一种凉感面料的花型加工方法与流程
1.本发明涉及织布技术领域,尤其涉及一种凉感面料的花型加工方法。
背景技术:
2.床上用品是人们常用的生活品,随着生活质量的越来越高,人们对产品的质量及体验提出了越来越苛刻的要求。床上用品主要以四件套为主,即床单、被套和两个枕套,他们都是使用面料制成。。
3.在高温环境下,一般都会使用空调制冷,传统的四件套面料由于采用单面圆机平纹组织,透气性差。人在睡眠的时候需要将空调调到很低的温度才能使被窝内的温度降低,这种方式不仅增大了空调的能耗,耗电多,而且由于空调的功耗增加会向室外释放更多的热气,给周边的环境也带来一定的影响,不符合国家倡导的节能减排政策。
4.因此,急需一种技术来解决该问题。
技术实现要素:
5.本发明的目的在于克服上述现有技术的问题,提供了一种凉感面料的花型加工方法,通过该方法制备的凉感面料,在提升面料量感值的同时,又提高了透气性,同时丰富了其风格,能有效提高市场竞争力。
6.上述目的是通过以下技术方案来实现:
7.一种凉感面料的花型加工方法,所述花型由纵向格子与横向格子构成,所述纵向格子的每条边均与一个所述横向格子相连接,所述横向格子的每条边均与一个所述纵向格子相连接;
8.所述纵向格子由半针三角织造而成;所述横向格子由满针三角织造而成;
9.所述纵向格子或所述横向格子的高度由三角基本单元的循环次数控制;
10.所述纵向格子或所述横向格子的宽度由排针基本单元的循环次数控制;
11.所述三角基本单元包括三角单元a和三角单元b;
12.所述三角单元a作为第一循环单元,包括相邻的第一路和第二路,所述第一路对应的第一跑道、第二跑道和第三跑道均为满针,第四跑道为半针;所述第二路对应的第一跑道、第二跑道和第四跑道均为满针,第三跑道为半针;
13.所述三角单元b作为第二循环单元,包括相邻的第一路和第二路,所述第一路对应的第一跑道、第三跑道和第四跑道均为满针,第二跑道为半针;所述第二路对应的第二跑道、第三跑道和第四跑道均为满针,第二跑道为半针。
14.所述排针基本单元包括排针单元a和排针单元b;
15.所述排针单元a作为第一循环单元,包括相邻的一段针和二段针;
16.所述排针单元b作为第二循环单元,包括相邻的三段针和四段针。
17.进一步地,所述花型采用112路单面针织圆机制备,所述三角单元a的循环次数为28~42次,所述三角单元b的循环次数为14~28次;所述排针单元a的循环次数为14~21次,
所述排针单元b的循环次数为7~14次。
18.进一步地,所述三角单元a的循环次数为28次,所述三角单元b的循环次数为28次;对应的,所述排针单元a的循环次数为14次,所述排针单元b的循环次数为14次。
19.进一步地,所述三角单元a的循环次数为42次,所述三角单元b的循环次数为14次;对应的,所述排针单元a的循环次数为14次,所述排针单元b的循环次数为14次。
20.进一步地,所述三角单元a的循环次数为42次,所述三角单元b的循环次数为14次;对应的,所述排针单元a的循环次数为21次,所述排针单元b的循环次数为7次。
21.进一步地,所述花型所采用的的丝线由49%凉感丝,51%pepa纱线进行混合并线、并丝而成。
22.进一步地,所述并丝条件为:以500r/min,气压1.0,每米网络点80-100个进行合并成筒。
23.有益效果
24.本发明所提供的一种凉感面料的花型加工方法,通过该工艺不仅可以制备出透气性好,凉感度高的面料,而且通过调节三角与排针的循环次数可对该面料的风格进行调节,能有效提高市场竞争力。
附图说明
25.图1为本发明所述一种凉感面料的花型加工方法的三角基本单元的结构示意图;
26.图2为本发明所述一种凉感面料的花型加工方法的排针基本单元的结构示意图;
27.图3为本发明所述一种凉感面料的花型加工方法的第一种花型结构的三角基本单元示意图;
28.图4为本发明所述一种凉感面料的花型加工方法的第一种花型结构的排针基本单元示意图;
29.图5为本发明所述一种凉感面料的花型加工方法的第一种花型结构示意图结构示意图;
30.图6为本发明所述一种凉感面料的花型加工方法的第二种花型结构的三角基本单元示意图;
31.图7为本发明所述一种凉感面料的花型加工方法的第二种花型结构的排针基本单元示意图;
32.图8为本发明所述一种凉感面料的花型加工方法的第二种花型结构示意图结构示意图;
33.图9为本发明所述一种凉感面料的花型加工方法的第三种花型结构的三角基本单元示意图;
34.图10为本发明所述一种凉感面料的花型加工方法的第三种花型结构的排针基本单元示意图;
35.图11为本发明所述一种凉感面料的花型加工方法的第三种花型结构示意图结构示意图。
具体实施方式
36.下面根据附图和实施例对本发明作进一步详细说明。所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
37.实施例1
38.一种凉感面料的花型加工方法,本实施例提供的一种凉感面料,该凉感面料主要由花型构成,所述花型由纵向格子与横向格子构成,所述纵向格子的每条边均与一个所述横向格子相连接,所述横向格子的每条边均与一个所述纵向格子相连接。
39.本技术方案主要采用的设备为单面针织圆机,其中:
40.所述纵向格子由半针三角织造而成,符号为:
41.所述横向格子由满针三角织造而成,符号为:∧;
42.所述纵向格子或所述横向格子的高度由三角基本单元的循环次数控制;
43.所述纵向格子或所述横向格子的宽度由排针基本单元的循环次数控制;
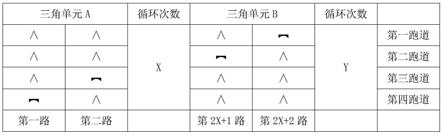
44.如图1所示,所述三角基本单元包括三角单元a和三角单元b,分别如下所示:
45.所述三角单元a作为第一循环单元,包括相邻的第一路和第二路,所述第一路对应的第一跑道、第二跑道和第三跑道均为满针,第四跑道为半针;所述第二路对应的第一跑道、第二跑道和第四跑道均为满针,第三跑道为半针;循环次数为x,x为正整数;
46.所述三角单元b作为第二循环单元,包括相邻的第一路和第二路,所述第一路对应的第一跑道、第三跑道和第四跑道均为满针,第二跑道为半针;所述第二路对应的第二跑道、第三跑道和第四跑道均为满针,第二跑道为半针;循环次数为y,y为正整数。
47.如图2所示,所述排针基本单元包括排针单元a和排针单元b;
48.所述排针单元a作为第一循环单元,包括相邻的一段针和二段针;循环次数为m,m为正整数。
49.所述排针单元b作为第二循环单元,包括相邻的三段针和四段针;循环次数为n,n为正整数。
50.实施例2
51.本实施例所提供的一种凉感面料的花型加工工艺,具体包括如下步骤:
52.步骤(1)预先对49%凉感丝,51%pepa纱线进行混合并线(其中,丝纱可根据实际工艺要求更换,选用市面具备特殊功能性的丝纱,如带有药性可驱蚊的丝纱、自身具有清凉功能的丝纱等);
53.步骤(2)对步骤(1)得到的线,采用并丝机以500r/min,气压1.0,每米网络点80-100个进行合并成筒;
54.步骤(3)采用112路单面针织圆机进行循环织造,得带有花型的凉感面料;
55.其中,所述花型由纵向格子与横向格子构成,所述纵向格子的每条边均与一个所述横向格子相连接,所述横向格子的每条边均与一个所述纵向格子相连接。
56.所述纵向格子由半针三角织造而成,符号为:
57.所述横向格子由满针三角织造而成,符号为:∧;
58.所述纵向格子或所述横向格子的高度由三角基本单元的循环次数控制;
59.所述纵向格子或所述横向格子的宽度由排针基本单元的循环次数控制;
60.所述三角基本单元包括三角单元a和三角单元b,分别如下所示:
61.所述三角单元a作为第一循环单元,包括相邻的第一路和第二路,所述第一路对应的第一跑道、第二跑道和第三跑道均为满针,第四跑道为半针;所述第二路对应的第一跑道、第二跑道和第四跑道均为满针,第三跑道为半针;所述三角单元a的循环次数为28~42次;
62.所述三角单元b作为第二循环单元,包括相邻的第一路和第二路,所述第一路对应的第一跑道、第三跑道和第四跑道均为满针,第二跑道为半针;所述第二路对应的第二跑道、第三跑道和第四跑道均为满针,第二跑道为半针;所述三角单元b的循环次数为14~28次。
63.所述排针基本单元包括排针单元a和排针单元b;
64.所述排针单元a作为第一循环单元,包括相邻的一段针和二段针;所述排针单元a的循环次数为14~21次。
65.所述排针单元b作为第二循环单元,包括相邻的三段针和四段针;所述排针单元b的循环次数为7~14次。
66.实施例3
67.如图3-5所示,本实施例所提供了利用一种凉感面料的花型加工方法织成的第一种花型结构,所述花型采用112路单面针织圆机进行循环织造。
68.其中,所述三角单元a作为第一循环单元,包括相邻的第一路和第二路,所述第一路对应的第一跑道、第二跑道和第三跑道均为满针,第四跑道为半针;所述第二路对应的第一跑道、第二跑道和第四跑道均为满针,第三跑道为半针;所述三角单元a的循环次数为28次;
69.所述三角单元b作为第二循环单元,包括相邻的第一路和第二路,所述第一路对应的第一跑道、第三跑道和第四跑道均为满针,第二跑道为半针;所述第二路对应的第二跑道、第三跑道和第四跑道均为满针,第二跑道为半针;所述三角单元b的循环次数为28次。
70.所述排针基本单元包括排针单元a和排针单元b;
71.所述排针单元a作为第一循环单元,包括相邻的一段针和二段针;所述排针单元a的循环次数为14次。
72.所述排针单元b作为第二循环单元,包括相邻的三段针和四段针;所述排针单元b的循环次数为14次。
73.实施例4
74.如图6-8所示,本实施例所提供了利用一种凉感面料的花型加工方法织成的第二种花型结构,所述花型采用112路单面针织圆机进行循环织造。
75.其中,所述三角单元a作为第一循环单元,包括相邻的第一路和第二路,所述第一路对应的第一跑道、第二跑道和第三跑道均为满针,第四跑道为半针;所述第二路对应的第一跑道、第二跑道和第四跑道均为满针,第三跑道为半针;所述三角单元a的循环次数为42次;
76.所述三角单元b作为第二循环单元,包括相邻的第一路和第二路,所述第一路对应的第一跑道、第三跑道和第四跑道均为满针,第二跑道为半针;所述第二路对应的第二跑道、第三跑道和第四跑道均为满针,第二跑道为半针;所述三角单元b的循环次数为14次。
77.所述排针基本单元包括排针单元a和排针单元b;
78.所述排针单元a作为第一循环单元,包括相邻的一段针和二段针;所述排针单元a的循环次数为14次。
79.所述排针单元b作为第二循环单元,包括相邻的三段针和四段针;所述排针单元b的循环次数为14次。
80.实施例5
81.如图9-11所示,本实施例所提供了利用一种凉感面料的花型加工方法织成的第二种花型结构,所述花型采用112路单面针织圆机进行循环织造。
82.其中,所述三角单元a作为第一循环单元,包括相邻的第一路和第二路,所述第一路对应的第一跑道、第二跑道和第三跑道均为满针,第四跑道为半针;所述第二路对应的第一跑道、第二跑道和第四跑道均为满针,第三跑道为半针;所述三角单元a的循环次数为42次;
83.所述三角单元b作为第二循环单元,包括相邻的第一路和第二路,所述第一路对应的第一跑道、第三跑道和第四跑道均为满针,第二跑道为半针;所述第二路对应的第二跑道、第三跑道和第四跑道均为满针,第二跑道为半针;所述三角单元b的循环次数为14次。
84.所述排针基本单元包括排针单元a和排针单元b;
85.所述排针单元a作为第一循环单元,包括相邻的一段针和二段针;所述排针单元a的循环次数为21次。
86.所述排针单元b作为第二循环单元,包括相邻的三段针和四段针;所述排针单元b的循环次数为7次。
87.以上所述仅为说明本发明的实施方式,并不用于限制本发明,对于本领域的技术人员来说,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1