绳索连续生产热定型装置的制作方法
1.本技术属于绳索生产技术领域,具体涉及一种绳索连续生产热定型装置。
背景技术:
2.纤维绳索在编织过程中,一方面由于纤维自身发生扭转、拉伸与挤压等作用,造成纤维或纤维绳股中存在内应力,纤维位于较高的能级而处于不稳定状态;另一方面,绳索在制作工序中无法保证纤维在绳股中以及绳股在绳索中的排布达到完美地均一化,导致编织的整绳结构也处于高能不稳状态,因此通常需要对绳索进行热定型处理,通过高温作用释放掉纤维绳索中的内应力,提升绳索结构的尺寸稳定性,改善使用寿命。
3.除此之外,对于具有特殊性能要求的绳索,比如延伸率极高的登山动力绳,需要通过松弛热定型来获得对应的高弹缓冲性能;延伸率较低的安全静力绳,需要通过定长热定型来满足定位使用的要求;延伸率极低的升帆索,需要通过紧张热定型来明显降低绳索自身的延伸率。
4.目前,绳索热定型设备往往通过后牵引装置对绳索进行张力下的热定型,只能满足绳索定长热定型与紧张热定型的连续式生产,而对于绳索部分收缩热定型及松弛热定型只能采用高温密封容器进行离散式定型处理,无法实现连续式生产,极大限制了后两种绳索定型的效率。
技术实现要素:
5.为了至少解决以上提到现有技术存在的技术问题之一,一些实施例公开了一种绳索连续生产热定型装置,该装置包括:
6.放绳组件,用于设置并释放绳索;
7.浸液组件,包括有放置浸渍液的液槽,用于浸渍绳索;
8.第一牵引组件,包括多个第一牵引轮,用于设置并牵引浸渍后的绳索;
9.烘干组件,包括多个第一导向轮,用于设置并烘干经过第一牵引组件的绳索;
10.冷却组件,包括多个第二导向轮,用于设置并冷却经烘干组件处理的绳索;
11.第二牵引组件,包括多个第二牵引轮,用于设置并牵引冷却后的绳索;
12.收绳组件,用于设置并收集绳索;
13.控制组件,设置用于控制放绳组件、第一牵引组件、烘干组件、第二牵引组件和收绳组件。
14.进一步,一些实施例公开的绳索连续生产热定型装置,放绳组件为主动式放绳组件或被动式放绳组件。
15.一些实施例公开的绳索连续生产热定型装置,第一牵引轮为可调节部件。
16.一些实施例公开的绳索连续生产热定型装置,第二牵引轮为可调节部件。
17.一些实施例公开的绳索连续生产热定型装置,多个第一导向轮设置为上、下两排。
18.一些实施例公开的绳索连续生产热定型装置,第二导向轮设置为上、下两排。
19.一些实施例公开的绳索连续生产热定型装置,收绳组件为主动式收绳组件。
20.一些实施例公开的绳索连续生产热定型装置,液槽中设置有浸胶轮,用于设置绳索并将绳索控制在浸渍液液面以下。
21.一些实施例公开的绳索连续生产热定型装置,烘干组件为高温烘箱。
22.一些实施例公开的绳索连续生产热定型装置,第一导向轮外缘上设置有连续凹槽。
23.本技术实施例公开的绳索连续生产热定型装置,具有第一牵引组件和第二牵引组件,通过第一牵引轮之间的调节、第二牵引轮之间的调节以及第一牵引组件与第二牵引组件之间的配合调节,既可以实现绳索的紧张热定型,也可以实现绳索定长热定型、部分收缩热定型、近似松弛热定型等,满足了绳索连续生产、多种热定型的需求。
附图说明
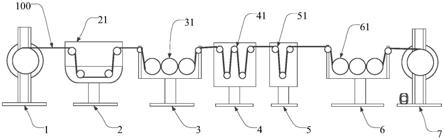
24.图1实施例1绳索连续生产热定型装置
25.附图标记
[0026]1ꢀꢀꢀꢀꢀꢀꢀ
放绳组件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ2ꢀꢀꢀꢀꢀꢀꢀ
浸液组件
[0027]
21
ꢀꢀꢀꢀꢀꢀ
液槽
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ3ꢀꢀꢀꢀꢀꢀꢀ
第一牵引组件
[0028]
31
ꢀꢀꢀꢀꢀꢀ
第一牵引轮
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ4ꢀꢀꢀꢀꢀꢀꢀ
烘干组件
[0029]
41
ꢀꢀꢀꢀꢀꢀ
第一导向轮
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ5ꢀꢀꢀꢀꢀꢀꢀ
冷却组件
[0030]
51
ꢀꢀꢀꢀꢀꢀ
第二导向轮
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ6ꢀꢀꢀꢀꢀꢀꢀ
第二牵引组件
[0031]
61
ꢀꢀꢀꢀꢀꢀ
第二牵引轮
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ7ꢀꢀꢀꢀꢀꢀꢀ
收绳组件
[0032]
100
ꢀꢀꢀꢀꢀ
绳索
具体实施方式
[0033]
在这里专用的词“实施例”,作为“示例性”所说明的任何实施例不必解释为优于或好于其它实施例。本技术实施例中性能指标测试,除非特别说明,采用本领域常规试验方法。应理解,本技术中所述的术语仅仅是为描述特别的实施方式,并非用于限制本技术公开的内容。
[0034]
除非另有说明,否则本文使用的技术和科学术语具有本技术所属技术领域的普通技术人员通常理解的相同含义;作为本技术中其它未特别注明的试验方法和技术手段均指本领域内普通技术人员通常采用的实验方法和技术手段。
[0035]
本公开所用的术语“基本”和“大约”用于描述小的波动。例如,它们可以是指小于或等于
±
5%,如小于或等于
±
2%,如小于或等于
±
1%,如小于或等于
±
0.5%,如小于或等于
±
0.2%,如小于或等于
±
0.1%,如小于或等于
±
0.05%。浓度、量和其它数值数据在本文中可以以范围格式表示或呈现。这样的范围格式仅为方便和简要起见使用,因此应灵活解释为不仅包括作为该范围的界限明确列举的数值,还包括该范围内包含的所有独立的数值或子范围。例如,“1~5%”的数值范围应被解释为不仅包括1%至5%的明确列举的值,还包括在所示范围内的独立值和子范围。因此,在这一数值范围中包括独立值,如2%、3.5%和4%,和子范围,如1%~3%、2%~4%和3%~5%等。这一原理同样适用于仅列举一个数值的范围。此外,无论该范围的宽度或所述特征如何,这样的解释都适用。
[0036]
在本公开,包括权利要求书中,连接词,如“包含”、“包括”、“带有”、“具有”、“含有”、“涉及”、“容纳”等被理解为是开放性的,即是指“包括但不限于”。连接词“由
……
构成”和“由
……
组成”是封闭连接词。
[0037]
为了更好的说明本技术内容,在下文的具体实施例中给出了众多的具体细节。本领域技术人员应当理解,没有某些具体细节,本技术同样可以实施。在实施例中,对于本领域技术人员熟知的一些方法、手段、仪器、设备等未作详细描述,以便凸显本技术的主旨。在不冲突的前提下,本技术实施例公开的技术特征可以任意组合,得到的技术方案属于本技术实施例公开的内容。
[0038]
在一些实施方式中,绳索连续生产热定型装置包括:
[0039]
放绳组件,用于设置并释放绳索;一般地,放绳组件可以设置为主动式放绳组件,通过电机带动控制绳索的主动释放,也可以设置为被动式放绳组件,在后方牵引力的作用下带动绳索移动,被动释放绳索;
[0040]
浸液组件,包括有放置浸渍液的液槽,用于浸渍绳索;一般地,浸液组件包括至少一个液槽,该液槽具有放置浸渍液的腔室,为了控制绳索将其浸没在浸渍液中,一般在液槽的腔室内设置有浸胶轮,可以将绳索设置在浸胶轮上在其带动下在浸渍液中移动,被浸渍液所涂覆、浸渍;一般地,浸胶轮设置为多个,以便相互配合,控制绳索在液槽中的位置、在液槽中的保留时间和移动距离,控制浸渍时间;例如多个浸胶轮至少有两个设置在液槽内的浸渍液面以下;多个浸胶轮交错设置,延长浸渍时间;一般地浸渍液为满足浸渍需要的液态物质,在此不做其他说明,以本领域常规技术手段能够实现为基础;一般地,若液槽中不设置浸渍液,可以对绳索进行干式热定型,若液槽中设置有浸渍液,则可以对绳索进行湿式热定型;
[0041]
第一牵引组件,包括多个第一牵引轮,用于设置并牵引浸渍后的绳索;一般地,第一牵引轮设置为可调节部件,例如可调节其设置位置,可调节其转动速度;
[0042]
烘干组件,包括多个第一导向轮,用于设置并烘干经过第一牵引组件的绳索;通常烘干组件为能够调节内部温度的加热组件,例如高温烘箱,通过控制高温烘箱的加热温度实现对绳索的不同温度下的加热,一般地加热温度需要控制在50~230℃之间;一般地在烘干组件内部设置有第一导向轮,以设置绳索并控制绳索在烘干组件中的移动距离、停留时间;通常第一导向轮设置为多个,多个第一导向轮相互配合,能够实现烘干时间的控制,例如可以将绳索设置在部分第一导向轮上,也可以将绳索设置在所有第一导向轮上,通过控制设置绳索的第一导向轮的数量,控制烘干时间;一般地,可以将多个第一导向轮设置为上、下两排,两排第一导向轮相互平行,绳索依次交错设置在上、下两排的第一导向轮上;进一步,第一导向轮上还可以设置有连续凹槽,连续凹槽沿其外圆周连续设置,将绳索设置在连续凹槽中可以很好控制绳索的移动方向,同时有效减小第一导向轮对绳索的摩擦力,减少对绳索的牵引力,有利于进行近似松弛热定型;
[0043]
冷却组件,包括多个第二导向轮,用于设置并冷却经烘干组件处理的绳索;一般地在冷却组件中设置有第二导向轮,以设置绳索并控制绳索在冷却组件中的移动距离、停留时间;通常第二导向轮设置为多个,多个第二导向轮相互配合,能够控制冷却时间,例如可以将绳索设置在部分第二导向轮上,也可以将绳索设置在所有第二导向轮上,通过控制设置绳索的第二导向轮的数量,控制冷却时间;一般地,可以将多个第二导向轮设置为上、下
两排,两排第二导向轮相互平行,绳索依次交错设置在上、下两排的第二导向轮上;进一步,第二导向轮上还可以设置有连续凹槽,连续凹槽沿其外圆周连续设置,将绳索设置在连续凹槽中可以很好控制绳索的移动方向,同时有效减小第二导向轮对绳索的摩擦力,减少对绳索的牵引力,有利于进行近似松弛热定型;
[0044]
第二牵引组件,包括多个第二牵引轮,用于设置并牵引冷却后的绳索;一般地,第二牵引轮设置为可调节部件,例如可调节其设置位置,可调节其转动速度,通过多个第二牵引轮之间位置调节、速度调节可以实现施加在绳索上牵引力的控制调节,与多个第一牵引轮的调节相互配合,一般地可以实现绳索的牵伸比例在80~120%之间;
[0045]
收绳组件,用于设置并收集绳索;一般地,收绳组件为主动式收绳组件,在电机的控制下对绳索施加牵引力,实现绳索的收集。
[0046]
控制组件,设置用于控制放绳组件、第一牵引组件、烘干组件、第二牵引组件和收绳组件。一般地,控制组件包括电路控制箱,并与其控制的其他组件相互连接,例如,可以控制放绳组件的放绳速度,与第一牵引组件、第二牵引组件相互配合,控制牵引力和移动速度;控制第一牵引组件中的多个第一牵引轮的位置和转动速度,以及控制第二牵引组件中的多个第二牵引轮的位置和转动速度,实现牵引力和移动速度的控制;控制烘干组件,实现温度的调节、烘干时间的控制,控制收绳组件与其他组件相互配合,合理收集绳索,实现连续生产等。
[0047]
以下结合实施例对技术细节做进一步说明。
[0048]
实施例1
[0049]
图1为实施例1公开的绳索连续生产热定型装置结构示意图
[0050]
实施例1公开的装置,如图1所示,包括:
[0051]
放绳组件1,用于设置并释放绳索100;
[0052]
浸液组件2,包括有放置浸渍液的液槽21,用于浸渍绳索100;
[0053]
第一牵引组件3,包括多个第一牵引轮31,用于设置并牵引浸渍后的绳索100;其中多个第一牵引轮31相互平行依次设置;
[0054]
烘干组件4,包括多个第一导向轮41,用于设置并烘干经过第一牵引组件3的绳索100;多个第一导向轮41分为两组,设置为平行的上、下两排分布在烘干组件4中;
[0055]
冷却组件5,包括多个第二导向轮51,用于设置并冷却经所述烘干组件处理的绳索100;多个第二导向轮51分为两组,设置为平行的上、下两排分布在冷却组件中5;
[0056]
第二牵引组件6,包括多个第二牵引轮61,用于设置并牵引冷却后的绳索100;其中多个第二牵引轮61相互平行依次设置;
[0057]
收绳组件7,用于设置并收集绳索100;
[0058]
还包括控制组件,设置用于控制放绳组件1、第一牵引组件3、烘干组件4、第二牵引组件6和收绳组件7。
[0059]
以下分别示例性说明实施例1的绳索连续生产热定型装置的几种热定型过程。
[0060]
14mm hmpe绳索紧张湿热定型过程
[0061]
牵引绳排布:将一根起牵引作用的12mm hmpe绳索依次通过热定型装置的浸液组件2、第一牵引组件3、烘干组件4、冷却组件5、第二牵引组件6及收绳组件7,选择通过烘干组件4中的全部第一导向轮41;
[0062]
绳索连接:将需要定型的14mm hmpe绳索排布于放绳组件1中,并与12mm hmpe牵引绳进行绳头连接;
[0063]
液槽添加浸渍液:浸液组件2的液槽21中加入适量的聚氨酯涂料,使12mm hmpe牵引绳整体处于聚氨酯涂料液面以下;
[0064]
参数设定:通过控制组件设定牵引速率为6m/min、牵伸比为105%及烘干组件4的温度为100℃;
[0065]
绳索热定型:开启绳索连续生产热定型装置,使14mm hmpe绳索在12mm hmpe牵引绳的带动下依次通过热定型设备各组件,当14mm hmpe绳索最尾部到达收绳组件7,14mm hmpe绳索紧张湿热定型完成。
[0066]
10mm锦纶绳索近似松弛湿热定型
[0067]
牵引绳排布:将一根起牵引作用的12mm锦纶绳索依次通过热定型装置的浸液组件2、第一牵引组件3、烘干组件4、冷却组件5、第二牵引组件6及收绳组件7,选择依次通过烘干组件4中的上部第一组、下部最中间一组及上部最后一组共三组第一导向轮41;
[0068]
绳索连接:将需要定型的10mm锦纶绳索排布于放绳组件1中,并与12mm锦纶牵引绳进行绳头连接;
[0069]
液槽添加浸渍液:浸液组件2的液槽21加入适量的水,使12mm锦纶牵引绳整体处于水面以下;
[0070]
参数设定:通过控制组件设定牵引速率为4m/min、牵伸比为86%及烘干组件4的温度为140℃;
[0071]
绳索热定型:开启绳索连续生产热定型装置,使10mm锦纶绳索在12mm锦纶绳索的带动下依次通过热定型装置各组件,当10mm锦纶绳索最尾部到达收绳组件7,10mm锦纶绳索近似松弛湿热定型完成。
[0072]
10mm涤纶绳索定长湿热定型
[0073]
牵引绳排布:将一根起牵引作用的8mm涤纶绳索依次通过热定型装置的浸液组件2、第一牵引组件3、烘干组件4、冷却组件5、第二牵引组件6及收绳组件7,选择通过烘干组件4中全部第一导向轮41;
[0074]
绳索连接:将需要定型的10mm涤纶绳索排布于放绳组件1中,并与8mm涤纶牵引绳进行绳头连接;
[0075]
液槽添加浸渍液:浸液组件2的液槽21加入适量的水,8mm涤纶牵引绳整体处于水面以下;
[0076]
参数设定:通过控制组件设定牵引速率为7m/min、牵伸比为100%及烘干组件4的温度为180℃;
[0077]
绳索热定型:开启绳索连续生产热定型装置,使10mm涤纶绳索在8mm涤纶绳索的带动下依次通过热定型装置各组件,当10mm涤纶绳索最尾部到达收绳组件7,10mm涤纶绳索定长湿热定型完成。
[0078]
11mm锦纶绳索部分收缩干热定型
[0079]
牵引绳排布:将一根起牵引作用的8mm锦纶绳索依次通过热定型设备的浸液组件2、第一牵引组件3、烘干组件4、冷却组件5、第二牵引组件6及收绳组件7,选择依次通过烘干组件4中上部第一组、下部第二组、上部第四组、下部第四组及上部最后一组共五组第一导
向轮13;
[0080]
绳索连接:将需要定型的11mm锦纶绳索排布于放绳组件1中,并与8mm锦纶牵引绳进行绳头连接;
[0081]
液槽添加浸渍液:浸液组件2的液槽21中不加任何介质;
[0082]
参数设定:通过控制组件设定牵引速率为6m/min、牵伸比为97%及烘干组件4的温度为160℃;
[0083]
绳索热定型:开启绳索连续生产热定型装置,使11mm锦纶绳索在8mm锦纶绳索的带动下依次通过热定型装置各组件,当11mm锦纶绳索最尾部到达收绳组件7,11mm锦纶绳索部分收缩干热定型完成。
[0084]
本技术实施例公开的绳索连续生产热定型装置,具有第一牵引组件和第二牵引组件,通过第一牵引轮之间的调节、第二牵引轮之间的调节以及第一牵引组件与第二牵引组件之间的配合调节,既可以实现绳索的紧张热定型,也可以实现绳索的定长热定型、部分收缩热定型、近似松弛热定型等,满足了绳索连续生产、多种热定型的需求。
[0085]
本技术公开的技术方案和实施例中公开的技术细节,仅是示例性说明本技术的构思,并不构成对本技术技术方案的限定,凡是对本技术公开的技术细节所做的没有创造性的改变,都与本技术具有相同的发明构思,都在本技术权利要求的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1