第一弹性件44的驱动端贯穿的让位槽453,让位槽453的上端面具有朝向顶块42且供顶块42抵接的驱动面454,驱动面454相对于顶块42呈倾斜设置,对应的,顶块42上设置有与驱动面454相平行的抵接面47。当锁块452穿设于锁定槽46中时,驱动面454与抵接面47位于同一水平面上。以图示方向为例,当顶块42回缩而向右运动时,驱动面454会与抵接面47抵接,并随着顶块42的继续回缩,锁块452会在斜向分力的作用下而向上滑动而回缩,进而使第二弹性件451受压收缩,直至锁块452与锁定槽46相互脱离。
35.参照图2和图4,顶块42径向开设有供驱动机构5的驱动轴贯穿的贯穿孔48,驱动机构5包括设置于滑移块41径向一侧的驱动油缸51以及固定驱动油缸51的固定座52,驱动油缸51的驱动轴插入于滑移块41朝向驱动油缸51的一侧并穿过顶块42上的贯穿孔48,驱动油缸51的驱动轴的端面固定连接有穿设于贯穿孔48中的驱动块49,贯穿孔48朝向第一弹性件44一侧的孔壁上设置有供驱动块49抵接的导向面410,驱动块49上设置有与导向面410所相
正对的倾斜面411,当驱动油缸51回缩时,导向面410会与倾斜面411相互抵接进而通过驱动块49驱使顶块42向滑移块41内回缩。
36.进一步的,滑移块41内还设置有与驱动油缸51的驱动轴同轴线设置的对顶弹性件412,对顶弹性件412在本实施例中选用为氮气弹簧,当顶块42回缩至滑移块41中时,对顶弹性件412处于原长状态。因而在当滑移块41处于可自由滑移的状态下时,对顶弹性件412由于自身弹性力的作用而具有向原长复原的趋势,进而使顶块42始终会回缩至滑移块41内,而在当滑移块41的行程受阻时,随着驱动油缸51的驱动轴继续顶出,会对对顶弹性件412进行压缩,进而使顶块42可以在第一弹性件44的作用下被顶出,从而使锁块452与顶块42之间实现解锁,使锁定块可以在第二弹性件451的作用下被顶出。
37.其中,底座43上且位于滑移块41远离驱动油缸51的一侧设置有用于与滑移块41抵接的阻挡块413,当阻挡块413与滑移块41抵接时,滑移块41不再可以随着驱动油缸51的驱动杆的伸长而同步移动,进而使对顶弹性件412可以在驱动油缸51的作用下而实现压缩。但需要注意的是,阻挡块413的位置需不影响被加工轴的正常下料,其位置具体可以通过滑移块41的宽度来进行调节。
38.可以看出,当驱动油缸51处于最大伸长量时,对顶弹性件412处于压缩状态,而此时,第一弹性件44以及第二弹性件451均驱动锁块452与顶块42伸出滑移块41。而在当驱动油缸51回缩时,对顶弹性件412逐渐向原长状态复位,而顶块42与锁块452随着驱动块49的移动而逐渐向滑移块41内回缩,直至当锁块452从锁定槽46中脱离时,滑移块41可以随着驱动油缸51的驱动轴回缩而发生同步运动,且顶块42与锁定块可以始终在对顶弹性件412的作用下保持回缩在滑移块41中。同时,在当驱动油缸51的驱动轴伸长时,由于对顶弹性件412的作用,顶块42与锁块452始终可以保持回缩至滑移块41中的状态。
39.其中,滑移块41整体可以采用分体式拼接组装的方式以方便顶块42等内部构件进行安装,其具体实现手段是本领域技术人员的常用技术手段,此处不再赘述。
40.参照图5,下料机构7包括用于夹持被加工轴远离旋转夹持机构2一端的夹持组件71、驱动夹持组件71沿被加工轴轴线方向滑移的驱动组件72以及用于承接被加工轴且沿出料方向向下倾斜的导板73,导板73上且位于夹持组件71的下方设置有用于支撑被所述夹持组件71夹持的被加工轴的过渡组件74,导板73的中段设置有用于对滚落的被加工轴进行减速的减速组件75。
41.其中,驱动组件72包括架设于导板73上方且相对设置的两个直线模组721,两个直线模组721之间设置有用于固定夹持组件71的移动块722,两个直线模组721的移动端均固定于移动块722上,进而使两侧的直线模组721在同步驱动下可以带动移动块722沿直线模组721的延长方向实现往复滑移。其中,夹持组件71在本实施例中选用为三爪卡盘,直线模组721沿被加工轴的轴线延长方向布置,且三爪卡盘与被加工轴始终保持同轴心设置。
42.参照图5和图6,过渡组件74包括若干第一驱动件741以及第二驱动件742,第一驱动件741与第二驱动件742均设置于导板73下方,且导板73下方固定有用于固定第一驱动件741与第二驱动件742的安装架743。第二驱动件742位于第一驱动件741朝向被加工轴的下料方向(被加工轴自然滚落的方向)的一侧,且第一驱动件741以及第二驱动件742的驱动杆均贯穿于导板73并向导板73的上方延伸。在本实施例中,第一驱动件741与第二驱动件742均选用为液压油缸,而第一驱动件741以及第二驱动件742的具体数量可以根据被加工轴的
实际重量进行适配。
43.第一驱动件741与第二驱动件742的驱动杆上均转动连接有托板744,具体的,以第二驱动件742为例,第二驱动件742的驱动杆与托板744的中部相铰接,托板744的下方设置有用于与第二驱动件742的驱动杆实现铰接的铰接板745。导板73的上表面开设有两组穿设槽731,两组穿设槽731分别供第一驱动件741与第二驱动件742的驱动杆贯穿。其中,穿设槽731的大小与托板744的大小相适配,且穿设槽731的槽壁与托板744的两侧壁沿由下至上的方向逐渐远离,进而使得第一驱动件741与第二驱动件742回缩时,托板744会在导板73的阻碍下而发生转动并遮盖住穿设槽731,并使托板744的上表面与导板73的上表面共面。
44.而在当第一驱动件741与第二驱动件742的驱动杆伸长至最大长度时,第一驱动件741以及第二驱动件742上的托板744会与被加工轴的底部抵接,进而使被加工轴被第一驱动件741与第二驱动件742的作用而托起。其中,被加工轴的底部指的是当被加工轴水平设置时,其朝向地面的下半圆弧面的部分。而需要注意的是,为了使铰接的托板744可以托起被加工轴,第一驱动件741上的托板744与第二驱动件742上的托板744之间的间距需小于被加工轴的直径,进而通过被加工轴的重力的分量使得被加工轴可以与托板744抵紧并实现相对固定。
45.而在当第一驱动件741与第二驱动件742同步回缩时,被加工轴可以同步向下运动并与导板73抵接。其中需要注意的是,当被加工轴与导板73接触时,其与导板73的接触点位于两组穿设槽731之间,进而在当托板744与被加工轴脱离时,被加工轴可以在重力的作用下而自由下滑。
46.减速组件75包括减速件751以及第三弹性件752,导板73沿其延长方向设置有供减速件751穿设且滑移的滑槽732。减速件751滑移连接于导板73上且减速件751具有伸出于导板73表面且用于阻碍被加工轴下滑的竖板7511,减速件751沿被加工轴的下料方向滑移以使竖板7511不断向导板73回缩,第三弹性件752迫使减速件751始终有沿被加工轴的下料方向的反方向滑移的趋势。
47.具体的,减速件751包括相互一体连接且相互呈垂直设置的竖板7511以及横板7512,横板7512的一端与竖板7511连接,另一端向夹持组件71延伸(即导板73较高的一端)。横板7512的两侧对称设置有两组导向轴753,导板73的下表面且位于滑槽732的两侧均固定有供导向轴753穿设且滑移的导向座754,而导向座754上设置有供导向轴753滑移的导向槽755。其中,第三弹性件752为拉伸弹簧,导向座754朝向导板73较高的一端固定有拉块756,拉伸弹簧的一端与拉块756固定连接,其中一组导向轴753向外延伸并伸出于导向座754并与拉伸弹簧的另一端连接。
48.具体的,导向槽755相对于地面的倾斜夹角大于导板73与地面之间的倾斜夹角,进而使减速件751在向下滑移的过程中相比于导板73具有更快的下降趋势,从而实现减速件751在向下滑移的过程中,竖板7511不断向导板73内收缩。而第三弹性件752的设置,使减速件751始终有向导板73较高的一侧滑移的趋势,不仅可以在当被加工轴与减速件751脱离时具有向原状态复位的能力,也可以使减速件751在向下滑动的过程中,使第三弹性件752具有吸收能量的作用,从而起到对被加工轴的下滑起到缓冲的作用。
49.其中需要注意的是,减速件751可以在导板73上设置有多个,其可以根据导板73实际的长度进行适配性调整,此处不再赘述。
50.本申请实施例一种轴类加工用数控机床的实施原理为:当需要对被加工轴进行下料时,驱动油缸51回缩带动尾座4离开被加工轴的轴向投影,随后直线模组721动作通过三爪卡盘将被加工轴的一端夹持,然后直线模组721反向动作以将被加工轴抽出。当三爪卡盘经过过渡组件74时,第一驱动件741与第二驱动件742同步动作以通过托板744将被加工轴托住,随后第一驱动件741与第二驱动件742同步回缩,以将被加工轴放置于导板73上,随后被加工轴随着重力从导板73上自由下滑,并通过减速件751的减速以使被加工轴可以从导板73上缓慢下滑。
51.以上均为本申请的较佳实施例,并非依此限制本申请的保护范围,故:凡依本申请的结构、形状、原理所做的等效变化,均应涵盖于本申请的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1