用于珠管绣的绣珠输送装置的制作方法
1.本技术涉及绣花设备的技术领域,特别涉及一种用于珠管绣的绣珠输送装置。
背景技术:
2.珠管绣是指将连线珠用绣花机固定在布料上面的一种绣花工艺,其中,连线珠(或绣珠)可分为珠管或者珠子。
3.相关技术中,绣珠通过输送装置来进行输送,其原理为将绣珠放置在料杯中,通过搅拌等方式,使得绣珠穿设到一根竖直的导珠杆上,导珠杆上端与料杯连通。
4.导珠杆上的绣珠,在重力作用下沿导珠杆滑落,而在导珠杆的滑落路径上会设置有多个夹头,通过夹头将导珠杆夹持住。多个夹头共同通过一个电机来驱动开合,在夹头打开时绣珠能够通过夹头,而夹头闭合时绣珠会被夹头挡住无法继续下落。
5.此外,多个夹头间采用交替开合的方式进驱动,以此来确保绣珠能够经过多个夹头,并且在该过程中使得导珠杆一直被至少一个夹头夹住,以此来避免导珠杆发生晃动而脱离夹头。
6.绣珠落下后最终被逐一送至绣花机上进行绣花,但上述输送装置的结构设置使得其只能输送一种形状或颜色的绣珠,在需要更换绣珠颜色或形状时非常繁琐,通常情况下只能通过多台绣花机来实现,使用成本过高。
技术实现要素:
7.为了解决只能输送一种绣珠的问题,本技术提供一种用于珠管绣的绣珠输送装置。
8.本技术提供的一种用于珠管绣的绣珠输送装置,采用如下的技术方案:
9.一种用于珠管绣的绣珠输送装置,包括两套送料机构,每套所述送料机构上均设有多个夹头,还包括动力元件、以及受控于所述动力元件正、反转动的驱动组件,所述驱动组件正转驱动一套所述送料机构上的夹头交替开合,所述驱动组件反转驱动另一套所述送料机构上的夹头交替开合。
10.通过采用上述技术方案,通过一套动力元件的正转和反转分别来控制两套送料机构上的夹头工作,如此,可以实现输送两种绣珠。
11.可选的:所述驱动组件包括驱动轴、以及安装于驱动轴上的正转单向驱动轮和反转单向驱动轮,所述正转单向驱动轮/反转单向驱动轮通过齿轮或链条或皮带传动方式与夹头的驱动结构连接。
12.通过采用上述技术方案,正转单向驱动轮只有在驱动轴正转时会随之一同转动,而驱动轴反转时正转单向驱动轮不会一同转动,反转单向驱动轮与正转单向驱动轮相反,从而实现分别对两套送料机构上夹头的驱动。
13.可选的:所述正转单向驱动轮包括固定于驱动轴的飞轮座、转动连接在飞轮座上的齿轮、以及设于飞轮座和齿轮之间的棘轮棘爪机构,所述正转单向驱动轮和反转单向驱
动轮的结构相同。
14.通过采用上述技术方案,通过棘轮棘爪机构的设置实现正转单向驱动轮和反转单向驱动轮,在驱动轴驱动下单向转动。
15.可选的:所述棘轮棘爪机构包括转动安装于飞轮座上的棘爪、连接于飞轮座和棘爪的拉簧、以及形成于齿轮内壁上的棘轮结构。
16.通过采用上述技术方案,结构简单,且能够实现棘轮棘爪机构的隐藏。
17.可选的:所述飞轮座包括设有螺纹孔的固定部、供齿轮套设的安装部、设于固定部与安装部之间的限位环、用于轴向限位齿轮的压片、以及用于定位压片的挡圈,所述安装部的侧壁沿周向设置有安装槽,所述棘爪和拉簧设于安装槽内,所述挡圈上沿径向设有螺纹孔。
18.通过采用上述技术方案,在安装时,先将棘爪和拉簧安装至安装槽上,然后将飞轮座、齿轮、压片和挡圈依次套设到驱动轴上,在螺纹孔上安装螺栓并抵紧驱动轴实现飞轮座的固定,然后将齿轮套设到安装部上并与限位环抵设,之后使压片与齿轮另一侧抵设,最后使挡圈与压片抵紧后通过在螺纹孔上的螺栓进行固定即可。
19.可选的:所述正转单向驱动轮/反转单向驱动轮通过皮带传动方式与夹头的驱动结构连接,所述安装部上套设有两直径大于齿轮外径的挡片,两所述挡片分别位于两齿轮的两侧。
20.通过采用上述技术方案,两挡片设置能够对皮带起到限定作用。
21.可选的:所述夹头的驱动结构包括驱动杆、以及设于驱动杆上的偏心凸轮,所述偏心凸轮数量与夹头数量相同、且呈交错设置;所述驱动杆上设有从动齿轮,所述从动齿轮与正转单向驱动轮或反转单向驱动轮间皮带连接。
22.通过采用上述技术方案,驱动结构通过驱动杆转动带动偏心凸轮转动的方式来对夹头的开合驱动;而驱动杆则通过其上的从动齿轮设置,实现通过动力元件带动同步转动。
23.可选的:所述送料机构包括有两安装轴,所述夹头包括两分别转动安装在两安装轴上的半齿轮夹爪、以及用于保持两半齿轮夹爪保持夹持状态的复位弹簧,两所述半齿轮夹爪间通过齿轮啮合联动;其中一个所述半齿轮夹爪上设有可被偏心凸轮拨动的拨杆。
24.通过采用上述技术方案,夹头的开合通过联动设置的两半齿轮夹爪实现,而两半齿轮夹爪在复位弹簧作用下保持夹持状态,而在偏心凸轮波动拨杆时,则能够克服服务弹簧的弹性力使夹头打开。
附图说明
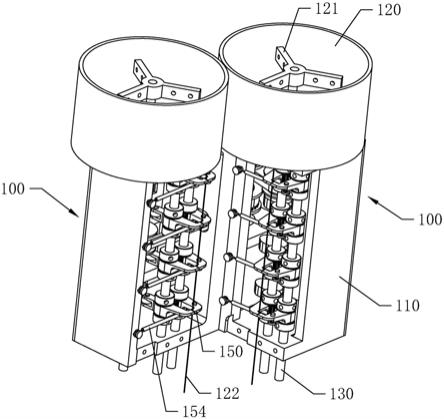
25.图1是本实施例的正面结构示意图;
26.图2是本实施例的背面结构示意图;
27.图3是本实施例中夹头和偏心凸轮的结构示意图;
28.图4是本实施例中驱动组件和动力元件的结构示意图;
29.图5是本实施例中正转单向驱动轮的爆炸结构示意图;
30.图6是本实施例中正转单向驱动轮的剖视图。
31.图中,100、送料机构;110、机架;120、料杯;121、搅拌桨;122、导珠杆;130、安装轴;140、驱动结构;141、驱动杆;142、偏心凸轮;150、夹头;151、半齿轮夹爪;152、拨杆;153、滚
轮;154、复位弹簧;160、从动齿轮;200、动力元件;300、驱动组件;310、驱动轴;320、正转单向驱动轮;321、飞轮座;3211、固定部;3212、安装部;3213、限位环;3214、压片;3215、挡圈;3216、安装槽;3217、销杆;3218、挡片;3219、螺纹孔;322、齿轮;323、棘轮棘爪机构;3231、棘爪;3232、拉簧;3233、棘轮结构;330、反转单向驱动轮。
具体实施方式
32.以下结合附图对本技术作进一步详细说明。
33.在本技术的描述中,需要理解的是,术语“上”、“下”、“左”、“右”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
34.一种用于珠管绣的绣珠输送装置,如图1和图2所示,包括有机架110、两套送料机构100、一个动力元件200和一个驱动组件300,两套送料机构100均沿竖直方向设置。送料机构100、动力元件200和驱动组件300均安装在机架110上。
35.两套送料机构100的结构相同,均包括料杯120、安装轴130、驱动结构140和夹头150,料杯120安装在机架110上,在料杯120内设有搅拌桨121,通过搅拌桨121转动来搅动料杯120中绣珠,料杯120的底部设有一导珠杆122,通过导珠杆122可以将料杯120中绣珠送出。
36.安装轴130设置有两个,沿竖直方向固定安装在机架110上。
37.夹头150设置为多个,本实施例中仅为示意图,其上数量不代表实际数量,而为了确保能够一直夹持住导珠杆122,夹头150数量优选设置四个以上。
38.如图3所示,夹头150包括一复位弹簧154和两半齿轮夹爪151,两半齿轮夹爪151分别转动安装在两安装轴130在上,两半齿轮夹爪151上均设有半齿轮322结构,两者间通过齿轮322啮合联动。
39.其中,一个两半齿轮夹爪151远离夹持侧设有拨杆152,拨杆152端部设有滚轮153。结合附图1,复位弹簧154的一端连接在另一半齿轮夹爪151上,复位弹簧154的另一端连接在机架110上,复位弹簧154用于保持夹头150处于夹持状态。
40.如图2和图3所示,驱动结构140包括驱动杆141和偏心凸轮142,驱动杆141转动安装在机架110上,且驱动杆141上端伸出机架110并伸入料杯120中与搅拌桨121连接,使搅拌桨121与驱动杆141同步转动。
41.偏心凸轮142的数量与夹头150的数量相同,偏心凸轮142固定安装在驱动杆141上,且多个偏心凸轮142沿驱动杆141轴心线方向设置。偏心凸轮142位于拨杆152的右侧,其在转动过程中能够推动拨杆152摆动以带动两个半齿轮夹爪151摆动。
42.偏心凸轮142在驱动杆141上呈交错设置,从而实现在驱动杆141转动过程中,偏心凸轮142能够交替控制五个夹头150启闭,以保障在运行过程中至少一个夹头150能够夹持住导珠杆122。
43.动力元件200为一能进行正反转的电机。
44.如图2和4所示,驱动组件300包括驱动轴310、正转单向驱动轮320和反转单向驱动轮330,驱动轴310的下端与动力元件200的输出轴固定连接、另一端转动连接在机架110上,
正转单向驱动轮320和反转单向驱动轮330均固定安装在驱动轴310上。
45.正转单向驱动轮320和反转单向驱动轮330的结构相同,其分别通过驱动轴310正转和反转时带动转动,本实施例中以正转单向驱动轮320为例进行说明。
46.如图5和图6所示,正转单向驱动轮320包括飞轮座321、齿轮322和棘轮棘爪机构323,其中,飞轮座321套设在驱动轴310上与驱动轴310固定连接。
47.飞轮座321包括固定部3211、安装部3212、限位环3213、压片3214、挡圈3215和两挡片3218,固定部3211、安装部3212和限位环3213一体设置,限位环3213位于固定部3211和安装部3212之间,且限位环3213的外径大于固定部3211和安装部3212。
48.棘轮棘爪机构323包括棘爪3231、拉簧3232和棘轮结构3233,在安装部3212的侧壁上开设有一环形的安装槽3216,棘爪3231和拉簧3232安装于安装槽3216内。其中,固定部3211上插设有两销杆3217,棘爪3231转动连接在其中一个销杆3217上;而拉簧3232的一端安装在另一销杆3217上,拉簧3232另一端挂设在棘轮端部的挂钩上。
49.齿轮322套设在安装部3212上,其中,棘轮结构3233设于齿轮322的内壁上。挡片3218的外径大于齿轮322的外径,两挡片3218套设在安装部3212上,且分别位于齿轮322的两侧。
50.压片3214抵设在挡片3218一侧,挡圈3215抵设在挡片3218外侧,通过压片3214将齿轮322和两挡片3218轴向定位。
51.其中,在挡圈3215和固定部3211上均沿径向开设有螺纹孔3219,通过螺栓连接并抵紧在驱动轴310上的方式进行固定。正转单向驱动轮320在安装时,先将棘爪3231和拉簧3232安装至安装槽3216上,然后将飞轮座321、齿轮322、压片3214和挡圈3215依次套设到驱动轴310上,在螺纹孔3219上安装螺栓并抵紧驱动轴310实现飞轮座321的固定,然后将齿轮322套设到安装部3212上并与限位环3213抵设,之后使压片3214与齿轮322另一侧抵设,最后使挡圈3215与压片3214抵紧后通过在螺纹孔3219上的螺栓进行固定,挡圈3215固定后即可完成安装。
52.如图4所示,在两送料机构100的驱动杆141上均固定安装有从动齿轮160,其中一个从动齿轮160与正转单向驱动轮320皮带传动连接,另一从动齿轮160与反转单向驱动轮330皮带传动连接。此外,正转单向驱动轮320/反转单向驱动轮330也可以通过齿轮322或链条传动的方式与驱动杆141连接。
53.工作原理:
54.动力元件200启动,带动驱动轴310转动,驱动轴310转动带动搅拌桨121转动,对料杯120中绣珠进行搅拌,使绣珠能够进入导珠杆122上。
55.其中,当动力元件200正转时,驱动轴310会带动正转单向驱动轮320和反转单向驱动轮330上的飞轮座321转动,飞轮座321转动带动棘爪3231绕飞轮座321轴心线转动。而由于正转单向驱动轮320和反转单向驱动轮330中的棘爪3231方向设置相反,所以此时正转单向驱动轮320中棘爪3231会带动棘轮结构3233共同发生转动,而反转单向驱动轮330上的棘爪3231不会带动棘轮结构3233转动。而棘轮结构3233和齿轮322一体设置,故正转单向驱动轮320上的齿轮322也随之转动,进而带对应的从动齿轮160转动。
56.从动齿轮160带动驱动杆141以及驱动杆141上的偏心凸轮142转动,偏心凸轮142转动过程中会推动拨杆152,使半齿轮夹爪151发生转动,此时夹头150打开,绣珠可以从夹
头150经过而偏心凸轮142与拨杆152分离后,在复位弹簧154下半齿轮夹爪151复位,此时夹头150闭合夹持导珠杆122。
57.反之,动力元件200反转时,另一个送料机构100进行工作。
58.本具体实施方式的实施例均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1