经编全棉网眼面料及其制备方法与流程
1.本发明涉及纺织领域,特别是涉及一种经编全棉网眼面料及其制备方法。
背景技术:
2.在纺织领域,传统针织产品分为纬编和经编两种,其中经编具有生产效率高、结构灵活、花型多变等特点,因而经编产品得以快速发展和广泛应用。然而,传统的经编工艺对纱线强力要求较高,而棉纱的强力、毛羽、强度较低,使其无法在编织机上顺利编织,因此,编织工艺采用的原料具有局限性,所用原料基本都是高强力表面光滑的化纤长丝,如涤纶、锦纶、氨纶等长丝,原料依赖程度高,一般是用改性仿棉质感的化纤纱,而无法用真正的天然棉纱。化纤的舒适性相比天然棉纱还是欠佳的,故化纤制得的经编面料无法具备全棉的透气舒适感,由于棉纱的强力、毛羽、强伸度等的限制,一直很难实现100%全棉纱在经编工艺中生产,如此,大大限制了经编面料的风格,对于上述问题,技术人员通过调控编织面料的纱线材质,通过采用不同材质的化纤类或改性仿棉纱线编织,以使面料整体呈现出的效果,例如手感、舒适度等贴近全棉产品,但仍然无法安全替代全棉产品。相较经编而言,纬编对原料无局限性,可采用棉纱作为原料进行编织,全棉的纬编产品具备透气舒适感;但纬编尺寸稳定性不好,30s的纬编全棉网眼面料,缩率一般高达-10%以上,尺寸不稳定。
技术实现要素:
3.基于此,有必要提供一种能够适用于100%全棉纱经编、增加经编面料风格的经编全棉网眼面料及其制备方法。
4.一种经编全棉网眼面料的制备方法,包括以下步骤:
5.由gb1、gb2两把梳栉编织而成经编全棉网眼面料;其中,梳栉gb1以垫纱数码1-0/2-3/4-5/3-2//的运动方式编织,梳栉gb2采以垫纱数码4-5/3-2/1-0/2-3//的运动方式编织。
6.在其中一个实施例中,所述梳栉gb1的穿纱方式为穿2空2;和/或,所述梳栉gb2的穿纱方式为穿2空2。
7.在其中一个实施例中,所述梳栉gb1、所述梳栉gb2采用的纱线为棉纱。
8.在其中一个实施例中,所述棉纱的细度为29.4~30.6s、捻度为18.53tpi~20.48tpi、强度为≥360cn、毛羽值为≤1.2、条干均匀度≤12.26%。
9.在其中一个实施例中,编织时,控制编织环境的相对湿度为60%~70%、温度为15℃-25℃。
10.在其中一个实施例中,编织时,织布送经量设置如下:
11.所述梳栉gb1:1600mm/腊克~1760mm/腊克,所述梳栉gb2:1600mm/腊克~1760mm/腊克。
12.在其中一个实施例中,还包括如下步骤:
13.对所述经编全棉网眼面料进行染色处理以及后整理处理。
14.在其中一个实施例中,所述后整理处理包括定型工艺,和/或液氨丝光。
15.在其中一个实施例中,所述定型工艺的定型温度为140℃-155℃。
16.在其中一个实施例中,所述染色处理包括如下步骤:
17.将所述经编全棉网眼面料依次进行前处理、染色和皂洗。
18.在其中一个实施例中,所述前处理所采用的处理剂为双氧水和/或烧碱,所述前处理的温度为95℃~100℃,时间为2.5h~3h。
19.在其中一个实施例中,所述染色采用的染色液包含软油、酶和染色剂,其中,所述软油的浓度为2g/l,所述酶的浓度为1g/l,所述染色的温度为58℃~62℃,时间为2h~3h。
20.在其中一个实施例中,所述皂洗采用的皂洗液为皂洗剂和冰醋酸,所述皂洗的温度为88℃~92℃,时间为1h~3h。
21.本发明另一目的还在于提供一种经编全棉网眼面料。
22.一种经编全棉网眼面料,采用所述的经编全棉网眼面料的制备方法制得。
23.上述的经编全棉网眼面料的制备方法能够适用于100%全棉纱经编、增加经编面料风格,经编后能获得尺寸稳定性好的经编全棉网眼面料。上述的经编全棉网眼面料的制备方法采用两把梳栉进行编织,其中,梳栉gb1以垫纱数码1-0/2-3/4-5/3-2//的运动方式编织,梳栉gb2以垫纱数码4-5/3-2/1-0/2-3//的运动方式编织,梳栉gb1和梳栉gb2的垫纱数码的运动方向不同,两梳栉编织形成网眼结构,正面为镂空有循环花型的平纹圈柱、背面具有镂空花型的横向延展线的面料纹理,使制得的经编全棉网眼面料具有良好的稳定性及触感,能获得尺寸稳定性好的经编全棉网眼面料。本发明的经编全棉网眼面料的制备方法中,梳栉gb1和梳栉gb2均可穿棉纱。本发明的经编全棉网眼面料的制备方法可以适用于棉纱,还可以适用于涤纶、锦纶、氨纶。
附图说明
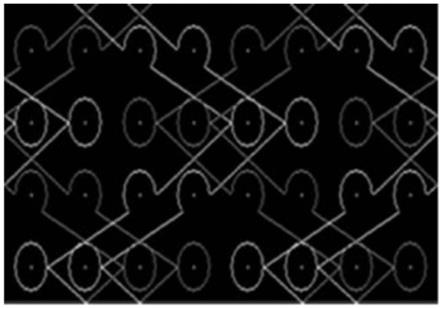
24.图1为实施例1中制得的经编全棉网眼面料的花型意匠图;图1中,梳栉gb1的走线为灰色线条,梳栉gb2为明亮的白色线条;
25.图2为实施例1中的经编全棉网眼面料成品示意图。
具体实施方式
26.为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图对本发明的具体实施方式做详细的说明。在下面的描述中阐述了很多具体细节以便于充分理解本发明。但是本发明能够以很多不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本发明内涵的情况下做类似改进,因此本发明不受下面公开的具体实施例的限制。
27.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。本文所使用的术语“和/或”包括一个或多个相关的所列项目的任意的和所有的组合。
28.本技术实施例提供一种经编全棉网眼面料的制备方法,以解决现有的编织方法在编织棉纱时尺寸稳定性差的问题。
29.示例性的,一种经编全棉网眼面料的制备方法,包括以下步骤:
30.由gb1、gb2两把梳栉编织而成经编全棉网眼面料;其中,梳栉gb1以垫纱数码1-0/2-3/4-5/3-2//的运动方式编织,梳栉gb2采以垫纱数码4-5/3-2/1-0/2-3//的运动方式编织。
31.需要说明的是,梳栉gb1和梳栉gb2中的数字1和2并不特指先后顺序,即梳栉gb1和梳栉gb2分别代表两把梳栉中的其一,没有特定的先后顺序。即两把梳栉中的其中一个梳栉以垫纱数码1-0/2-3/4-5/3-2//的运动方式编织,另一个梳栉就以垫纱数码4-5/3-2/1-0/2-3//的运动方式编织。
32.上述的经编全棉网眼面料的制备方法能够适用于100%全棉纱经编、增加经编面料风格,经编后能获得尺寸稳定性好的经编全棉网眼面料。上述的经编全棉网眼面料的制备方法采用两把梳栉进行编织,其中,梳栉gb1以垫纱数码1-0/2-3/4-5/3-2//的运动方式编织,梳栉gb2以垫纱数码4-5/3-2/1-0/2-3//的运动方式编织,梳栉gb1和梳栉gb2的垫纱数码的运动方向不同,两梳栉编织形成网眼结构,正面为镂空有循环花型的平纹圈柱、背面具有镂空花型的横向延展线的面料纹理,使制得的经编全棉网眼面料具有良好的稳定性及触感,能获得尺寸稳定性好的经编全棉网眼面料。本发明的经编全棉网眼面料的制备方法中,梳栉gb1和梳栉gb2均可穿棉纱。本发明的经编全棉网眼面料的制备方法可以适用于棉纱,还可以适用于涤纶、锦纶、氨纶。
33.在一些实施例中,所述梳栉gb1的穿纱方式为穿2空2;和/或,所述梳栉gb2的穿纱方式为穿2空2。
34.在一些实施例中,所述梳栉gb1、所述梳栉gb2采用的纱线为棉纱。本发明的经编全棉网眼面料的制备方法中,梳栉gb1和梳栉gb2采用的纱线为棉纱,可以制得尺寸稳定性好的全棉编织面料,得到的全棉编织面料透气性好、吸湿性好、手感柔软。
35.在一些实施例中,所述棉纱的细度为29.4~30.6s、捻度为18.53tpi~20.48tpi、强度为≥360cn、毛羽值为≤1.2、条干均匀度≤12.26%。上述参数的棉纱,能够达到特定强力、捻度、条干均匀的特点,该棉纱能够在整经机上顺利完成整经动作,并在在编织机上顺利编织,从而制得尺寸稳定性好的经编全棉网眼面料。
36.在一些实施例中,所述棉纱采用新疆长绒棉为原料以紧密纺、赛络纺、紧密赛络纺的纺纱方法制得。例如,在一个具体实施例中,棉纱采用新疆长绒棉作为纺纱原料制得,新疆长绒棉的长度为33mm~64mm。采用新疆长绒棉为原料制得的棉纱具备手感柔软、透气性好、悬垂感好、保暖性能优异等优点。
37.其中,紧密纺技术是基于传统环锭纺的一种新型环锭纺纱技术,通过使细纱机牵伸后输出的纤维致密化的纺纱技术,即通过在须条加捻前增加吸风装置,通过负压的控制,使松散纤维集聚、抱合,纤维在受控制区域内充分伸直,缩小传统纺纱机上的加捻三角区,便纤维在平行紧密的状态下实现加捻。由于须条中各纤维受力均匀,抱合紧密,使制得的棉纱结构和质量得到全面提升,毛羽少、强力高且耐磨性好。
38.赛络纺技术是在传统环锭细纱机上纺出类似于股线结构的纱线的纺纱方法。赛络纺纱是采用两根粗纱从喇叭口喂入,在前后牵伸区仍然保持两根须条的分离状态,从前钳口输出一定长度后合并,并由同一个锭子加捻,形成有双股结构特征的赛络纱。赛络纺的同向同步加捻使其纱线具有特殊的结构,赛络纺纱表面纤维排列整齐,纱线结构紧密,毛羽少,抗起毛起球好。赛络纺织物和股线织物相比,手感柔软,比较平滑。
39.紧密赛络纺技术是紧密纺和赛络纺相结合的一种组合工艺纺纱方法,采用紧密赛络纺所纺制的纱线,结合了两种纺纱法的优异特性和品质,紧密赛络纱毛羽更少,强力高。
40.在一些实施例中,编织时,控制编织环境的相对湿度为60%~70%、温度为15℃-25℃。
41.在一些实施例中,编织时,织布送经量设置如下:
42.所述梳栉gb1:1600mm/腊克~1760mm/腊克,所述梳栉gb2:1600mm/腊克~1760mm/腊克。当编织纱线为棉纱时,由于棉纱的表面光滑度远差于化纤纱线,影响了织造的顺利进行,因此,通过控制编织的织布送经量、环境的湿度及温度,使棉纱在经编机上能顺利进行织造。
43.在一些实施例中,还包括如下步骤:
44.对所述经编全棉网眼面料进行染色处理以及后整理处理。
45.在一些实施例中,所述后整理处理包括定型工艺,和/或液氨丝光。液氨丝光是利用氨的小分子进入织物的纤维大分子内部,使得织物纤维溶胀膨化,面料经液氨处理后,手感更加柔软,有光泽。
46.在一些实施例中,所述定型工艺的定型温度为140℃-155℃。例如,在一个具体实施例中,定型工艺的定型温度为140℃,在另一个具体实施例中,定型工艺的定型温度为155℃。
47.在一些实施例中,所述染色处理包括如下步骤:
48.将所述经编全棉网眼面料依次进行前处理、染色和皂洗。纱线在纺制过程中,为了提高纤维的可纺性,需要用到大量的纺丝油剂,纺丝油剂一般为矿物油和阴、非离子表面活性剂以一定的复配比所制得的油剂,或者是含有较多的二甲基聚硅氧烷或乙基硅烷类硅油成分的油剂。但大量纺丝油剂的加入,又会影响面料的后续染整加工工艺,因此,需要通过织物行前处理以去除织物所含的油剂及杂质。
49.在一些实施例中,所述前处理所采用的处理剂为双氧水和/或烧碱,所述前处理的温度为95℃~100℃,时间为2.5h~3h。
50.在一些实施例中,所述染色采用的染色液包含软油、酶和染色剂,其中,所述软油的浓度为2g/l,所述酶的浓度为1g/l,所述染色的温度为58℃~62℃,时间为2h~3h。由于经编针织物结构较纬编针织物结构更紧密,故软油用量要比普通纬编针织物多,才能使得软油在面料表面充分覆盖,否则会出现面料洗后泛白、骨位磨白等问题。
51.在一些实施例中,所述皂洗采用的皂洗液为皂洗剂和冰醋酸,所述皂洗的温度为88℃~92℃,时间为1h~3h。
52.在一些实施例中,上述步骤s10中,在编织前,还包括整经处理,整经处理具体步骤如下:对所述梳栉gb1、所述梳栉gb2采用的纱线进行整经,按照工艺所需要的经纱根数与长度,在相同的张力下,将纱线平行、等速、整齐地卷绕到经轴上,同时将摩擦产生的毛羽飞花进行在线清除,以免造成飞花堵塞后续织造及造成布面疵点。
53.在一些实施例中,编织时,采用特里科28g机型经编机进行编织。
54.本发明另一目的还在于提供一种经编全棉网眼面料。
55.一种经编全棉网眼面料,采用所述的经编全棉网眼面料的制备方法制得。
56.上述经编全棉网眼面料的制备方法制的经编全棉网眼面料,尺寸稳定性好,透气
性好、吸湿性好、手感柔软。
57.实施例1
58.本实施例提供了一种经编全棉网眼面料,该经编全棉网眼面料采用如下制备方法制得。
59.s1、选择原料:选取新疆长绒棉作为纺纱原料,进行经编棉纱定纺纺纱得到30s的棉纱,棉纱参数为:强力为371cn、条干均匀度为10.83%、毛羽值(h)为4.33、捻度为20tpi。
60.s2、整经:把步骤s1制得的长10150m的30s棉纱均匀排列在经轴上,按照工艺所需要的经纱根数280根
×
8,穿2空2;控制棉纱在相同的张力下,平行、等速、整齐地卷绕到经轴上,同时在线清除棉纱整经摩擦产生的毛羽飞花。
61.s3、织造:选用特里科经编机28g机型进行编织,控制编织环境的相对湿度为60%~70%、温度为20
±
5℃,织布送经量设置为梳栉gb1:1680,梳栉gb2:1680;其中,梳栉gb1和所述梳栉gb2的穿纱方式均为穿2空2,梳栉gb1以垫纱数码1-0/2-3/4-5/3-2//的运动方式编织,梳栉gb2采以垫纱数码4-5/3-2/1-0/2-3//的运动方式编织,获得经编织物。
62.s4、染色:将步骤s3制得的经编织物进行缝布得到编织面料,编织面料于98℃进行65min前处理,前处理所采用的处理剂为双氧水和烧碱。
63.然后以编织面料正面朝里放进染缸进行染色,60℃染色处理105min;染色处理采用的染色液包含酶和染色剂。酶的用量为1g/l;酶为纤维素酶cellusoft,染色剂为everzol。
64.然后编织面料于90℃进行皂洗处理65min。皂洗处理采用的皂洗液为isopon。
65.s5、定型:将步骤s4染色后的编织面料进行定型处理得到经编全棉网眼面料,定型温度为155℃,机速为24m/min,定型过软150g/l。下机幅宽为54.5inches,下机后得到的经编全棉网眼面料的克重为205g/m2。
66.s6、对步骤进行s5制得的定型后的经编全棉网眼面料进行测试,具体测试方法及测试结果如表1所示。
67.表1
[0068][0069][0070]
由表1的测试结果可知,实施例1制得的经编全棉网眼面料的尺寸稳定性好,强度高且色牢度高。
[0071]
具体的,实施例1中制得的经编全棉网眼面料的花型意匠图如图1所示,梳栉gb1和梳栉gb2单梳组织结构示意图如图2所示,其中,s1代表梳栉gb1的编织方向,s2代表梳栉gb2的编织方向。实施例1制得的经编全棉网眼面料如图3所示。
[0072]
实施例2
[0073]
本实施例提供了一种经编全棉网眼面料,该经编全棉网眼面料采用如下制备方法制得。
[0074]
(1)选择原料:选取新疆长绒棉作为纺纱原料,进行经编棉纱定纺纺纱得到30s的棉纱,棉纱参数为:强力为371.1cn、条干均匀度为10.83%、毛羽值(h)为4.33、捻度为20tpi。
[0075]
(2)整经:把步骤(1)制得的长10150m的30s棉纱均匀排列在经轴上,按照经平组织工艺所需要的经纱根数560根
×4×
2,穿2空2;控制棉纱在相同的张力下,平行、等速、整齐地卷绕到经轴上,同时在线清除棉纱整经摩擦产生的毛羽飞花,获得处理后的棉纱线。
[0076]
(3)织造:选用特里科经编机28g机型进行编织,控制编织环境的相对湿度为60%~70%、温度为20
±
5℃,织布送经量设置为梳栉gb1:1680,梳栉gb2:1680,使得棉纱也能在机器上顺利织造;其中,采用两梳栉进行编织,梳栉gb1和所述梳栉gb2的穿纱方式均为穿2空2,梳栉gb1以垫纱数码1-0/2-3/4-5/3-2//的运动方式编织,梳栉gb2采以垫纱数码4-5/3-2/1-0/2-3//的运动方式编织,获得经编织物。
[0077]
(4)染色:将步骤(3)制得的经编织物进行缝布,得到编织面料,编织面料于98℃进行65min前处理,前处理所采用的处理剂为双氧水和烧碱。
[0078]
编织面料再于染色60℃染色处理105min;染色处理采用的染色液包含酶和染色剂,酶的用量为1g/l;酶为纤维素酶cellusoft,染色剂为everzol。
[0079]
编织面料于45℃进行固色不过柔处理25min。采用的原料为冰醋酸。
[0080]
(5)液氨丝光:将步骤(4)得到的染色后的编织面料浸渍于液氨中进行丝光处理。丝光处理后得到的编织面料的克重为208g/m2,幅宽为46inches。
[0081]
(6)定型:将步骤(5)丝光处理后的编织面料进行定型处理得到经编全棉网眼面料,定型温度为155℃,机速为20m/min,定型过软150g/l。下机幅宽为48inches,下机后的经编全棉网眼面料的克重为195g/m2。
[0082]
(7)对步骤进行(6)制得的定型后的经编全棉网眼面料进行测试,具体测试方法及测试结果如表2所示。
[0083]
表2
[0084][0085][0086]
由表2的测试结果可知,实施例2制得的经编全棉网眼面料的尺寸稳定性好,强度高且色牢度高。
[0087]
实施例3
[0088]
本实施例提供了一种经编全棉网眼面料,该经编全棉网眼面料采用如下制备方法制得。
[0089]
(1)选择原料:选取新疆长绒棉作为纺纱原料,进行经编棉纱定纺纺纱得到40s的棉纱,棉纱参数为:强力为357.7cn、条干均匀度为10.44%、毛羽值h为4.26、捻度为20.51tpi。
[0090]
(2)整经:把步骤(1)制得的长10150m的40s棉纱均匀排列在经轴上,按照经平组织工艺所需要的经纱根数560根
×4×
2,穿2空2;控制棉纱在相同的张力下,平行、等速、整齐地卷绕到经轴上,同时在线清除棉纱整经摩擦产生的毛羽飞花,获得处理后的棉纱线。
[0091]
(3)织造:选用特里科经编机28g机型进行编织,控制编织环境的相对湿度为60%~70%、温度为20
±
5℃,织布送经量设置为梳栉gb1:1600,梳栉gb2:1600,使得棉纱也能在机器上顺利织造;其中,采用两梳栉进行编织,梳栉gb1和所述梳栉gb2的穿纱方式均为穿2空2,梳栉gb1以垫纱数码1-0/2-3/4-5/3-2//的运动方式编织,梳栉gb2采以垫纱数码4-5/3-2/1-0/2-3//的运动方式编织,获得经编织物。
[0092]
(4)染色:将步骤(3)或得经编织物进行缝布得到得到编织面料,编织面料于98℃进行71min前处理,前处理所采用的处理剂为双氧水和烧碱。
[0093]
编织面料再于染色60℃染色处理104min;染色处理采用的染色液包含软油、酶和染色剂,软油的用量为2g/l,酶的用量为1g/l;软油为stsultratex、酶为纤维素酶cellusoft,染色剂为everzol。
[0094]
(5)液氨丝光:将步骤(4)得到的染色后的编织面料浸渍于液氨中进行丝光处理。丝光处理后得到的编织面料的克重为205g/m2,幅宽为46inches。
[0095]
(6)定型:将步骤(5)丝光处理后的编织面料进行定型处理得到经编全棉网眼面料,定型温度为155℃,机速为20m/min,定型过软150g/l。下机幅宽为48inches,下机后的经编全棉网眼面料的克重为199g/m2。
[0096]
(7)对步骤进行(6)制得的定型后的经编全棉网眼面料进行测试,,具体测试方法及测试结果如表3所示。
[0097]
表3
[0098][0099]
由表3的测试结果可知,实施例3制得的经编全棉网眼面料的尺寸稳定性好,强度高且色牢度高。
[0100]
综上所述,上述的经编全棉网眼面料的制备方法能够适用于100%全棉纱经编、增加经编面料风格,经编后能获得尺寸稳定性好的经编全棉网眼面料。上述的经编全棉网眼
面料的制备方法采用两把梳栉进行编织,其中,梳栉gb1以垫纱数码1-0/2-3/4-5/3-2//的运动方式编织,梳栉gb2以垫纱数码4-5/3-2/1-0/2-3//的运动方式编织,梳栉gb1和梳栉gb2的垫纱数码的运动方向不同,两梳栉编织形成网眼结构,正面为镂空有循环花型的平纹圈柱、背面具有镂空花型的横向延展线的面料纹理,使制得的经编全棉网眼面料具有良好的稳定性及触感,能获得尺寸稳定性好的经编全棉网眼面料。
[0101]
在上述实施例中,对各个实施例的描述都各有侧重,某个实施例中没有详述的部分,可以参见其他实施例的相关描述。
[0102]
以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
[0103]
以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对本发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1