绒头布帛的制作方法
1.本实用新型涉及绒头布帛。特别是,本实用新型涉及体积感、手感和刚毛状态均优异的包含底绒和刚毛作为立毛部中的绒头的绒头布帛。
背景技术:
2.近年来,为了保护生态环境而提出了要减少天然毛皮的使用,因此使用模仿天然毛皮的绒头布帛作为人造毛皮的需求正在逐渐增多。
3.天然毛皮具有体积感,同时具有表面的触感柔软这样的独特的手感。为了使人造毛皮获得与天然毛皮相近似的体积感和手感,进行了大量的研究。
4.特别是,为了使人造毛皮获得与天然毛皮相近似的体积感,存在使用聚酯纤维作为立毛部中的绒头的技术。但是,在使用聚酯纤维作为绒头的情况下,由于制造工艺中的抛光处理的温度低等原因而无法充分除去立毛部中的绒头的卷曲,因来自绒头相互之间的缠绕而有硬梆梆的手感,进而还会产生毛裂,手感和外观都与天然毛皮有明显区别。
5.另外,天然毛皮包含被称为底绒(又被称为绒毛、内毛)的短且细的柔软的毛以及被称为刚毛(又被称为针毛、外毛)的粗且长的富有弹性和耐用性的毛。为了使人造毛皮获得与天然毛皮相近似的绒头高低不同的多层结构,存在同时包含底绒和刚毛作为立毛部中的绒头的技术。但是,刚毛与肌肤相接触,因此其毛尖部的卷曲需要尽量去除以提高手感,而起到赋予体积感的作用的其根部则需要残留适度的卷曲。
技术实现要素:
6.实用新型所要解决的问题
7.本实用新型是为了解决上述问题而设计的,其目的在于:提供体积感、手感和刚毛状态均优异的包含底绒和刚毛作为立毛部中的绒头的绒头布帛。
8.用于解决问题的手段
9.为了解决上述问题,本实用新型的发明人进行了深入的研究,结果发现了:在将底绒和刚毛的平均纤度和平均纤维长控制为规定范围内的前提条件下,进一步对底绒和刚毛的卷曲数和卷曲幅度进行控制,能够得到体积感、手感和刚毛状态均优异的绒头布帛。
10.具体来说,本实用新型通过下述技术方案解决了上述问题。
11.(1)一种绒头布帛,其特征在于,其包含地组织部和立毛部,上述立毛部包含由聚酯纤维形成的底绒和由聚酯纤维形成的刚毛,其中,上述立毛部的根部与上述地组织部的表面相接,上述刚毛的平均纤维长比上述底绒的平均纤维长长5mm以上,上述刚毛的平均纤度比上述底绒的平均纤度大,上述底绒的平均纤维长为10~100mm,上述底绒的平均纤度为1~ 20dtex,并且上述底绒的卷曲数为3~15个/英寸,上述底绒的卷曲幅度为 0.25~1mm,上述刚毛的平均纤维长为15~150mm,上述刚毛的平均纤度为7~50dtex,并且上述刚毛的卷曲幅度为0.3~1.3mm,上述底绒的卷曲幅度比上述刚毛的卷曲幅度小。
12.(2)根据(1)所述的绒头布帛,其特征在于,上述刚毛的卷曲数比上述底绒的卷曲
数少。
13.(3)根据(1)或(2)所述的绒头布帛,其特征在于,上述底绒的卷曲数为5~12个/英寸。
14.(4)根据(1)~(3)中任一项所述的绒头布帛,其特征在于,上述刚毛的卷曲数为1.5~10个/英寸。
15.(5)根据(1)~(4)中任一项所述的绒头布帛,其特征在于,上述刚毛的至少从根部起至距离根部三分之一长度的位置为止的部分是卷曲的,上述刚毛的毛尖部是直的。
16.(6)根据(1)~(5)中任一项所述的绒头布帛,其特征在于,上述刚毛的卷曲数和卷曲幅度是以距离上述刚毛的根部5mm的部分为起点进行测定的。
17.(7)根据(1)~(6)中任一项所述的绒头布帛,其特征在于,形成上述底绒的聚酯纤维和形成上述刚毛的聚酯纤维分别为选自聚对苯二甲酸乙二醇酯纤维、聚对苯二甲酸丙二醇酯纤维、聚对苯二甲酸丁二醇酯纤维、聚对苯二甲酸三亚甲基二醇酯纤维中的一种以上。
18.(8)根据(1)~(7)中任一项所述的绒头布帛,其特征在于,上述底绒的平均纤度大于10dtex。
19.(9)根据(1)~(8)中任一项所述的绒头布帛,其特征在于,上述刚毛的平均纤度大于35dtex。
20.(10)根据(1)~(9)中任一项所述的绒头布帛,其特征在于,形成上述底绒的聚酯纤维由截面形状不同的两种以上的聚酯纤维构成。
21.(11)根据(1)~(10)中任一项所述的绒头布帛,其特征在于,形成上述底绒的聚酯纤维由平均纤度不同的两种以上的聚酯纤维构成,并且平均纤度最大的聚酯纤维的平均纤度与平均纤度最小的聚酯纤维的平均纤度之差大于3dtex。
22.(12)根据(11)所述的绒头布帛,其特征在于,形成上述底绒的聚酯纤维之中平均纤度最大的聚酯纤维的平均纤度与平均纤度最小的聚酯纤维的平均纤度之差为5dtex以上。
23.(13)根据(11)或(12)所述的绒头布帛,其特征在于,形成上述底绒的聚酯纤维之中平均纤度最大的聚酯纤维的平均纤度为10dtex以上。
24.(14)根据(11)~(13)中任一项所述的绒头布帛,其特征在于,形成上述底绒的聚酯纤维之中平均纤度越大的聚酯纤维的卷曲数越少。
25.(15)根据(11)~(14)中任一项所述的绒头布帛,其特征在于,形成上述底绒的聚酯纤维之中平均纤度越大的聚酯纤维的卷曲幅度越大。
26.实用新型效果
27.根据本实用新型,实现了体积感、手感和刚毛状态均优异的包含底绒和刚毛作为立毛部中的绒头的绒头布帛。
附图说明
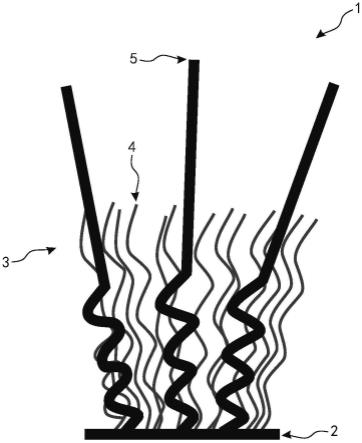
28.图1是表示本实用新型的一个实施方式的绒头布帛的剖视示意图。
29.图2是表示本实用新型的一个实施方式中的刚毛的剖视示意图。
30.图3是表示本实用新型的另一个实施方式的绒头布帛的剖视示意图。
31.图4是示意性地表示实施例中的卷曲幅度的测定方法的示意图。
32.附图标记
[0033]1ꢀꢀꢀꢀ
绒头布帛
[0034]2ꢀꢀꢀꢀ
地组织部
[0035]3ꢀꢀꢀꢀ
立毛部
[0036]4ꢀꢀꢀꢀ
底绒
[0037]5ꢀꢀꢀꢀ
刚毛
[0038]6ꢀꢀꢀꢀ
中间毛
[0039]7ꢀꢀꢀꢀ
试样单纤维
[0040]8ꢀꢀꢀꢀ
分割线
[0041]9ꢀꢀꢀꢀ
交点
[0042]
10
ꢀꢀꢀ
第一直线
[0043]
11
ꢀꢀꢀ
第二直线
具体实施方式
[0044]
下面,参照附图对本实用新型的实施方式进行说明。
[0045]
第一实施方式
[0046]
图1是表示本实用新型的一个实施方式的绒头布帛的剖视示意图。本实施方式的绒头布帛1包含地组织部2和立毛部3,立毛部3包含由聚酯纤维形成的底绒4和由聚酯纤维形成的刚毛5,立毛部3的根部与地组织部2 的表面相接,刚毛5的平均纤维长比底绒4的平均纤维长长5mm以上,刚毛5的平均纤度比底绒4的平均纤度大,底绒4的平均纤维长为10~ 100mm,底绒4的平均纤度为1~20dtex,并且底绒4的卷曲数为3~15个 /英寸,底绒4的卷曲幅度为0.25~1mm,刚毛5的平均纤维长为15~ 150mm,刚毛5的平均纤度为7~50dtex,并且刚毛5的卷曲幅度为0.3~ 1.3mm,底绒4的卷曲幅度比刚毛5的卷曲幅度小。
[0047]
具体来说,首先,本实施方式的绒头布帛1例如包含针织品的地组织部2和与构成地组织部2的地纱交络并且立起于地组织部2的表面的立毛部3。
[0048]
在此,编织地组织部2的方法可以使用常规方法,构成地组织部2的地纱例如可以使用聚酯长丝、其他公知的原材料。
[0049]
另外,本实施方式的绒头布帛1具有与天然毛皮相近似的绒头高低不同的多层结构。本实施方式通过模仿天然毛皮的绒头高低不同的多层结构,能够实现自然的外观和触感。
[0050]
就本实施方式的绒头布帛1来说,为了实现绒头高低不同的多层结构,其立毛部3包含纤维长不同的两种以上的聚酯纤维。
[0051]
本实施方式中的底绒4是由上述的纤维长不同的两种以上的聚酯纤维之中纤维长最短的聚酯纤维形成的,平均纤度为1~20dtex。在底绒4的平均纤度低于1dtex的情况下,布料的体积感不够。而在底绒4的平均纤度大于20dtex的情况下,布料的柔软程度和致密感不够。此外,底绒4的平均纤度优选大于10dtex。通过使底绒4的平均纤度大于10dtex,能够进一步提高绒头布帛的手感和体积感。另外,就底绒4的平均纤度来说,具体可以通过后述的实施例中的测定方法求出。
[0052]
此外,底绒4的平均纤维长为10~100mm。在底绒4的平均纤维长低于10mm的情况
下,布料的体积感不够。而在底绒4的平均纤维长大于 100mm的情况下,与刚毛5的高低不同变得不明显。另外,就底绒4的平均纤维长来说,具体可以通过后述的实施例中的测定方法求出。
[0053]
另外,底绒4的卷曲数为3~15个,优选为5~12个。此外,底绒4 的卷曲幅度为0.25~1mm。在底绒4的卷曲幅度低于0.25mm的情况下,形成底绒4的纤维彼此会聚而使得体积感不够。而在底绒4的卷曲幅度大于1mm的情况下,形成底绒4的纤维缠绕加剧而使得布料的触感变得带粗糙感。另外,底绒4的卷曲数和卷曲幅度的测定具体可以通过后述的实施例中的测定方法求出。
[0054]
此外,本实施方式中的刚毛5是由上述的纤维长不同的两种以上的聚酯纤维之中纤维长最长的聚酯纤维形成的,平均纤度为7~50dtex。从纤维梳理性的观点考虑,刚毛5的平均纤度优选为7dtex以上。在刚毛5的平均纤度大于50dtex的情况下,可能会导致手感不够柔软。另外,刚毛5的平均纤度优选大于35dtex。通过使刚毛5的平均纤度大于35dtex,能够提高刚毛的显现感,能够得到体积感和手感更优异的绒头布帛。此外,就刚毛5 的平均纤度来说,具体可以通过后述的实施例中的测定方法求出。
[0055]
另外,从加工性、手感和刚毛状态的观点考虑,刚毛5的平均纤维长为15~150mm。此外,就刚毛5的平均纤维长来说,具体可以通过后述的实施例中的测定方法求出。
[0056]
此外,就本实施方式来说,为了得到清晰的多层结构,刚毛5的平均纤维长比底绒4的平均纤维长长5mm以上,刚毛5的平均纤度比底绒4的平均纤度大。
[0057]
另外,刚毛5的卷曲幅度为0.3~1.3mm。在刚毛5的卷曲幅度低于 0.3mm的情况下,形成刚毛5的纤维彼此会聚而使得体积感不够。而在刚毛5的卷曲幅度大于1.3mm的情况下,粗糙感变强,布料的触感变差。此外,底绒4的卷曲幅度比刚毛5的卷曲幅度小。通过使底绒4的卷曲幅度比刚毛5的卷曲幅度小,能够得到手感和体积感均更优异的绒头布帛。另外,刚毛5的卷曲数优选比底绒4的卷曲数少。通过使刚毛5的卷曲数比底绒4的卷曲数少,能够得到手感更优异的绒头布帛。此外,刚毛5的卷曲数优选为1.5~10个/英寸。通过使刚毛5的卷曲数为1.5~10个/英寸,能够得到手感更优异的绒头布帛。另外,刚毛5的卷曲数和卷曲幅度的测定具体可以通过后述的实施例中的测定方法求出。
[0058]
下面,举例对确定绒头布帛1的立毛部3中的底绒4与刚毛5的方法进行具体说明。
[0059]
就本实施方式来说,绒头布帛1的立毛部3至少包含两种以上的聚酯纤维。在此,“包含两种以上的聚酯纤维”是指包含可区分的两种以上的聚酯纤维。例如,包括两种以上的聚酯纤维的截面形状或颜色、纤维长不同而可目测区分的情况,还包括当对绒头布帛中的聚酯纤维的纤度分布进行测定并以纤度为横轴、以出现频率为纵轴制图时图呈现具有两个以上的峰的形状的包含纤度分布不同的两种以上的聚酯纤维的情况以及上述图呈现仅具有单一峰的形状但该峰的半峰值为3dtex以上、优选为5dtex以上而实质上包含平均纤度不同的两种以上的聚酯纤维的情况等,但不限于这些区分方式。
[0060]
就本实施方式来说,底绒4是由立毛部3所含的两种以上的聚酯纤维之中纤维长最短的聚酯纤维形成的。其中,存在下述情况:由于截面、颜色、纤度等不同而可区分成两种聚酯纤维,但这两种聚酯纤维的纤维长实质上相同(纤维长之差低于5mm)而均为纤维长最短的聚酯纤维。例如,立毛部3包含纤度不同的聚酯纤维a和聚酯纤维b,聚酯纤维a和聚酯纤维b的平均纤维长均为51mm。在这样的立毛部3所含的两种以上的聚酯纤维之中纤维长最短的
聚酯纤维为两种以上的情况下,它们均视为底绒4,它们的平均纤度、卷曲数、卷曲幅度分别为各自进行测定得到的测定结果的算术平均值。关于这一点,对于刚毛5来说也是相同的。例如,下述表1 示出了两个例子,例1中的聚酯纤维a和聚酯纤维b为底绒4、聚酯纤维 d和聚酯纤维e为刚毛5。
[0061]
此外,存在包含不会影响绒头布帛品质的程度的少量的其他聚酯纤维的情况。在这种情况下,上述少量的聚酯纤维不视为底绒4或刚毛5。例如,下述表1的例2中的聚酯纤维b为底绒4、聚酯纤维d为刚毛5,聚酯纤维a和聚酯纤维e由于混合比率低而不视为底绒4或刚毛5。在此,“少量”是指不会影响绒头布帛品质的程度,其混合比率并没有限制。
[0062]
表1
[0063][0064]
此外,从能够得到更优异的刚毛状态的观点考虑,如图2所示,优选刚毛5的至少从根部起至距离根部三分之一长度的位置为止的部分是卷曲的,并且毛尖部是直的。在这种情况下,卷曲数和卷曲幅度会根据测定部位的不同而不同。因此,刚毛5的卷曲数和卷曲幅度优选按照不包含根部的方式以距离刚毛5的根部约5mm的部分为起点进行测定。
[0065]
另外,形成底绒4的聚酯纤维和形成刚毛5的聚酯纤维例如可列举出聚对苯二甲酸乙二醇酯纤维、聚对苯二甲酸丙二醇酯纤维、聚对苯二甲酸丁二醇酯纤维、聚对苯二甲酸三亚甲基二醇酯纤维等,可以单独或组合使用。其中,从热特性的观点出发,优选聚对苯二甲酸乙二醇酯纤维。另外,从捆包恢复性的观点,优选聚对苯二甲酸三亚甲基二醇酯纤维。
[0066]
此外,形成底绒4的聚酯纤维和形成刚毛5的聚酯纤维可以包含其它共聚成分的共聚聚酯等。作为其它共聚成分,例如可列举出间苯二甲酸、邻苯二甲酸、萘二羧酸、对苯二羧酸、偏苯三酸、均苯四酸、琥珀酸、戊二酸、己二酸、辛二酸、壬二酸、癸二酸、十二烷二酸等多元羧酸及它们的衍生物、含有5-钠代磺基间苯二甲酸、5-钠代磺基间苯二甲酸二羟基乙酯等磺酸盐的二羧酸及它们的衍生物、1,2-丙二醇、1,3-丙二醇、1,4-丁二醇、 1,6-己二醇、新戊二醇、1,4-环己烷二甲醇、二甘醇、聚乙二醇、三羟甲基丙烷、季戊四醇、4-羟基安息香酸、ε-己内酯、双酚a的乙二醇醚等。
[0067]
另外,形成底绒4的聚酯纤维可以由截面形状不同的两种以上的聚酯纤维构成。通过并用截面形状不同的两种以上的聚酯纤维作为底绒4,能够进一步改善绒头布帛的手感、体积感。作为这样的形状,可以由圆形截面形状、扁平形状、丸形形状、眉形形状、y字形状、x字形状、h字形状、中空形状等任意形状选取两种以上,但不限于这些。
[0068]
此外,形成底绒4的聚酯纤维可以由平均纤度不同的两种以上的聚酯纤维构成。通
过并用平均纤度不同的两种以上的聚酯纤维作为底绒4,能够进一步改善绒头布帛的体积感。而且,从可靠地实现这种效果的观点考虑,平均纤度最大的聚酯纤维的平均纤度与平均纤度最小的聚酯纤维的平均纤度之差优选为3dtex以上,更优选为5dtex以上。
[0069]
此时,“由
……
两种以上的聚酯纤维构成”是指包含可区分的两种以上的聚酯纤维。例如,包括两种以上的聚酯纤维的截面形状或颜色、纤维长度不同而可目测区分的情况,还包括当对绒头布帛中的聚酯纤维的纤度分布进行测定并以纤度为横轴、以出现频率为纵轴制图时图呈现具有两个以上的峰的形状的包含纤度分布不同的两种以上的聚酯纤维的情况以及上述图呈现仅具有单一峰的形状但该峰的半峰值为3dtex以上、优选为5dtex以上而实质上包含平均纤度不同的两种以上的聚酯纤维的情况等,但不限于这些区分方式。
[0070]
另外,在形成底绒4的聚酯纤维由平均纤度不同的两种以上的聚酯纤维构成的情况下,平均纤度最大的聚酯纤维的平均纤度优选为10dtex以上。通过使用平均纤度为10dtex以上的聚酯纤维作为两种以上的聚酯纤维的一部分,能够提高绒头布帛的手感和体积感。
[0071]
此外,在形成底绒4的聚酯纤维由平均纤度不同的两种以上的聚酯纤维构成的情况下,优选平均纤度越大的聚酯纤维的卷曲数越少。通过设定成平均纤度越大的聚酯纤维的卷曲数越少,能够得到触感更优异的绒头布帛。
[0072]
另外,在形成底绒4的聚酯纤维由平均纤度不同的两种以上的聚酯纤维构成的情况下,优选平均纤度越大的聚酯纤维的卷曲幅度越大。通过设定成平均纤度越大的聚酯纤维的卷曲幅度越大,能够得到触感更优异的绒头布帛。
[0073]
此外,在形成底绒4的聚酯纤维由平均纤度不同的两种以上的聚酯纤维构成的情况下,底绒4的平均纤度、卷曲数和卷曲幅度是根据各项目的测定方法对上述两种以上的聚酯纤维分别进行测定而各自得出测定结果,接着将这些测定结果的算术平均值作为平均纤度、卷曲数和卷曲幅度。
[0074]
第二实施方式
[0075]
图3是表示本实用新型的另一个实施方式的绒头布帛的剖视示意图。本实施方式的绒头布帛1的立毛部3除了包含底绒4和刚毛5以外进一步包含中间毛6。通过进一步包含中间毛6,能够得到与天然毛皮更相近似的手感和体积感。
[0076]
另外,在本实施方式中,中间毛6由聚酯纤维形成,形成中间毛6的聚酯纤维例如可列举出聚对苯二甲酸乙二醇酯纤维、聚对苯二甲酸丙二醇酯纤维、聚对苯二甲酸丁二醇酯纤维、聚对苯二甲酸三亚甲基二醇酯纤维等,可以单独或组合使用。其中,从热特性的观点出发,优选聚对苯二甲酸乙二醇酯纤维。
[0077]
此外,形成中间毛6的聚酯纤维可以包含其它共聚成分的共聚聚酯等。作为其它共聚成分,例如可列举出间苯二甲酸、邻苯二甲酸、萘二羧酸、对苯二羧酸、偏苯三酸、均苯四酸、琥珀酸、戊二酸、己二酸、辛二酸、壬二酸、癸二酸、十二烷二酸等多元羧酸及它们的衍生物、含有5-钠代磺基间苯二甲酸、5-钠代磺基间苯二甲酸二羟基乙酯等磺酸盐的二羧酸及它们的衍生物、1,2-丙二醇、1,3-丙二醇、1,4-丁二醇、1,6-己二醇、新戊二醇、 1,4-环己烷二甲醇、二甘醇、聚乙二醇、三羟甲基丙烷、季戊四醇、4-羟基安息香酸、ε-己内酯、双酚a的乙二醇醚等。
[0078]
另外,在包含中间毛6的情况下,为了得到清晰的多层结构,中间毛6 与底绒4的平均纤维长之差为2mm以上,刚毛5与中间毛6的平均纤维长之差为2mm以上,中间毛6的平均纤度介于底绒4的平均纤度与刚毛5的平均纤度之间。此外,中间毛6的平均纤度优选为4~30dtex。另外,就中间毛6的平均纤度和平均纤维长的测定方法来说,除了对中间毛6进行测定以外与底绒4的测定方法相同。
[0079]
此外,形成中间毛6的聚酯纤维也可以由截面形状不同的两种以上的聚酯纤维构成。通过并用截面形状不同的两种以上的聚酯纤维作为中间毛 6,能够进一步改善绒头布帛的手感、体积感。作为这样的形状,可以由圆形截面形状、扁平形状、丸形形状、眉形形状、y字形状、x字形状、h 字形状、中空形状等任意形状选取两种以上,但不限于这些。
[0080]
另外,就本实用新型的绒头布帛的制造方法来说,只要在能够得到本实用新型的绒头布帛的前提条件下对现有的制造方法进行调整即可,并没有特别限制。此外,后述的实施例列举了几种具体的制造方法。
[0081]
其中,作为对布料中的底绒和刚毛的卷曲数和卷曲幅度进行调整的方法例如可以列举下述方法(a)~(c):
[0082]
(a)对原棉生产阶段中的赋予卷曲前后的热处理条件和布料生产阶段中的整理加工条件分别进行调整;
[0083]
(b)通过调整原棉生产阶段中的卷曲形状来进行调整;以及
[0084]
(c)在原棉生产阶段中,使用齿轮卷曲机或压花辊、其他装置,通过调整齿轮或压花的形状、温度条件、压力条件等对拉伸丝赋予带有所期望的卷曲形状的第一卷曲,通过高温下的热定形使之记忆该形状(赋予卷曲工序1),然后赋予加工布料所需的第二卷曲,并以比赋予卷曲工序1的温度低的温度对第二卷曲进行热定形(赋予卷曲工序2),接着将所得到的原棉织成布料,然后通过整理加工时的抛光処理使之呈现在赋予卷曲工序1 中记忆的卷曲形状。
[0085]
以上对本实用新型的两个实施方式进行了说明,但其并不是意欲限定本实用新型的保护范围。本实用新型当然也可以通过其他各种实施方式来进行实施,在不脱离本实用新型主旨的范围内可以进行各种省略、置换、变更。
[0086]
实施例
[0087]
下面,通过实施例和比较例,对本实用新型进一步进行说明。
[0088]
平均纤度的测定方法
[0089]
首先,由绒头布帛的立毛部随意选取一撮,以镊子夹着根部,从地组织部取下,并进一步取出试样单纤维。按照jis l 1015:2010中的“参考法”,并使用振动式纤度测定器,对所取出的试样单纤维测定纤度。以二十根试样单纤维的纤度的平均值作为平均纤度。
[0090]
平均纤维长的测定方法
[0091]
首先,由绒头布帛的立毛部随意选取一撮,以镊子夹着根部,从地组织部取下,并进一步取出试样单纤维。以镊子夹着试样单纤维的单侧最前端,并与尺的0cm处对齐。按照不切断样品的方式以镊子也夹着试样单纤维的另一侧前端,一边将纤维拉伸成直的一边与尺接触,对一根试样单纤维的全长进行测定,作为试样单纤维的纤维长。以二十根试样单纤维的纤维长的平均值作为平均纤维长。
[0092]
卷曲数的测定方法
[0093]
首先,由绒头布帛的立毛部随意选取一撮,以镊子夹着根部,从地组织部取下,并进一步取出试样单纤维。按照jis l 1015:2010,对所取出的试样单纤维测定卷曲数。
[0094]
即,在表面光滑且有光泽的纸片上划出空间距离为25mm的分割线,其中,空间距离通常设定成25mm,在试样单纤维短而导致25mm无法进行试验的情况下设定成20mm。另外,就本实用新型来说,在试样单纤维更短的情况下也可以适当设定成20mm以下。接着,由数个卷曲未受损害的部分采集试样单纤维,使所采集的试样单纤维每一根相对于空间距离具有25
±
5%的松弛,并将两端用粘接剂粘贴固定。将该试样单纤维一根一根地安装在卷曲试验机的夹具上,切断纸片,然后读取对试样单纤维施加初始负载(0.18mn
×
显示特克斯数)时(步骤1)的夹具之间的距离(空间距离,单位为mm),并对卷曲总数进行计数(对全部峰和谷的数量进行计数,然后除以二),换算出每25mm之间的卷曲数(二十根试样单纤维的平均值保留小数点后一位)。
[0095]
此外,下述实施例和比较例中的卷曲丝d-3、4、7、m-1、g-3、4、6、 7是通过上述方法(c)对卷曲数和卷曲幅度进行调整。在这种情况下,原棉阶段(赋予卷曲工序1)的卷曲数是使用赋予卷曲工序1中的原棉按照 jis l 1015:2010来进行测定。
[0096]
卷曲幅度的测定方法
[0097]
卷曲幅度通过下述方法来进行测定。
[0098]
即,在上述的卷曲数的测定方法中的步骤1的状态下,由与纸片垂直的方向对试样单纤维进行拍摄,得到试样单纤维的照片。
[0099]
下面,基于示意性地示出该照片的状态的图3,对卷曲幅度的测定方法进行说明。
[0100]
首先,将试样单纤维7与上下两个分割线8的两个交点9连接而成第一直线10。接着,在第一直线10的纸面上的左右部分,分别划出一条距离第一直线10最远的与第一直线10平行并且与试样单纤维7相接的第二直线11。最后,对这两根第二直线11之间的距离进行测定,作为卷曲幅度(二十次测定的算术平均值)。
[0101]
此外,下述实施例和比较例中的卷曲丝d-3、4、7、m-1、g-3、4、6、 7是通过上述方法(c)对卷曲数和卷曲幅度进行调整。在这种情况下,原棉阶段(赋予卷曲工序1)的卷曲幅度是使用赋予卷曲工序1中的原棉通过上述方法来进行测定。
[0102]
另外,在对刚毛的卷曲数和卷曲幅度进行测定的情况下,由于实施例和比较例中的刚毛如图2所示至少从根部起至距离根部三分之一长度的位置为止的部分是卷曲的,并且毛尖部是直的。因此,均是按照不包含根部的方式以由绒头布帛取出的刚毛的单纤维的距离根部约5mm的部分为起点进行测定的。
[0103]
刚毛状态的评价方法
[0104]
首先,由绒头布帛的立毛部随意选取一撮,以镊子夹着根部,从地组织部取下,并进一步取出形成刚毛的纤维的单纤维。将所取出的单纤维放置在黑色纸片之上,肉眼对根部和毛尖部的卷曲状态进行确认,其评价基准如下:
[0105]
良:根部残留适度的卷曲,毛尖部不残留卷曲而完全伸展。
[0106]
差:除了根部残留大量的卷曲,毛尖部也残留卷曲而未完全伸展。或者,根部几乎去除了全部的卷曲而未残留适度的卷曲。
[0107]
手感的评价方法
[0108]
手感是通过感官评价来进行评价,其评价基准如下:
[0109]
☆
:极柔软且光滑的手感。
[0110]
◎
:柔软且光滑的手感。
[0111]
○
:虽然略带粗糙感但可以作为产品使用程度的手感。
[0112]
×
:粗糙感很强的手感。
[0113]
体积感的测定方法
[0114]
体积感是从外观致密感和触觉膨松感的观点对由实施例、比较例制得的绒头布帛进行比较来评价,其评价基准如下:
[0115]
优:外观致密感非常好,触觉膨松感也非常好。
[0116]
良:外观致密感好,触觉膨松感也好。
[0117]
差:外观致密感差,触觉膨松感也差。
[0118]
卷曲丝的制作
[0119]
卷曲丝d-1的制作
[0120]
使用固有粘度(iv值)为0.65的聚对苯二甲酸乙二醇酯,相对于100 重量份的聚对苯二甲酸乙二醇酯添加2重量份的氧化钛,并使用五联梳形截面的喷丝头和常规的纺纱机在纺纱温度为280℃的条件下进行纺纱,以 400m/分钟的速度牵引,得到了未拉伸丝。接着,通过80℃的热辊进行300%的拉伸,得到了拉伸丝。接着,在将拉伸丝并丝至适当的纤度后,在被设定成190℃的均热风干燥机内进行了1分钟的热处理。进而,在填料箱式的卷曲机中通过98℃的预热赋予卷曲,在被设定成70℃的均热风干燥机中以缓和率为15%以下的缓和状态进行了15分钟热处理。然后,通过旋转切刀裁切成预定长度,由此得到了具有五联丸形截面的平均纤度为7dtex、切断长度为51mm的卷曲丝。
[0121]
卷曲丝d-2的制作
[0122]
除了在赋予卷曲前在被设定成150℃的均热风干燥机中进行了1分钟的热处理并且在赋予卷曲后在被设定成130℃的均热风干燥机中进行了15 分钟的热处理以外,与卷曲丝d-1同样地得到了具有五联丸形截面的平均纤度为7dtex、切断长度为51mm的卷曲丝。
[0123]
卷曲丝d-3的制作
[0124]
除了使用具有五联梳形截面的大孔径的喷丝头对喷出量进行了调整以外,与卷曲丝d-1同样地得到了拉伸丝。接着,在将所得到的拉伸丝并丝至适当的纤度后,通过被加热到180℃的齿轮卷曲机赋予卷曲数为7.5个/ 英寸、卷曲幅度为0.82mm的卷曲形状。接着,在填料箱式的卷曲机中通过98℃的预热赋予卷曲。然后,通过旋转切刀裁切成预定长度,由此得到了具有五联丸形截面的平均纤度为15dtex、切断长度为51mm的卷曲丝。
[0125]
卷曲丝d-4的制作
[0126]
与卷曲丝d-1同样地得到了拉伸丝。接着,在将所得到的拉伸丝并丝至适当的纤度后,通过被加热到180℃的齿轮卷曲机赋予卷曲数为9.5个/ 英寸、卷曲幅度为0.60mm的卷曲形状。然后,与卷曲丝d-3同样地得到了具有五联丸形截面的平均纤度为7dtex、切断长度为51mm的卷曲丝。
[0127]
卷曲丝d-5的制作
[0128]
除了在赋予卷曲前在被设定成200℃的均热风干燥机中进行了2分钟的热处理并且在赋予卷曲后不进行热处理以外,与卷曲丝d-1同样地得到了具有五联丸形截面的平均纤度为7dtex、切断长度为51mm的卷曲丝。
[0129]
卷曲丝d-6的制作
[0130]
除了在赋予卷曲前不进行热处理并且在赋予卷曲后在被设定成150℃的均热风干燥机中进行了15分钟的热处理以外,与卷曲丝d-1同样地得到了具有五联丸形截面的平均纤度为7dtex、切断长度为51mm的卷曲丝。
[0131]
卷曲丝d-7的制作
[0132]
与卷曲丝d-1同样地得到了拉伸丝。接着,在将所得到的拉伸丝并丝至适当的纤度后,通过被加热到180℃的齿轮卷曲机赋予卷曲数为9.5个/ 英寸、卷曲幅度为1.17mm的卷曲形状。然后,与卷曲丝d-3同样地得到了具有五联丸形截面的平均纤度为7dtex、切断长度为51mm的卷曲丝。
[0133]
卷曲丝m-1的制作
[0134]
与卷曲丝d-3同样地得到了拉伸丝。接着,在将所得到的拉伸丝并丝至适当的纤度后,通过被加热到180℃的齿轮卷曲机赋予卷曲数为7.5个/ 英寸、卷曲幅度为0.90mm的卷曲形状。然后,与卷曲丝d-3同样地得到了具有五联丸形截面的平均纤度为15dtex、切断长度为76mm的卷曲丝。
[0135]
卷曲丝g-1的制作
[0136]
除了在使用具有五联梳形截面的大孔径的喷丝头对喷出量进行了调整的基础上进一步在赋予卷曲前在被设定成190℃的均热风干燥机中进行了1 分钟的热处理并且在赋予卷曲后在被设定成50℃的均热风干燥机中进行了 15分钟的热处理以外,与卷曲丝d-1同样地得到了具有五联丸形截面的平均纤度为30dtex、切断长度为102mm的卷曲丝。
[0137]
卷曲丝g-2的制作
[0138]
除了在赋予卷曲前不进行热处理并且在赋予卷曲后在被设定成100℃的均热风干燥机中进行了15分钟的热处理以外,与卷曲丝g-1同样地得到了具有五联丸形截面的平均纤度为30dtex、切断长度为102mm的卷曲丝。
[0139]
卷曲丝g-3的制作
[0140]
与卷曲丝g-1同样地得到了拉伸丝。接着,在将所得到的拉伸丝并丝至适当的纤度后,通过被加热到180℃的齿轮卷曲机赋予卷曲数为5.5个/ 英寸、卷曲幅度为0.75mm的卷曲形状。然后,与卷曲丝d-3同样地得到了具有五联丸形截面的平均纤度为30dtex、切断长度为102mm的卷曲丝。
[0141]
卷曲丝g-4的制作
[0142]
除了使用具有五联梳形截面的大孔径的喷丝头对喷出量进行了调整以外,与卷曲丝g-1同样地得到了拉伸丝。接着,在将所得到的拉伸丝并丝至适当的纤度后,通过被加热到180℃的齿轮卷曲机赋予卷曲数为4.5个/ 英寸、卷曲幅度为0.65mm的卷曲形状。然后,与卷曲丝d-3同样地得到了具有五联丸形截面的平均纤度为40dtex、切断长度为102mm的卷曲丝。
[0143]
卷曲丝g-5的制作
[0144]
除了在赋予卷曲前在被设定成200℃的均热风干燥机中进行了2分钟的热处理并且在赋予卷曲后不进行热处理以外,与卷曲丝g-1同样地得到了具有五联丸形截面的平均纤度为30dtex、切断长度为102mm的卷曲丝。
[0145]
卷曲丝g-6的制作
[0146]
与卷曲丝g-1同样地得到了拉伸丝。接着,在将所得到的拉伸丝并丝至适当的纤度后,通过被加热到180℃的齿轮卷曲机赋予卷曲数为12.5个/ 英寸、卷曲幅度为0.70mm的卷曲形状。然后,与卷曲丝d-3同样地得到了具有五联丸形截面的平均纤度为30dtex、切断长度为102mm的卷曲丝。
[0147]
卷曲丝g-7的制作
[0148]
与卷曲丝g-1同样地得到了拉伸丝。接着,在将所得到的拉伸丝并丝至适当的纤度后,通过被加热到180℃的齿轮卷曲机赋予卷曲数为6.5个/ 英寸、卷曲幅度为1.40mm的卷曲形状。然后,与卷曲丝d-3同样地得到了具有五联丸形截面的平均纤度为30dtex、切断长度为102mm的卷曲丝。
[0149]
绒头布帛的制作
[0150]
实施例1
[0151]
分别使用卷曲丝d-1与卷曲丝g-1作为底绒与刚毛,并使卷曲丝d-1 与卷曲丝g-1的重量比为70∶30来制作纱条,进一步通过纱条编织机制作了绒头布帛。接着,在120℃进行预抛光处理,用丙烯酸酯粘接剂对布帛背面进行了背面涂布,并进行了拉幅处理。接着,在170℃进行三次抛光处理,在140℃进行四次抛光处理,在100℃进行三次抛光处理,得到了单位面积重量为约1800g/m2的绒头布帛。
[0152]
实施例2
[0153]
除了以卷曲丝d-2与卷曲丝g-2分别为底绒与刚毛并使卷曲丝d-2与卷曲丝g-2的重量比为70∶30并且在160℃进行三次抛光处理、在130℃进行三次抛光处理、在100℃进行三次抛光处理以外,与实施例1同样地得到了单位面积重量为约1800g/m2的绒头布帛。
[0154]
实施例3
[0155]
除了以卷曲丝d-3与卷曲丝g-3分别为底绒与刚毛并使卷曲丝d-3与卷曲丝g-3的重量比为70∶30以外,与实施例1同样地得到了单位面积重量为约1800g/m2的绒头布帛。
[0156]
实施例4
[0157]
除了以卷曲丝d-4、卷曲丝m-1与卷曲丝g-3分别为底绒、中间毛与刚毛并使卷曲丝d-4、卷曲丝m-1与卷曲丝g-3的重量比为50∶20∶30以外,与实施例1同样地得到了单位面积重量为约1800g/m2的绒头布帛。
[0158]
实施例5
[0159]
除了以卷曲丝d-4与卷曲丝g-4分别为底绒与刚毛并使卷曲丝d-4与卷曲丝g-4的重量比为70∶30以外,与实施例1同样地得到了单位面积重量为约1800g/m2的绒头布帛。
[0160]
实施例6
[0161]
除了以卷曲丝d-3和卷曲丝d-4与卷曲丝g-3分别为底绒与刚毛并使卷曲丝d-3、卷曲丝d-4与卷曲丝g-3的重量比为40∶30∶30以外,与实施例1同样地得到了单位面积重量为约1800g/m2的绒头布帛。
[0162]
比较例1
[0163]
除了以卷曲丝d-5与卷曲丝g-3分别为底绒与刚毛并使卷曲丝d-5与卷曲丝g-3的重量比为70∶30以外,与实施例1同样地得到了单位面积重量为约1800g/m2的绒头布帛。
[0164]
比较例2
[0165]
除了以卷曲丝d-6与卷曲丝g-3分别为底绒与刚毛并使卷曲丝d-6与卷曲丝g-3的
重量比为70∶30并且在160℃进行三次抛光处理、在130℃进行三次抛光处理、在100℃进行三次抛光处理以外,与实施例1同样地得到了单位面积重量为约1800g/m2的绒头布帛。
[0166]
比较例3
[0167]
除了以卷曲丝d-7与卷曲丝g-3分别为底绒与刚毛并使卷曲丝d-7与卷曲丝g-3的重量比为70∶30以外,与实施例1同样地得到了单位面积重量为约1800g/m2的绒头布帛。
[0168]
比较例4
[0169]
除了以卷曲丝d-4与卷曲丝g-6分别为底绒与刚毛并使卷曲丝d-4与卷曲丝g-6的重量比为70∶30以外,与实施例1同样地得到了单位面积重量为约1800g/m2的绒头布帛。
[0170]
比较例5
[0171]
除了以卷曲丝d-4与卷曲丝g-7分别为底绒与刚毛并使卷曲丝d-4与卷曲丝g-7的重量比为70∶30以外,与实施例1同样地得到了单位面积重量为约1800g/m2的绒头布帛。
[0172]
绒头布帛的评价
[0173]
通过上述的测定方法和评价方法,就所得到的绒头布帛对绒头布帛中的底绒、中间毛和刚毛的卷曲数、卷曲幅度以及绒头布帛的体积感、手感和刚毛状态进行了测定和评价。
[0174]
测定结果和评价结果示于下述表2和3。其中,实施例1~6的体积感、手感和刚毛状态均优异。尤其是,实施例4~6具有特别优异的手感,实施例2~6具有特别优异的体积感。
[0175]
与此相对,比较例1的绒头布帛中的底绒和刚毛的卷曲数和卷曲幅度过小而导致绒头布帛的体积感差。另外,比较例2的绒头布帛中的底绒的卷曲数过多而导致绒头布帛的粗糙感大、手感差。此外,比较例3的绒头布帛中的底绒的卷曲幅度过大而导致绒头布帛的粗糙感大、手感差。另外,比较例4和5的绒头布帛各自中的刚毛的卷曲数和卷曲幅度过大而导致绒头布帛的粗糙感大、手感差。
[0176][0177]
产业上的可利用性
[0178]
如上所述,本实用新型在提供体积感、手感和刚毛状态均优异的包含底绒和刚毛
作为立毛部中的绒头的绒头布帛的方面是有用的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1