用于熨烫肩章的可调式热压定型装置的制作方法
1.本技术涉及肩章生产设备领域,尤其是涉及一种用于熨烫肩章的可调式热压定型装置。
背景技术:
2.肩章根据佩戴时机通常分为常服肩章、礼服肩章、作训服肩章等。肩章的作用,是按肩章的种类、式样、颜色、肩章上的彩色杠(竖条带)和条纹的数量、宽度以及星徽或其他图案的数量、大小,区分军衔等级和勤务的属性。肩章主要生产步骤包括折边和定型,其中定型通常采用热压定型装置。
3.相关技术中申请号为cn201720821419.2的中国专利,提出了机架、下热定型模台、下热定型模具、上热定型模台和上热定型模具;下热定型模具处于下热定型模台上侧;上热定型模具处于上热定型模台下侧,上热定型模具与下热定型模具相对应;下热定型模台与下热定型模具之间设有下加热装置,下加热装置包括下导磁性金属盘和下绝缘隔热体,下绝缘隔热体中设有下线圈;下导磁性金属盘处在下线圈上方,下导磁性金属盘上表面与下热定型模具紧密接触;上热定型模台与上热定型模具之间设有上加热装置,上加热装置包括上导磁性金属盘和上绝缘隔热体,上绝缘隔热体中设有上线圈;上导磁性金属盘处在上线圈下方,上导磁性金属盘下表面与上热定型模具紧密接触。
4.针对上述中的相关技术,发明人认为存在有以下缺陷:在肩章的生产过程中,生产人员将折边的布料放置于下热定型模具后,需要等待上热定型模具升温后才可进行热压,导致在等待热压过程中布料的折边会发生复位,影响成品肩章的质量。
技术实现要素:
5.为了改善在等待热压过程中布料的折边会发生复位的问题,本技术提供一种用于熨烫肩章的可调式热压定型装置。
6.本技术提供的一种用于熨烫肩章的可调式热压定型装置采用如下的技术方案:
7.一种用于熨烫肩章的可调式热压定型装置,包括工作台、设置于工作台上的机架、设置于所述机架上的上热定型模台和上热定型模具,还包括设置于所述工作台上且位于所述上热定型模具下方的底座和可拆式连接于所述底座上的下热定型模具;所述底座上活动连接有多个用于按压布料的压板,且设置有用于驱使所述压板靠近或远离所述下热定型模具的驱动机构,多个所述压板沿所述下热定型模具的轮廓间隔布置。
8.通过采用上述技术方案,在对肩章进行加热时,先将折边的布料放置于下热定型模具内,再通过驱动机构驱使压板靠近下热定型模具,使得压板位于布料折边处的上方,且多个上述布设方式的压板可以对布料的折边进行全面地限位,直至上热定型模具靠近下热定型模具时,驱动机构带动压板远离下热定型模具,以此实现降低布料的折边发生复位的风险,有益于提升成品肩章的质量。
9.可选的,所述压板包括水平部和连接于所述水平部靠近所述下热定型模具端部的
弧形部;所述弧形部靠近所述下热定型模具的端部高于所述弧形部远离所述下热定型模具的端部。
10.通过采用上述技术方案,弧形部靠近下热定型模具的端部与下热定型模具之间的竖直间距较大,可以在布料进入压板下方的过程中减少布料与压板之间的位置冲突,便于布料进入水平部下方。
11.可选的,所述驱动机构包括滑移于所述底座上的滑动安装块和安装于所述底座上与所述滑动安装块连接的推动气缸,所述滑动安装块与所述水平部连接。
12.通过采用上述技术方案,在需要驱使压板移动时,通过推动气缸驱使滑动安装块滑移于底座上,即可带动压板靠近或远离下热定型模具。
13.可选的,所述滑动安装块包括与所述推动气缸连接的固定部、滑移于所述固定部上且与所述水平部连接的延伸部和用于驱使所述延伸部滑移的调节件;所述延伸部在所述固定部上的运动方向与所述滑动安装块在所述底座上的运动方向一致。
14.通过采用上述技术方案,在对不同尺寸的肩章进行加工时,通过调节件驱使延伸部滑移于固定部上,即可调整延伸部的端部与下热定型模具之间的起始水平间距,从而可以适用于不同尺寸的肩章,有益于提升装置的适用范围。
15.可选的,所述调节件包括转动连接于所述固定部上的调节齿轮、连接于所述延伸部上的调节齿条、与所述调节齿轮同轴线连接的调节涡轮和转动连接于所述固定部的调节蜗杆;所述调节齿条与所述调节齿轮啮合,所述调节蜗杆与所述调节涡轮啮合。
16.通过采用上述技术方案,在需要驱使延伸部滑移时,先通过驱使调节蜗杆旋转以及调节蜗杆与调节涡轮的啮合传动,进而带动调节涡轮与调节齿轮同步旋转,再通过调节齿轮与调节齿条之间的啮合传动,即可带动调节齿条与延伸部缓慢地滑移,从而可以精准地调整延伸部与下热定型模具之间的起始水平间距,且完成调整后调节涡轮和调节蜗杆的自锁功能可以稳定地保持上述起始水平间距。
17.可选的,所述延伸部开设有螺纹孔,所述水平部穿设有与所述螺纹孔螺纹适配的调节螺杆;所述水平部的两相对侧面分别与所述调节螺杆的螺母和所述延伸部抵接。
18.通过采用上述技术方案,在需要对具有斜边的肩章进行加工时,先通过驱使调节螺杆旋转,直至水平部可活动,再驱使水平部绕调节螺杆旋转,直至水平部的旋转角度与肩章的斜边匹配,再驱使调节螺杆旋转,直至水平部抵紧于调节螺杆的螺母与延伸部之间,即可完成压板的角度调整。
19.可选的,所述底座上设置有用于监测所述上热定型模具与所述底座之间的竖直间距的距离传感器,且设置有与所述距离传感器以及所述推动气缸均电连接的控制器。
20.通过采用上述技术方案,距离传感器可以持续监测上热定型模具与底座之间的竖直间距,并通过控制器及时地控制推动气缸带动压板远离下热定型模具,从而可以降低压板与上热定型模具发生碰撞的风险。
21.可选的,所述底座滑移于所述工作台上,所述工作台上设置有用于驱使所述底座滑移的传动机构。
22.通过采用上述技术方案,传动机构可以带动底座滑移于工作台上,无需施工人员在上热定型模具的下方进行布料的放置或取出,并可以提升生产的安全性。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.1.通过推动气缸推动滑动安装块滑移于底座上,并带动压板靠近下热定型模具,使得压板位于布料折边处的上方,且多个上述布设方式的压板可以对布料的折边进行全面地限位,以此实现降低布料的折边发生复位的风险,有益于提升成品肩章的质量;
25.2.通过驱使调节蜗杆旋转以及调节蜗杆与调节涡轮的啮合传动,进而带动调节涡轮与调节齿轮同步旋转,再通过调节齿轮与调节齿条之间的啮合传动,即可带动调节齿条与延伸部缓慢地滑移,从而可以精准地调整延伸部与下热定型模具之间的起始水平间距,从而可以适用于不同尺寸的肩章,有益于提升装置的适用范围;
26.3.通过驱使调节螺杆旋转,直至水平部可活动,再驱使水平部绕调节螺杆旋转,直至水平部的旋转角度与肩章的斜边匹配,再驱使调节螺杆旋转,直至水平部抵紧于调节螺杆的螺母与延伸部之间,即可完成压板的角度调整,从而可以适用于对具有斜边的肩章进行加工。
附图说明
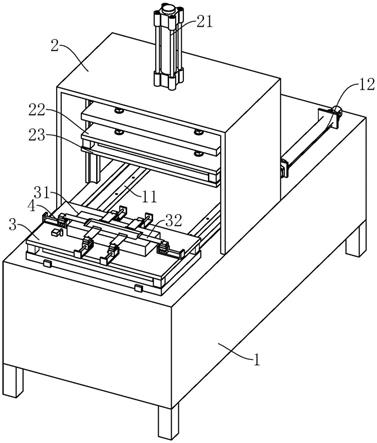
27.图1是本技术实施例的整体结构示意图。
28.图2是本技术实施例底座和驱动机构的整体结构示意图。
29.图3是本技术实施例压板和驱动机构的整体结构示意图。
30.图4是本技术实施例滑动安装块的整体结构示意图。
31.附图标记:1、工作台;11、导轨;12、水平气缸;2、机架;21、升降气缸;22、上热定型模台;23、上热定型模具;3、底座;31、下热定型模具;32、压板;321、水平部;3211、调节螺杆;322、弧形部;33、距离传感器;34、控制器;4、驱动机构;41、滑动安装块;411、固定部;4111、水平杆;4112、铰接耳板;412、延伸部;413、调节件;4131、调节齿轮;4132、调节齿条;4133、调节涡轮;4134、调节蜗杆;42、推动气缸。
具体实施方式
32.以下结合附图1-4对本技术作进一步详细说明。
33.本技术实施例公开一种用于熨烫肩章的可调式热压定型装置。参照图1,用于熨烫肩章的可调式热压定型装置包括工作台1、设置于工作台1上的机架2、通过螺栓安装于机架2上的升降气缸21、设置于机架2上的上热定型模台22、设置于机架2上的上热定型模具23、设置于工作台1上且位于上热定型模具23下方的底座3和通过螺栓可拆式连接于底座3上的上热定型模台22,且上热定型模台22与上热定型模具23通过螺栓可拆式连接。
34.参照图1,升降气缸21的活塞杆沿竖直方向活动,且与上热定型模台22通过螺栓连接。在本技术实施例中,工作台1顶面上通过螺钉连接有水平布置的导轨11,底座3沿导轨11的长度方向滑移于工作台1上,工作台1上设置有用于驱使底座3滑移的传动机构,传动机构包括两个通过螺栓安装于工作台1上的水平气缸12,且水平气缸12的活塞杆与底座3通过螺栓连接。在其他实施例中底座3可直接固定于工作台1上。
35.参照图2与图3,底座3上活动连接有多个用于按压布料的压板32,且设置有用于驱使压板32靠近或远离下热定型模具31的驱动机构4。压板32在本技术实施例中设置为六个,且六个压板32沿下热定型模具31的轮廓间隔布置,压板32包括水平部321和连接于水平部321靠近下热定型模具31端部的弧形部322,弧形部322靠近下热定型模具31的端部高于弧
形部322远离下热定型模具31的端部。
36.在对肩章进行加热时,先将折边的布料放置于下热定型模具31内,再通过驱动机构4驱使压板32靠近下热定型模具31,布料通过弧形部322顺利地进入水平部321下方,且多个上述布设方式的压板32可以对布料的折边进行全面地限位,再通过水平气缸12驱使底座3滑移至上热定型模具23下方,并通过升降气缸21驱使上热定型模具23下降,直至上热定型模具23靠近下热定型模具31时,驱动机构4带动压板32远离下热定型模具31,以此实现降低布料的折边发生复位的风险,有益于提升成品肩章的质量。
37.参照图2与图3,驱动机构4设置有六组且与压板32一一对应,驱动机构4包括滑移于底座3上且与水平部321连接的滑动安装块41和通过螺栓安装于底座3上与滑动安装块41连接的推动气缸42,滑动安装块41沿水平方向滑移于底座3上,推动气缸42可采用有杆气缸或无杆气缸,在本技术实施例中选择第二种。为避免压板32与上热定型模具23发生碰撞,底座3上设置有用于监测上热定型模具23与底座3之间的竖直间距的距离传感器33,且设置有与距离传感器33以及推动气缸42均电连接的控制器34。
38.在需要驱使压板32移动时,通过推动气缸42驱使滑动安装块41滑移于底座3上,即可带动压板32靠近或远离下热定型模具31,距离传感器33可以持续监测上热定型模具23与底座3之间的竖直间距,并通过控制器34及时地控制推动气缸42带动压板32远离下热定型模具31,从而可以降低压板32与上热定型模具23发生碰撞的风险。
39.参照图3与图4,滑动安装块41包括与推动气缸42连接的固定部411、滑移于固定部411顶面上且与水平部321连接的延伸部412和用于驱使延伸部412滑移的调节件413。延伸部412在固定部411上的运动方向与滑动安装块41在底座3上的运动方向一致。
40.参照图3与图4,调节件413包括通过水平杆4111转动连接于固定部411上的调节齿轮4131、连接于延伸部412上的调节齿条4132、通过水平杆4111与调节齿轮4131同轴线连接的调节涡轮4133和通过铰接耳板4112转动连接于固定部411的调节蜗杆4134。水平杆4111的轴向为水平方向且垂直于延伸部412的运动方向,调节齿轮4131与调节涡轮4133均绕水平杆4111的轴线旋转,调节齿条4132的长度方向、调节蜗杆4134的旋转轴向平行以及延伸部412的运动方向均相互平行,调节齿条4132与调节齿轮4131啮合,调节蜗杆4134与调节涡轮4133啮合。
41.在对不同尺寸的肩章进行加工时,先通过驱使调节蜗杆4134旋转以及调节蜗杆4134与调节涡轮4133的啮合传动,进而带动调节涡轮4133与调节齿轮4131同步旋转,再通过调节齿轮4131与调节齿条4132之间的啮合传动,即可带动调节齿条4132与延伸部412缓慢地滑移,即可精准地调整延伸部412的端部与下热定型模具31之间的起始水平间距,从而可以适用于不同尺寸的肩章,有益于提升装置的适用范围。
42.参照图3与图4,为适应不同形状的肩章生产,延伸部412的顶面沿竖直方向开设有螺纹孔,水平部321沿竖直方向穿设有与螺纹孔螺纹适配的调节螺杆3211。水平部321的两相对侧面分别与调节螺杆3211的螺母和延伸部412的顶面抵接。
43.在需要对具有斜边的肩章进行加工时,先通过驱使调节螺杆3211旋转,直至水平部321可活动,再驱使水平部321绕调节螺杆3211旋转,直至水平部321的旋转角度与肩章的斜边匹配,再驱使调节螺杆3211旋转,直至水平部321抵紧于调节螺杆3211的螺母与延伸部412之间,即可完成压板32的角度调整。
44.本技术实施例一种用于熨烫肩章的可调式热压定型装置的实施原理为:在对肩章进行加热时,先将折边的布料放置于下热定型模具31内,再通过推动气缸42驱使滑动安装块41朝向下热定型模具31移动,并带动压板32靠近下热定型模具31,同时布料通过弧形部322顺利地进入水平部321下方,且多个上述布设方式的压板32可以对布料的折边进行全面地限位;
45.再通过水平气缸12驱使底座3滑移至上热定型模具23下方,并通过升降气缸21驱使上热定型模具23下降,同时距离传感器33可以持续监测上热定型模具23与底座3之间的竖直间距,直至上述竖直间距尺寸低于阈值时,控制器34控制推动气缸42带动压板32远离下热定型模具31,以此实现降低布料的折边发生复位的风险,有益于提升成品肩章的质量。
46.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1