一种弹力无纺布的制备方法与流程
本发明涉及无纺布领域,特别是涉及一种弹力无纺布的制备方法。
背景技术:
1、无纺布又称不织布,是由定向的或随机的纤维构成,具有防潮、透气、柔韧、质轻、无毒无刺激性、价格低廉、可循环再用等特点,也越来越广泛地用于医疗、卫生用布。
2、现有无纺布用作医疗卫生材料用布时,往往存在弹力不足的情况,主要表面在:1、容易出现撕裂,报废;2、包扎过松导致包扎不牢固,过紧影响伤口有效愈合等缺点。
3、中国专利cn 107761254 b公开了一种弹性无纺布及其制备方法和应用,该方法制备的弹性无纺布为三层结构通过热压粘合而成,弹性层为中间层,其由弹性体、爽滑母粒和聚丙烯切片组成的弹性层原料进行混合、挤压熔融、纺丝和分丝铺网得到。该方法制备的无纺布,与现有技术中的其他无纺布的成型工艺类似,无纺布的弹性没有得到显著的改善。
技术实现思路
1、本发明通过提供一种弹力无纺布的制备方法,解决了现有技术中弹力无纺布弹性低低的问题。
2、为解决上述技术问题,本发明提供了一种弹力无纺布的制备方法,包括如下步骤:
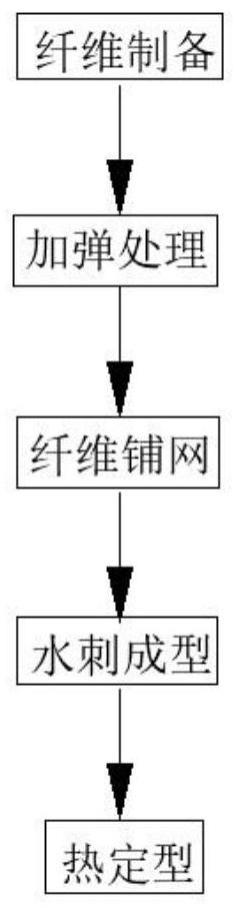
3、(1)纤维制备:以熔点为t1的第一弹性体和熔点为t2的第二弹性体为原料,分别进行熔融纺丝,并使两种不同熔点的纤维丝在喷丝后凝固前线性粘结成一根组合纤维丝;
4、(2)加弹处理:将上述组合纤维丝引入加弹装置进行加弹处;
5、(3)纤维铺网:将步骤(2)中加弹处理后的纤维丝进行分丝铺网,得到纤维网层;
6、(4)水刺成型:将步骤(3)得到的纤维网层进行水刺成型;
7、(5)热定型:将步骤(4)水刺成型后的纤维网层进行拉幅热定型,得到所述弹力无纺布。
8、在本发明一个较佳实施例中,所述第一弹性体的熔点t1高于第二弹性体的熔点t2。
9、在本发明一个较佳实施例中,所述t1与t2的差值大于等于50℃。
10、在本发明一个较佳实施例中,所述加弹处理步骤为:将所述组合纤维丝依次经过所述加弹装置的预网络喷嘴、导丝器、热牵伸辊、假捻器、终网络和卷绕罗拉进行加弹处理,得到加弹复合纤维丝。
11、在本发明一个较佳实施例中,所述水刺成型的工艺条件为:水刺针板为双排针,双排针孔直径为0.5~0.8mm,孔间距为1~1.5mm,孔排距为5~8mm;水刺压力为50mpa。
12、在本发明一个较佳实施例中,所述拉幅热定型的工艺条件为:进布速度为20~30m/min,送风开度为50%,定型温度温度低于t2。
13、在本发明一个较佳实施例中,所述拉幅热定型的拉幅倍数为1.0~1.5倍。
14、本发明的有益效果是:本发明一种弹力无纺布的制备方法,通过选用两种不同熔点的弹性体制备成组合纤维丝,再以该组合纤维丝进行铺层成网,经过水刺、拉幅热定型制备成弹力无纺布,所得的弹力无纺布,其中的低熔点纤维丝在热定型的过程中收缩回弹,赋予无纺布优异的弹性,使所制备的无纺布尺寸稳定性高、弹性好,适用于医用无纺布使用。
技术特征:
1.一种弹力无纺布的制备方法,其特征在于,包括如下步骤:
2.根据权利要求1所述的一种弹力无纺布的制备方法,其特征在于,所述第一弹性体的熔点t1高于第二弹性体的熔点t2。
3.根据权利要求1所述的一种弹力无纺布的制备方法,其特征在于,所述t1与t2的差值大于等于50℃。
4.根据权利要求1所述的一种弹力无纺布的制备方法,其特征在于,所述加弹处理步骤为:将所述组合纤维丝依次经过所述加弹装置的预网络喷嘴、导丝器、热牵伸辊、假捻器、终网络和卷绕罗拉进行加弹处理,得到加弹复合纤维丝。
5.根据权利要求1所述的一种弹力无纺布的制备方法,其特征在于,所述水刺成型的工艺条件为:水刺针板为双排针,双排针孔直径为0.5~0.8mm,孔间距为1~1.5mm,孔排距为5~8mm;水刺压力为50mpa。
6.根据权利要求1所述的一种弹力无纺布的制备方法,其特征在于,所述拉幅热定型的工艺条件为:进布速度为20~30m/min,送风开度为50%,定型温度低于t2。
7.根据权利要求6所述的一种弹力无纺布的制备方法,其特征在于,所述拉幅热定型的拉幅倍数为1.0~1.5倍。
技术总结
本发明公开了一种弹力无纺布的制备方法,包括如下步骤:(1)纤维制备;(2)加弹处理;(3)纤维铺网;(4)水刺成型;(5)热定型。本发明一种弹力无纺布的制备方法,通过选用两种不同熔点的弹性体制备成组合纤维丝,再以该组合纤维丝进行铺层成网,经过水刺、拉幅热定型制备成弹力无纺布,所得的弹力无纺布,其中的低熔点纤维丝在热定型的过程中收缩回弹,赋予无纺布优异的弹性,使所制备的无纺布尺寸稳定性高、弹性好,适用于医用无纺布使用。
技术研发人员:周立新
受保护的技术使用者:苏州艾美医疗用品有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!