卫生用无纺布及具备其的卫生用品及吸收性物品、以及卫生用无纺布的制造方法与流程
1.本发明涉及一种卫生用无纺布及具备其的卫生用品及吸收性物品、以及卫生用无纺布的制造方法。
背景技术:
2.业界提出有可令人感受到凉感的纤维片材及具备该纤维片材的物品。例如,在专利文献1中,公开有一种于用于消除夏季暑热感的衣物中使用的舒适性布帛。据该文献记载,该布帛至少包含一种20℃至30℃下的纤维轴向的热导率为5w/mk以上的有机高分子纤维,20℃至30℃下的布帛的厚度方向的热导率为0.08w/mk以上,且接触温凉感为0.13w/cm2以上。
3.在专利文献2中,公开有一种接触凉感特性优异,用于寝具或铺垫品的片状纤维束集合体。该集合体由将多片平均纤维长度为10~200mm的包含高分子聚乙烯纤维的片状物层叠而形成的片状构成。
4.另外,本技术人提出有一种即使在湿润状态下与肌肤接触也不易带来不适的吸收性物品用片材(参照专利文献3)。该片材包含疏水性纤维及纤维素系纤维,且在片材双面,含水率50质量%的状态下的接触凉感q
max
均为2.5kw/m2以下。
5.现有技术文献
6.专利文献
7.专利文献1:日本特开2010-236130号公报
8.专利文献2:日本特开2018-145577号公报
9.专利文献3:日本特开2019-42403号公报
技术实现要素:
10.本发明涉及一种卫生用无纺布。
11.在一个实施方式中,上述卫生用无纺布含有表面的至少一部分包含聚乙烯树脂的纤维。
12.在一个实施方式中,优选上述卫生用无纺布的体积填充率为3.5%以上。
13.另外,本发明涉及一种吸收性物品,该吸收性物品具备上述卫生用无纺布。
14.另外,本发明涉及一种卫生用品,该卫生用品具备上述卫生用无纺布。
15.在一个实施方式中,上述卫生用品具备邻接于上述卫生用无纺布而配置的第2构件。
16.在一个实施方式中,上述第2构件在9.8mn/cm2(1gf/cm2)负载下的压缩变形量为0.3mm以上。
17.进而,本发明涉及一种卫生用无纺布的制造方法,其对表面的至少一部分包含聚乙烯树脂的纤维的网进行热风处理而获得纤维集合体。
18.在一个实施方式中,优选对上述纤维集合体进行压密化处理。
19.本发明的其他特征根据专利请求保护的范围及以下说明应可明确。
具体实施方式
20.经期卫生棉、卫生护垫等用于吸收从身体排出的液体的吸收性物品等卫生用品是将包含无纺布的多个构成构件组合而构成,这种物品若在使用前或穿着时与肌肤接触,则会令穿着者感受到温感,从而联想到使用时的闷热感等不适。尤其是在暑热环境下,该情况有可能变得更为显著。因此,希望吸收性物品等卫生用品中与肌肤接触的部位具有能令人感受到凉感的构成。
21.然而,专利文献1及2所记载的技术是应用于衣服、寝具等卫生用品以外的物品的技术,关于在卫生用品中的应用未进行任何研究。
22.专利文献3所记载的技术是即使在湿润状态下与肌肤接触也不易带来不适者,但关于如何减少使用吸收性物品前、或者穿着吸收性物品时且吸收液体前的不适,仍有改善余地。
23.因此,本发明涉及一种与肌肤接触时令人感受到凉感从而带来舒适的使用感的卫生用无纺布及具备其的卫生用品及吸收性物品。
24.以下,基于本发明的优选实施方式对本发明进行说明。
25.在本说明书中规定了数值的上限值或下限值、或者上下限值的情况下,上限值及下限值本身的值也包括在内。另外,即使未特别明确说明,也应理解成其记载了数值的上限值以下或下限值以上、或者上下限值的范围内的所有数值或数值范围。
26.在本说明书中,“a”或“an”等表示一或一以上的含义。
27.可理解的是,对照本说明书中的上述公开内容及以下公开内容,能实现本发明的各种变更形态、改变形态。因此,应理解在基于专利请求保护的范围的记载内容的技术范围内,关于本说明书中未明确记载的实施方式,也能实施本发明。
28.上述专利文献及以下专利文献的记载内容全部作为本说明书的内容的一部分并入本说明书中。
29.本发明的卫生用无纺布适宜用作卫生用品的构成构件。卫生用品的典型例为面罩、眼罩等卫生用品,或者吸收尿、经血等体液的吸收性物品等,优选为吸收性物品。
30.卫生用无纺布配置于穿着卫生用品时与穿着者的肌肤抵接的面即肌肤抵接面侧,或者配置于处理卫生用品时与使用者的手等接触的部位。
31.卫生用无纺布可不特别限定于此处所记载的用途地进行应用。
32.本发明的卫生用无纺布是含有表面的至少一部分包含聚乙烯树脂的纤维的纤维片材,优选仅由该纤维构成。
33.卫生用无纺布的构成纤维彼此通过相互缠绕、熔合及压接中的至少一者而维持纤维片材的形态。因此,本发明的卫生用无纺布构成为主要包含相接触的构成纤维彼此的交界清晰的形态。
34.卫生用无纺布所包含的纤维在纤维表面的至少一部分具有聚乙烯树脂。作为本发明的卫生用无纺布所包含的纤维的聚乙烯树脂的存在方式,可举出如下方式等:(i)纤维的外表面及内部均包含聚乙烯树脂的方式,即纤维的构成树脂仅为聚乙烯树脂的方式;或
(ii)含有包含聚乙烯树脂的低熔点成分、及熔点比低熔点成分高的高熔点成分,且低熔点成分沿长度方向连续地存在于纤维表面的至少一部分的双成分系的复合纤维的方式。
35.已知,通常聚乙烯树脂在有机高分子材料中尤其导热性高。因此,从发挥聚乙烯树脂本身所具有的高的导热性,并且抑制聚乙烯树脂与聚乙烯树脂以外的树脂之间产生的界面所引起的导热性下降,令使用者感受到凉感的观点出发,优选采用上述(i)的方式。
36.作为上述(i)的具体例,可举出:包含单一种类的聚乙烯树脂作为构成树脂的纤维、或仅包含多种聚乙烯树脂作为构成树脂的纤维。作为上述(ii)的具体例,可举出(a)芯鞘纤维、(b)并列型纤维等,(a)芯鞘纤维将作为高熔点成分的聚乙烯树脂以外的树脂作为芯,并以覆盖芯的表面的方式形成有作为低熔点成分的聚乙烯树脂的鞘,(b)并列型纤维将聚乙烯树脂作为低熔点成分,将聚乙烯树脂以外的树脂作为高熔点成分,并使作为低熔点成分的聚乙烯树脂沿着纤维长度方向连续地存在于纤维表面的至少一部分。本发明所使用的纤维可为实心,也可为中空。从提高导热性而令使用者容易感受到凉感的观点出发,优选为实心纤维。
37.纤维中的聚乙烯树脂的存在方式中,优选在纤维的至少外表面全域具有聚乙烯树脂,优选纤维整体由聚乙烯树脂形成。即,优选具有将聚乙烯树脂作为鞘的芯鞘结构的纤维,或仅包含聚乙烯树脂的实心纤维。通过为这种构成,导热性高的聚乙烯树脂与使用者的肌肤直接接触,因此可令使用者强烈地感受到凉感。
38.尤其是,卫生用无纺布中所存在的纤维进一步优选为仅包含聚乙烯树脂作为其构成树脂的纤维。通过仅使用导热性高的聚乙烯树脂,容易将纤维构成为导热性高,因此可令使用者更强烈地感受到凉感。
39.作为本发明所使用的聚乙烯树脂,例如可举出:低密度聚乙烯树脂(ldpe)、中密度聚乙烯树脂(mdpe)、高密度聚乙烯树脂(hdpe)、及直链状低密度聚乙烯树脂(lldpe)、以及乙烯-丙烯共聚物等。这些可单独使用或者多种混合或组合使用。
40.在使用乙烯-丙烯共聚物作为聚乙烯树脂的情况下,从提高导热性的观点出发,共聚物中的乙烯单元的比例优选为95质量%以上,进一步优选为98质量%以上。
41.另外,共聚物中的丙烯单元的比例优选为5质量%以下,进一步优选为2质量%以下。
42.作为仅包含聚乙烯树脂的纤维,可举出:仅包含hdpe的纤维(即hdpe为100质量%的纤维)、或者使用多种上述各种聚乙烯的芯鞘纤维或并列型纤维。
43.作为仅使用聚乙烯树脂的芯鞘纤维或并列型纤维,例如可举出:芯及鞘分别使用熔点不同的hdpe的纤维、芯使用ldpe及lldpe中的一种以上且鞘使用hdpe的芯鞘纤维、芯使用hdpe且鞘使用lldpe的芯鞘纤维、或者hdpe沿着长度方向连续地存在于使用lldpe的纤维的表面的至少一部分的并列型纤维等。
44.在仅包含聚乙烯树脂的纤维中,聚乙烯树脂的种类或组合可不限定于上述内容地进行采用。
45.其中,从具有热导率高的物性,以可令使用者更强烈地感受到凉感的观点出发,作为聚乙烯树脂,优选包含hdpe,进一步优选仅包含hdpe。即,进一步优选单独使用hdpe。
46.作为本发明所使用的聚乙烯树脂以外的树脂,例如可举出:聚丙烯(pp)、聚丁烯等聚乙烯树脂以外的聚烯烃树脂;聚对苯二甲酸乙二酯(pet)等聚酯树脂;聚酰胺树脂;聚氯
乙烯或聚苯乙烯等乙烯系树脂;聚丙烯酸或聚甲基丙烯酸甲酯等丙烯酸系树脂;聚全氟乙烯等氟树脂;以及尼龙等。这些树脂可单独使用一种或组合使用两种以上。
47.相对于卫生用无纺布所包含的树脂的总质量,聚乙烯树脂的含量优选为70质量%以上,更优选为80质量%以上,进一步优选为90质量%以上,进而更优选为100质量%以下,特别优选为100质量%。
48.作为本发明的卫生用无纺布的另一个实施方式,该卫生用无纺布优选在表面的至少一部分含有热导率为规定值以上的纤维。
49.详细而言,卫生用无纺布优选在表面的一部分含有热导率优选为0.11w/mk以上、更优选为0.13w/mk以上、进一步优选为0.15w/mk以上的纤维。
50.另外,现实而言,卫生用无纺布在表面的一部分含有热导率为0.4w/mk以下的纤维。
51.上述热导率例如可使卫生用无纺布熔融,成为厚度1mm左右的膜状试样的形态而测定。详细的测定方法将于下文进行叙述。
52.通过具有这种热导率,可令包含卫生用无纺布的卫生用品的使用者更强烈地感受到凉感。
53.本实施方式中与热导率有关的构成可取代上述实施方式,或并入上述实施方式中进行采用。
54.另外,关于本实施方式中未予说明的方面,可适当套用上述实施方式及与各构成有关的说明。
55.具有上述热导率的卫生用无纺布例如可通过构成为含有如下纤维作为构成纤维而获得,该纤维包含上述实施方式所使用的聚乙烯树脂中的一种或两种以上。
56.在此情况下,构成纤维的表面的至少一部分的热导率优选为0.11w/mk以上,更优选为0.13w/mk以上,进一步优选为0.15w/mk以上。若使用具有这种热导率的纤维,则容易实现卫生用无纺布的热导率的范围,因此优选。
57.另外,构成纤维的上述热导率例如通过使用仅包含聚乙烯树脂的纤维从而可容易地实现。
58.热导率例如可通过以下方法测定。首先,利用冷喷雾等将作为测定对象的无纺布或纤维从产品剥离,或进行纤维采样等操作,而将纤维分离。然后,将分离后的无纺布或纤维导入至压制机等加热加压设备中,一边以无纺布或纤维原料的熔点以上的温度对其进行加热一边加压,将其制成厚度1mm左右的膜状试样。此时,适当调节加压条件,以使空气不残存于试样中。
59.然后,使用稳态热导率测定装置(kes-f6,加多技术株式会社制造),基于从30℃的热板经由试样转移至20℃的热板的热转移量,测定热导率。该测定是对一个膜状试样进行10个部位的测定,将其中最高热导率的值设为本发明中的热导率(w/mk)。
60.关于本发明的卫生用无纺布,从减少热导率低的空气的含量以使该无纺布的热导率提高的观点出发,其体积填充率优选为3.5%以上,更优选为7.0%以上,进一步优选为10.0%以上,进而更优选为14.0%以上,特别优选为20.0%以上。
61.另外,在用作与使用者的肌肤接触的抛弃式卫生用材料的情况下,从使质感良好的观点出发,上述体积填充率优选为60.0%以下,更优选为50.0%以下,进一步优选为
30.0%以下。
62.通过具有上述体积填充率,导热性低的空气的含量在卫生用无纺布内变少,因此可提高热的转移性,由此,可令使用者更强烈地感受到凉感。
63.此外,可充分表现出纤维片材及置入有该片材的卫生用品的质感。
64.上述构成例如可通过如下述制造方法那样对纤维片材实施压缩等操作而获得。在卫生用无纺布具有密度梯度的情况下,只要与使用者的肌肤接触的最表面的层的体积填充率处于上述范围内即可。
65.上述与体积填充率有关的构成可应用于含有表面的至少一部分包含聚乙烯树脂的纤维的卫生用无纺布、构成纤维表面的热导率为规定值以上的卫生用无纺布、及无纺布的热导率为规定值以上的卫生用无纺布各实施方式。
66.本发明中的体积填充率能以表观体积相对于实际体积的百分率表示。详细而言,将测定对象的卫生用无纺布截取规定面积作为测定样品,测定其质量(g)。截取测定样品时的规定面积优选为10cm见方,但若无法切出该尺寸的测定样品,则再作为测定对象的卫生用无纺布的目视下单位面积重量均匀的区域中,以成为尽可能大的区域的宽度及长度进行截取。然后,计算出测定样品的单位面积重量a(g/cm2)。
67.另外,测定样品的厚度b(cm)的测定方法如下所述。首先,仅将12.59g(直径55mm)的板载置于激光移位计(基恩士株式会社制造的lk-080。本说明书中的激光移位计均为该激光移位计),将所测定出的厚度设为零来进行零点调节。然后,将上述板载置于测定样品之上,并使用激光移位计测定该状态下的厚度,将该厚度设为测定样品的厚度b(cm)。在厚度b的测定中,通过板的载置,对测定样品赋予了4.9mn/cm2的负载。
68.另外,使用纤维的构成成分的密度c(g/cm3),根据以下的式子,计算出体积填充率(%)。
69.体积填充率(%)=100
×
(a)/(b
×
c)
70.在吸收性物品等卫生用品中置入有测定对象的卫生用无纺布的情况下,向该卫生用品吹送冷喷雾,使热熔粘接剂固化,其后小心地将测定对象的卫生用无纺布剥离。该方法在本说明书的其他测定中也是共通的。
71.具有以上构成的卫生用无纺布由于使用至少表面的一部分具有合成树脂中导热性高的聚乙烯树脂的纤维,因此该纤维与使用者的肌肤接触时,可使由使用者的体温引起的热迅速从使用者转移至卫生用无纺布或不与使用者接触的其他纤维。
72.此外,通过使卫生用无纺布的体积填充率处于规定值的范围内,可表现出纤维片材的良好质感,并且减少卫生用无纺布内导热性低的空气的含量,因此可使产自使用者的热迅速转移至卫生用无纺布侧。
73.其结果是,在使用者的肌肤与卫生用无纺布接触时,可令使用者感受到凉感,并由凉感带来舒适的使用感。
74.根据本发明的优选方式,可令使用者更强烈地感受到凉感,因此有助于使用感进一步提高。
75.另外,通过使卫生用无纺布构成为包含纤维的形态,可增加使用者的肌肤与卫生用无纺布接触时的接触面积,令使用者感受到凉感,并且可表现出由无纺布的构成带来的柔软性。
76.构成卫生用无纺布的纤维优选纤维彼此相互接触,进一步优选纤维彼此多点接触。由此,可多方向传递由于与使用者的肌肤接触而产生的热,因此可使由使用者的体温引发的热以高的效率转移,其结果是,可更有效率地令使用者感受到凉感。
77.本发明中的“接触”包括如下两种方式,即,纤维彼此以纤维间的交界清晰的状态接触的方式;及具有纤维彼此熔合的部分,从而纤维间的交界变得不清晰的方式。
78.本发明中的“多点接触”是指,将无纺布沿与其构成纤维的延伸方向正交的方向切断而观察切断面上的任意纤维f时,位于无纺布的厚度方向且与纤维f相接的上下纤维在2个以上的点与纤维f相接。
79.纤维彼此多点接触的构成例如可通过使用下述的横截面形状为椭圆形或多叶形等非正圆形的纤维,在下述制造工序中对原料无纺布进行基于压缩等的压密化处理而获得。
80.在成为卫生用无纺布的纤维彼此接触的状态的情况下,该接触方式通过熔合或压接而构成也是优选的。通过为这种构成,可使纤维彼此的接触面积增加,从而可进一步提高热的传递效率。其结果,可高效率地给使用者带来凉感。
81.所谓熔合是指,对多个纤维仅赋予热或赋予热及压力而纤维熔融等,从而纤维间的交界变得不清晰的方式。
82.所谓压接是指,对多个纤维仅赋予压力而纤维彼此以纤维间的交界清晰的状态接触的方式,容许有纤维间形成的间隙存在。在压接中,上述“多点接触”的方式也是优选的。
83.构成卫生用无纺布的纤维的横截面形状例如可举出:正圆形及椭圆形等圆形;三角形、四边形、五边形及六边形等凸多边形或正多边形等几何形状。另外,除这些几何形状以外,也可为形成有沿着横截面的外周具有多个凹部及凸部的结构的多叶形。
84.本发明中的“横截面形状”是指,对构成卫生用无纺布的纤维,对于与其延伸方向正交的截面进行观察时所看到的形状。
85.其中,纤维的横截面形状优选为非正圆形,进一步优选为椭圆形、或将椭圆形及多叶形组合所得的形状等具有长轴及短轴的形状。通过为这种形状,容易提高卫生用无纺布的体积填充率,并且可使纤维彼此的接触点的数量及接触面积增加,从而进一步提高热的传递效率,因此可更有效地令使用者感受到凉感。
86.在纤维的横截面形状为具有长轴及短轴的形状的情况下,其长轴长度相对于短轴长度的比(长轴长度/短轴长度)优选为1.5以上,更优选为2以上,进一步优选为3以上。
87.另外,从使纤维制造时的纺丝性良好而提高生产效率的观点出发,上述比优选为10以下,更优选为8以下,进一步优选为5以下。
88.另外,优选在纤维的全长中满足上述比。
89.纤维的横截面形状的长轴及短轴的各长度例如可通过以下方法测定。首先,将测定对象的无纺布用液氮冷却后,通过切割器将该无纺布沿与纤维长度方向正交的方向切断,制作测定样品。使用扫描电子显微镜(sem),采用足以辨识纤维截面及测定纤维截面的尺寸的任意倍率观察测定样品的截面。
90.以任意10根纤维为对象,独立地观察各自的截面,根据各纤维的扫描电子显微镜图像,连接纤维截面周缘上的2点,将通过纤维截面形心的最大径长的线段设为长轴,将与该长轴正交的短轴的最大宽度设为短轴(在为外周具有多个凹凸的异形截面形状的情况
下,不考虑相当于凹部的短轴的最小宽度)。将这些的算术平均值设为本发明中的长轴长度或短轴长度。
91.在纤维的横截面形状为多叶形等外周具有多个凹凸的异形截面形状的情况下,根据以任意10根纤维为对象而获得的各纤维截面的扫描电子显微镜图像,使用图像处理软件等,基于纤维截面的周缘进行椭圆近似处理。将基于经过该处理而获得的椭圆的长轴及短轴的各长度所计算出的算术平均值设为本发明中的长轴长度或短轴长度。
92.从提高该无纺布的质感的观点出发,本发明的卫生用无纺布的厚度优选为0.1mm以上,更优选为0.2mm以上,进一步优选为0.3mm以上。
93.另外,从减少无纺布内的空气含量以提高导热性的观点出发,本发明的卫生用无纺布的厚度优选为3mm以下,更优选为1.5mm以下,进一步优选为0.5mm以下。
94.上述卫生用无纺布的厚度设为在4.9mn/cm2(0.5gf/cm2)负载下使用激光移位计等测定所得。
95.通过使卫生用无纺布的厚度为上述构成,可提高卫生用无纺布的热容量,从而高效率地制造可高效率地令使用者感受到凉感的卫生用无纺布。
96.另外,本发明的卫生用无纺布的单位面积重量优选为15g/m2以上,更优选为20g/m2以上,进一步优选为25g/m2以上。
97.另外,本发明的卫生用无纺布的单位面积重量优选为140g/m2以下,更优选为90g/m2以下,进一步优选为50g/m2以下。
98.通过为上述构成,可减少卫生用无纺布的单位面积重量不均引起的对凉感的感受差异,并且可有效地进行纤维彼此的熔合、压密化,从而可生产性高地制造具有规定体积填充率的卫生用无纺布。
99.本发明的卫生用无纺布的接触凉感q
max
优选为0.06w/m2以上,更优选为0.08w/m2以上,进一步优选为0.10w/m2以上,且优选为0.80w/m2以下,更优选为0.60w/m2以下,进一步优选为0.50w/m2以下。
100.具体而言,卫生用无纺布的接触凉感q
max
优选为0.06w/m2以上且0.80w/m2以下,更优选为0.08w/m2以上且0.60w/m2以下,进一步优选为0.10w/m2以上且0.50w/m2以下。
101.接触凉感q
max
例如可通过以下方法测定。
102.首先,从测定对象的卫生用无纺布以成为长度10cm
×
宽度10cm的尺寸的方式切出试验片,并将该试验片在室温23℃、相对湿度50%的环境下放置24小时。
103.然后,在该环境下,将试验片放置于测定台上,并使用双面胶带将试验片固定于测定台上。使用将气体、液体用作热介质的恒温装置作为测定台。
104.然后,通过测定装置(加多技术株式会社制造的kes-f7 thermo lab ii)并依照该装置的测定指南,对测定对象的接触凉感q
max
进行测定。
105.具体而言,使用面积9.0cm2、质量9.8g的纯铜板作为与测定对象接触的热板,将该铜板的初始温度设为33℃(比测定对象的表面温度高10℃的温度),将该铜板与测定对象的接触压设为1kpa,使该铜板与试验片接触,将该接触的瞬间的上述热流量的值设为零,测定该热流量的最大值。
106.对测定对象面各进行5次该测定,将所得多个测定值的算术平均值设为测定对象的接触凉感q
max
(w/m2)。
107.所谓接触凉感是将肌肤与物体接触时感到清凉的皮肤感觉数值化而得的值。该接触凉感根据肌肤与物体接触时从肌肤至物体的热转移量而不同,热转移量越多,则接触时感觉越凉。接触凉感q
max
对应于从该肌肤至物体的热转移量的最大值,就接触凉感q
max
的值而言,与物体接触时感到越凉,则该值越大,感到越暖,则该值越小。因此,通过使接触凉感q
max
的值处于上述范围内,可更有效地感受到凉感。
108.本发明的卫生用无纺布是具有2个面的片状物,其中,优选在卫生用无纺布的表面,构成纤维的存在比例(以下,将其也称为“纤维表面存在率”)为规定值以上。需要说明的是,所谓卫生用无纺布的表面是指,从卫生用无纺布的最外面起至厚度方向上与其相距20μm为止的区域。所谓卫生用无纺布的最外面是指,在将卫生用无纺布沿着厚度方向切断,并使用扫描电子显微镜(sem)观察该沿着厚度方向的截面的情况下,其图像中由位于厚度方向最外侧的部位所形成的与卫生用无纺布的厚度方向正交的面。
109.详细而言,卫生用无纺布的纤维表面存在率优选为40%以上,更优选为45%以上,进一步优选为50%以上,且优选为90%以下,更优选为85%以下,进一步优选为80%以下。
110.更详细而言,卫生用无纺布的纤维表面存在率优选为40%以上且90%以下,更优选为45%以上且85%以下,进一步优选为50%以上且80%以下。
111.纤维表面存在率是着眼于纤维的存在比例来表示在无纺布的表面其构成纤维与该纤维彼此之间的空隙的关系而得的比率。因此,通过使纤维表面存在率处于上述范围内,可减少纤维内的空气含有率,获得更高的凉感。
112.纤维表面存在率例如可基于以下方法,作为面积基准的比例进行测定。
113.详细而言,从测定对象的卫生用无纺布随机以4cm
×
4cm大小的切片作为样品而截取2个部位。使用扫描电子显微镜(sem),以电压15kv、倍率50倍的条件测定所获得的样品的一面,获得sem图像。然后,使用图像处理软件winroof2018(三谷商事株式会社制造),将sem图像以阈值121~255的值二值化,使用上述软件内置的面积计算功能,测定及计算二值化后的亮色(白色)部位的面积相对于图像全域的面积的比例,将该面积比例设为本发明的纤维表面存在率。
114.在通过上述方法难以测定的情况下,将阈值的值设为70~255的值进行二值化,测定亮色部分的面积率。
115.本发明的卫生用无纺布优选构成该无纺布的纤维以具有一定的取向性的方式配置。
116.通过为这种构成,容易沿着纤维长度方向发生热的转移,从而令使用者容易感受到凉感。
117.更具体而言,本发明的卫生用无纺布优选将该无纺布静置于水平面时,该无纺布的纤维的纤维长度方向与该水平面大致平行。
118.另外,优选除此以外或取而代之地,在俯视卫生用无纺布时,纤维的延伸方向为一个方向。例如在卫生用无纺布的俯视下,考虑卫生用无纺布的第1方向及与第1方向正交的第2方向时,进一步优选纤维的延伸方向与无纺布的第1方向或第2方向一致。在纤维彼此具有交点的情况下,期望在卫生用无纺布的俯视下,具有交点的纤维彼此所成的角度为钝角者占50%以上。所谓钝角是指大于90
°
的角度。
119.关于纤维彼此所成的角度的定量,可以对于卫生用无纺布的任意3个部位,以视野
内可确认到在10处左右的纤维的交点的倍率用sem进行拍摄,并通过sem附属的图像解析软件或任意的图像解析软件等测定并统计所获得的图像资料。另外,在不具有图像解析软件的情况下,可以印刷所获得的图像资料,通过量角器等角度测定器确认纤维彼此的角度,并写入至资料表中等来进行统计。
120.通过具有至少一个上述与纤维的取向性有关的构成,能使热转移容易向一定方向前进,从而容易更有效地令使用者感受到凉感。
121.这种构成例如可通过如下方法进行制造而获得,即,使用hdpe的短纤维作为材料来制造长条片材,一边在搬运方向上对该长条片材施加张力一边搬运该长条片材,并通过热风法使纤维彼此熔合,或一边向带式输送机等搬运设备纺出hdpe纤维一边在一个方向上搬运该纤维。
122.在上述说明中,为了便于说明,采用卫生用无纺布具有单个纤维层且该单个纤维层含有表面的至少一部分包含聚乙烯树脂的纤维的方式(不论仅包含单一纤维还是与其他纤维混纺)为例进行了说明,但不限于该形态。详细而言,卫生用无纺布也可具有2层以上的多个纤维层。
123.作为卫生用无纺布的一个实施方式,例如至少具备:含有表面的至少一部分包含聚乙烯树脂的第1纤维的纤维层(以下,将其也称为第1纤维层)、及邻接于该纤维层而配置的含有第1纤维以外的纤维的第2纤维的层(以下,将其也称为第2纤维层)。此处所谓的邻接是指纤维层彼此相邻而不介隔其他纤维层,但容许纤维层间介存有粘接剂。
124.在此情况下,从更有效地感受到凉感的观点出发,优选第1纤维层构成卫生用无纺布的外表面。另外,基于同样的观点,优选至少第1纤维层满足与上述卫生用无纺布相关的各种优选形态,更优选在整个卫生用无纺布中满足上述优选形态。
125.详细而言,多层结构的卫生用无纺布例如可通过如下方式获得,即,在含有表面的至少一部分包含聚乙烯树脂的第1纤维的纤维网、及含有第1纤维以外的纤维的第2纤维网层叠的状态下,实施热风加工或纺粘加工。在此情况下,各纤维层的交界通常不清晰,但也可包含该交界清晰的部分。在本方式的情况下,各纤维层例如通过相互缠绕、熔合及压接中的至少一者而维持纤维片材的形态。
126.作为多层结构的卫生用无纺布的另一个实施方式,可举出如下方式,即,通过粘接剂,将含有表面的至少一部分包含聚乙烯树脂的第1纤维的纤维网或纤维片材与含有第1纤维以外的纤维的纤维网或纤维片材粘接而使其接合,由此维持纤维片材的方式。在此情况下,各纤维层的交界通常是清晰的。
127.无论哪种方式,作为第1纤维以外的纤维,除包含pet树脂、pp树脂等上述构成树脂的纤维以外,还可举出纸浆纤维或人造丝纤维、以及经过亲水化处理的纤维等中的一种以上。
128.第2纤维层的单位面积重量优选为15g/m2以上,更优选为20g/m2以上,进一步优选为25g/m2以上,另外,优选为140g/m2以下,更优选为90g/m2以下,进一步优选为70g/m2以下。
129.上述卫生用无纺布可直接使用,或者也可使用该卫生用无纺布作为卫生用品的构成构件而制成具备该卫生用无纺布的卫生用品。
130.另外,在将本发明的卫生用无纺布置入至卫生用品的情况下,优选该无纺布构成与使用者的肌肤相对的面。
131.无论哪种情况,典型而言,为抛弃式。
132.具备本发明的卫生用无纺布的卫生用品例如为吸收性物品等。即,卫生用无纺布可用作吸收性物品等的构成构件。
133.典型而言,吸收性物品具备正面片材及背面片材,且具备配置于正面片材与背面片材之间的吸收体,可在除此以外还配置有卫生用无纺布的状态下使用,或者在配置有卫生用无纺布来代替正面片材或背面片材的状态下使用。作为吸收性物品,例如包括抛弃式尿布、漏尿护垫、经期卫生棉、卫生护垫等,但并不限定于这些,而广泛包括用于吸收从人体排出的液体的物品。
134.在将卫生用无纺布用作吸收性物品等的构成构件的情况下,卫生用无纺布可配置于使用吸收性物品等卫生用品时、或进行将吸收性物品等卫生用品从包装中取出等处理时,与使用者的肌肤直接接触的部位。即,卫生用无纺布优选配置于吸收性物品等卫生用品的外表面。
135.所谓吸收性物品等卫生用品的外表面是指,将封装打开而取出吸收性物品等卫生用品后,使用者可用手接触到的吸收性物品等卫生用品的面(包括正面及背面,是厚度方向上的表面侧而非内部的面)。
136.即,构成卫生用品的卫生用无纺布可配置于与穿着卫生用品的穿着者的肌肤相对的面,也可配置于不与穿着卫生用品的穿着者的肌肤相对的面,还可构成卫生用品的包装体。
137.详细而言,在作为卫生用品的一个实施方式的吸收性物品、例如抛弃式尿布中使用卫生用无纺布的情况下,例如可将其用作正面片材、侧面无纺布、腰部褶皱、配置于鼠蹊部附近的褶皱、及外包装体等构成构件。
138.另外,在作为卫生用品的一个实施方式的吸收性物品、例如漏尿护垫及经期卫生棉中使用卫生用无纺布用的情况下,例如可将其用作正面片材、侧面无纺布、臀部防护、或单个包装用的袋等构成构件。
139.另外,在作为卫生用品的一个实施方式的吸收性物品、例如漏尿护垫及经期卫生棉中使用卫生用无纺布用的情况下,例如可将其用作正面片材、配置于鼠蹊部附近的褶皱等构成构件。
140.尤其是,从在使用吸收性物品等卫生用品时感受到凉感而减少闷热等带来的不适的观点出发,卫生用无纺布优选以如下方式配置,即,将吸收性物品的卫生用品穿在准确位置时,构成与穿着吸收性物品的卫生用品的穿着者的肌肤相对的面(以下,将其也称为“肌肤相对面”)侧。
141.另外,卫生用无纺布配置于穿着时吸收性物品的卫生用品与穿着者的肌肤直接抵接的部位也是优选的。
142.作为这种吸收性物品的构成构件,例如可举出:正面片材、侧面无纺布、腰部褶皱、配置于鼠蹊部附近的褶皱等。
143.吸收性物品所使用的正面片材是构成肌肤相对面侧的片材,背面片材是构成朝着与穿着吸收性物品的穿着者的肌肤为相反侧的面(以下,将其也称为“非肌肤相对面”)侧的片材。吸收性物品所使用的正面片材及背面片材在使用本发明的卫生用无纺布以外的材料的情况下,可使用吸收性物品以往所使用的材料,并无特别限制。作为正面片材,例如可使
用具有液体透过性的各种无纺布、开孔膜等。作为背面片材,可使用具有液体难透过性或者疏水性或液体透过性的片材。作为前者,可举出:树脂膜、树脂膜与无纺布等的层压体等。后者可使用与正面片材相同者。
144.吸收性物品所使用的吸收体具备吸收性芯。吸收性芯例如由以纸浆为代表的纤维素等亲水性纤维的纤维堆积体、该亲水性纤维与吸水性聚合物的混合纤维堆积体、吸水性聚合物的堆积体等构成,典型而言包含亲水性纤维及吸水性聚合物。
145.吸收性芯也可由包芯片材覆盖。作为包芯片材的被覆方式,例如可为至少该肌肤相对面由液体透过性的包芯片材覆盖,也可为包括肌肤相对面及非肌肤相对面在内的表面全域由包芯片材覆盖。作为包芯片材,例如可使用包含亲水性纤维的薄片纸、或具有液体透过性的无纺布等。
146.从避免构成纤维缠绞肌肤而保证使用者的触感良好的观点出发,卫生用无纺布所使用的纤维的纤维径优选为3μm以上,进一步优选为5μm以上。
147.另外,从减小无纺布中的纤维间隙,从而减少无纺布中的空气含量,提高导热性的观点出发,卫生用无纺布所使用的纤维的纤维径优选为70μm以下,进一步优选为50μm以下。
148.关于纤维的纤维径,与纤维的横截面形状的长轴及短轴的各长度的测定方法同样地,进行测定样品的制作及sem观察,对每1个样品测定10根纤维的纤维径,将其算术平均值设为本发明的纤维径。在纤维为非正圆形的情况下,通过上述方法测定纤维的长轴及短轴的各长度,将一根纤维的长轴长度与短轴长度的算术平均值设为纤维径,将10根该纤维的直径的算术平均值设为本发明的纤维的纤维径。
149.只要能发挥本发明的效果,本发明的卫生用无纺布也可还包含用于提高热导率的填料。作为这种填料,例如可举出:氧化钛、氧化铝、氮化硼、氧化镁、二氧化硅、碳黑、及纳米碳管等中的至少一种。填料可存在于纤维内,也可存在于纤维彼此之间,还可在纤维表面露出一部分且在纤维内部埋入至纤维中而存在。
150.在使用本发明的卫生用无纺布制成卫生用品的情况下,该卫生用品中,除作为表面的至少一部分包含聚乙烯树脂的纤维的集合体的卫生用无纺布(以下,为了便于说明,将其也称为“第1纤维集合体”)以外,也可还具备其他构件(以下,将该构件也称为“第2构件”)。
151.作为配置有第2构件的卫生用品的实施方式,例如可使用含有吸收性聚合物及纤维的吸收性片材、以及含有吸收性聚合物及纤维的吸收体等中的至少一种作为第2构件。这些是与卫生用无纺布不同的纤维集合体的一例。作为具备这些第2构件的卫生用品,可优选举出上述吸收性物品。
152.即,在本实施方式中,配置有作为第1纤维集合体的卫生用无纺布、以及作为第2构件的吸收性片材和/或吸收体作为卫生用品的构成材料。第1纤维集合体与第2构件相互邻接配置也是优选的。本实施方式中的各纤维集合体可相互接合也可不接合。
153.作为吸收性片材,例如可使用日本特开平8-246395号公报所记载的吸收性片材等。
154.在卫生用品具备上述第2构件的情况下,或卫生用无纺布包含上述第2纤维层的情况下,第2构件或第2纤维层优选使用厚度变化为规定值以上者。
155.详细而言,第2构件在9.8mn/cm2(1gf/cm2)负载下的压缩变形量优选为0.3mm以上,
更优选为0.5mm以上。另外,第2构件在该负载下的压缩变形量优选为3mm以下。如下所述,压缩变化量作为无负载条件下的第2构件的厚度减去9.8mn/cm2(1gf/cm2)负载下的第2构件的厚度所得的变化量来表示。
156.优选在构成卫生用无纺布的第2纤维层中也具有同样的压缩变形量。此外,在卫生用品具备多层结构的卫生用无纺布及第2构件两者的情况下,优选第2构件及第2纤维层两者分别满足上述压缩变形量。
157.通过为这种构成,含有表面的至少一部分包含聚乙烯树脂的纤维的第1纤维集合体与穿着者接触时,第1纤维集合体追随第2构件的变形而容易变形,从而可增加与穿着者的接触面积,有效率地令穿着者感受到凉感。
158.关于具有上述物性的第2纤维层,例如可在下述制造方法中,使用包含pet树脂、pp树脂的纤维、或者pet/hdpe芯鞘复合纤维等作为构成纤维,对其实施热风处理,获得纤维网,再使用该纤维网而获得该第2纤维层。
159.另外,在第2构件为吸收性片材或吸收体的情况下,例如,可通过适当调节构成吸收性片材或吸收体的纤维、纤维片材及吸水性聚合物的单位面积重量而获得。
160.第2构件或第2纤维层的厚度例如可通过以下方法测定。
161.首先,以目视、sem方式对测定对象物的截面进行观察,并对纤维径、纤维间距离、或者构件间的交界等进行观察等,确认是具有多个纤维层的卫生用无纺布,还是存在卫生用无纺布及卫生用无纺布以外的第2构件。
162.在测定对象物为卫生用品的情况下,进行使卫生用品浸渍于液氮的操作等来将结构固定后,将卫生用无纺布与卫生用无纺布以外的第2构件从测定对象的卫生用品小心地剥离而使这些分离。然后,将所分离出的构件用于下述实施例中将详细叙述的接触凉感q
max
的测定,将q
max
的值最高的纤维片材设为卫生用无纺布,将邻接于该卫生用无纺布的构件设为第2构件。
163.然后,实施板的载置等操作,在对所分离出的第2构件赋予9.8mn/cm2(1gf/cm2)负载的状态下,使用激光移位计测定该状态下的厚度,并将其设为第2构件的厚度。
164.在测定对象物为多层结构的卫生用无纺布的情况下,将通过上述方法测定所得的q
max
的值最高的面侧的纤维层设为第1纤维层,将邻接于第1纤维层的纤维层设为第2纤维层,并将第2纤维层用于上述测定。
165.另外,在卫生用品整体中,9.8mn/cm2(1gf/cm2)负载下的压缩变形量优选为0.3mm以上,更优选为0.4mm以上。另外,卫生用品整体在该负载下的压缩变形量优选为15mm以下,更优选为10mm以下。
166.通过为这种构成,可使无纺布整体表现出柔软性而提高使用感,并且可增加含有表面的至少一部分包含聚乙烯树脂的纤维的第1纤维集合体与穿着者的接触面积,有效率地令穿着者感受到凉感。
167.关于上述压缩变形量,例如若为热风法,则通过以下构成可容易地实现,即,使热风的温度或风速低于通常所采用的条件,或者增加纤维根数或使用包含熔点高于热风温度的树脂的纤维,由此降低纤维彼此的熔合性。
168.可通过除上述构成以外还采用如下等构成,或者采用如下等构成来代替上述构成而容易地实现,即,设置2层以上纤维层,仅在1个纤维层设置压缩变形量比其他纤维层高的
层;或者使1个纤维层的单位面积重量比其他纤维层有所增加;或者在1个纤维层中混纺熔点高的纤维。
169.压缩变形量例如可使用加多技术株式会社制造的kes-fb-3压缩试验机进行测定。从测定对象的卫生用无纺布截取一定大小的切片,将其用作样品。将样品安装于试验机的试验台,并置于具有面积2cm2的圆形平面的钢板间进行压缩。压缩速度为0.02mm/sec,压缩最大负载为9.8mn/cm2(1gf/cm2)。将无负载条件下的厚度设为厚度t0(mm),将9.8mn/cm2(1gf/cm2)负载下的厚度设为厚度tm(mm)时,压缩变形量(mm)能以厚度t0减去厚度tm的“t0-tm”算出。
170.第2构件为吸收性片材的情况下,整体的单位面积重量优选为40g/m2以上,更优选为60g/m2以上,进一步优选为70g/m2以上,另外,优选为500g/m2以下,更优选为400g/m2以下,进一步优选为300g/m2以下。
171.第2构件为吸收体的情况下,整体的单位面积重量优选为30g/m2以上,更优选为40g/m2以上,进一步优选为50g/m2以上,另外,优选为600g/m2以下,更优选为550g/m2以下,进一步优选为500g/m2以下。
172.以上为与本发明的卫生用无纺布及具备该卫生用无纺布的卫生用品(包括吸收性物品)有关的说明,以下将对本发明的卫生用无纺布的优选的制造方法进行说明。本制造方法具备对表面的至少一部分包含聚乙烯树脂的纤维的网进行热风处理,而获得纤维集合体的工序(热风工序)。
173.优选除此以外还采用对所获得的纤维集合体进行压密化处理的工序(压密化工序)。
174.另外,本制造方法中使用的纤维的热导率处于上述值的范围内也是优选的。
175.首先,形成表面的至少一部分包含聚乙烯树脂的纤维的网。纤维网例如可通过使用公知的梳棉机的梳棉法形成。
176.然后,进行对纤维网吹送热风的热风处理,获得表面的至少一部分包含聚乙烯树脂的纤维的集合体。本工序是将纤维的网无纺布化的工序,以此方式制作的纤维集合体通常被称为热风无纺布。
177.一般而言,在对包含聚乙烯树脂的纤维网进行热风加工的情况下,从制造效率的观点出发,主要使用将聚乙烯树脂作为鞘且将聚乙烯树脂以外的高熔点树脂作为芯的芯鞘纤维,极难通过热风加工将仅包含聚乙烯树脂的纤维无纺布化。另外,使用芯鞘纤维有利于提高所获得的热风无纺布的质感、强度,但在提高导热性以令使用者感受到凉感的方面仍有改善余地。
178.本发明人对这些改善点进行了努力研究,结果发现:通过控制热风工序中的热风的温度、风速,即使使用仅包含聚乙烯树脂的纤维,也可高效率地制造具有良好的质感及强度的热风无纺布。
179.在热风工序中吹送至纤维网的热风优选其温度及风速处于特定范围内。详细而言,从使所获得的卫生用无纺布的质感良好的观点出发,吹送至纤维网的热风的温度就与构成纤维网的纤维表面所包含的树脂的熔点m(℃)的关系而言,可优选处于熔点m+4℃以下的范围内,更优选处于熔点m+3℃以下的范围内,进一步优选处于熔点m+2℃以下的范围内。
180.另外,从使构成纤维网的纤维彼此适度熔合,以使卫生用无纺布表现出耐用的强
度的观点出发,吹送至纤维网的热风的温度可优选处于熔点m-4℃以上的范围内,更优选处于熔点m-2℃以上的范围内,进一步优选处于熔点m的温度以上的范围内。
181.上述热风的温度为热风在吹出口处的温度。该温度例如可将热电偶安装于吹出口或极限靠近吹风口的位置而测定。
182.例如在使用表面包含hdpe(熔点m:130℃)的纤维作为构成纤维网的纤维的情况下,热风的温度优选可为126℃以上,更优选可为128℃以上,进一步优选可为130℃以上。
183.另外,上述条件下的热风的温度优选可为134℃以下,更优选可为133℃以下,进一步优选可为132℃以下。
184.构成纤维表面的树脂的熔点m可使用差示扫描量热测定计(hitachi high-tech science株式会社制造的dsc7000x)进行测定。首先,使用裁切成小片的纤维试样(1mg),以10℃/min的升温速度进行该试样的热分析,测定各树脂的熔解峰温度。熔点被定义为第一次升温时的熔解峰温度。在通过该方法无法测定出明确熔点的情况下,将该树脂定义为“不具有熔点的树脂”。在为不具有熔点的树脂的情况下,将软化点设为熔点m。
185.另外,在热风工序中,从使热风在纤维网的厚度方向上充分通过而易使纤维彼此熔合的观点出发,吹附至纤维网的热风的风速优选为0.6m/秒以上,进一步优选为1m/秒以上。
186.另外,基于同样的观点,吹附至纤维网的热风的风速优选为2m/秒以下,进一步优选为1.4m/秒以下。
187.通过在上述温度及风速的条件下进行热风工序,可使构成纤维网的纤维表面所存在的聚乙烯树脂熔融或软化,随机形成纤维彼此熔合的部位,因此所制造的卫生用无纺布表现出由热风无纺布带来的柔软性及良好的质感,并且表现出耐用的强度。
188.热风工序中的纤维网的搬运速度在上述温度及风速的范围内,优选为3m/min以上,进一步优选为10m/min以上,且优选为200m/min以下,进一步优选为160m/min以下。
189.经过上述工序而获得的纤维集合体已被无纺布化,因此可直接将其用作本发明的卫生用无纺布。该卫生用无纺布为热风无纺布。
190.从容易获得具有规定体积填充率的卫生用无纺布的观点出发,优选进一步对经过上述工序而获得的纤维集合体进行压密化处理(压密化工序)。本工序中的压密化处理可采用能将纤维集合体在其厚度方向上加压而压缩的方法。
191.作为压密化处理,例如可通过将纤维集合体配置于两个金属平板之间进行加压的方法(以下,将该方法也称为“压制法”)、或将纤维集合体导入至一对辊间进行加压的方法(以下,将该方法也称为“轧光法”)进行。
192.压密化处理可仅进行一次,也可根据需要通过同一种或不同种方法进行多次。另外,压密化处理中的温度可为室温,也可为加热状态,或者也可为这些的组合。
193.压密化处理的条件优选在加热状态下加压。详细而言,从使纤维集合体充分压密化而容易获得体积填充率高的卫生用无纺布的观点出发,在使用压制法的情况下,压密化处理中的加压条件以面压表示,优选为5mpa以上,进一步优选为10mpa以上。
194.另外,从不使纤维集合体膜化,保持构成纤维彼此的交界清晰的纤维形状,并且使所获得的卫生用无纺布的质感良好的观点出发,在使用压制法的情况下,压密化处理中的加压条件以面压表示,可优选设为72mpa以下,进一步优选设为32mpa以下。
195.另外,从使纤维集合体充分压密化而容易获得体积填充率高的卫生用无纺布的观点出发,采用轧光法时的加压条件以线压表示,优选为78.4n/cm(8kgf/cm)以上,进一步优选为127.4n/cm(13kgf/cm)以上。
196.另外,从不使纤维集合体膜化,保持构成纤维彼此的交界清晰的纤维形状,并且使所获得的卫生用无纺布的质感良好的观点出发,采用轧光法时的加压条件以线压表示,优选为686n/cm(70kgf/cm)以下,进一步优选为294n/cm(30kgf/cm)以下。
197.另外,从使纤维集合体充分压密化而容易获得体积填充率高的卫生用无纺布的观点出发,压制法及轧光法中任一者的情况下,压密化处理中的加热温度均优选为70℃以上,进一步优选为80℃以上。
198.从不使纤维集合体膜化,保持构成纤维彼此的交界清晰的纤维形状,并且使所获得的卫生用无纺布的质感良好的观点出发,压制法及轧光法中任一者的情况下,压密化处理中的加热温度均可优选设为120℃以下,进一步优选设为110℃以下。
199.在压密化处理中进行加热的情况下,若为压制法则只要将金属平板加热至上述温度范围即可,若为轧光法则只要将辊的周面加热至上述温度范围即可。
200.压密化处理中的加压时间可适当设定,只要为可保持构成纤维集合体的纤维的纤维形状且可进行压密化的条件即可。
201.例如,在使用压制法的情况下,上述压力及温度条件下的加压时间在每一次压密化处理中,可优选设为5秒以上,进一步优选设为10秒以上。
202.另外,在使用压制法的情况下,上述压力及温度条件下的加压时间在每一次压密化处理中,可优选设为25秒以下,进一步优选设为20秒以下。
203.例如,在使用轧光法的情况下,上述压力及温度条件下的加压时间在每一次压密化处理中,可优选设为0.01秒以上,进一步优选设为0.04秒以上。
204.另外,在使用轧光法的情况下,上述压力及温度条件下的加压时间在每一次压密化处理中,可优选设为0.1秒以下,进一步优选设为0.08秒以下。
205.通过在以上条件下进行压密化处理,可在厚度方向上压缩纤维集合体,从而容易获得具有规定体积填充率的卫生用无纺布。
206.尤其是,在上述压力及温度范围内,是纤维的构成树脂不易熔融的状态,并且可提高由热处理带来的形态稳定性及尺寸稳定性,因此可获得制造后也维持规定的体积填充率的卫生用无纺布。
207.另外,在使用横截面形状为正圆形的纤维的情况下,通过压密化处理,可使纤维的横截面形状成为扁平状,因此也具有可提高体积填充率的优点。
208.通过上述方法而获得的卫生用无纺布即使在经过压密化处理的情况下也为热风无纺布。
209.本发明的卫生用无纺布也可通过基于纺粘法的方法来代替上述制造方法而制造。以此方式制造的卫生用无纺布为纺粘无纺布。
210.详细而言,将纤维的原料树脂以熔融状态自具有多个细孔的纺丝头挤出,并且通过辊等将所挤出的树脂延伸,使其成为长纤维,将这些长纤维集聚于网状输送带上,获得表面的至少一部分包含聚乙烯树脂的纤维的网。其后,将纤维网导入至压纹辊间,通过加热及加压进行压密化(热压接),获得本发明的卫生用无纺布。即,本方法是同时进行纤维网的无
纺布化与压密化处理者。压纹辊的温度及加压条件可设于与上述压密化处理的条件同样的范围。
211.就目标卫生用无纺布而言,在制造多层结构的无纺布的情况下,例如将通过梳棉法而形成的包含热塑性树脂的第2纤维网层叠于表面的至少一部分包含聚乙烯树脂的纤维网,制成纤维网的层叠体。然后,对该层叠体实施热风处理,由此可获得作为多层结构的纤维集合体的热风无纺布。此时,关于所吹送的热风的温度,优选将熔点最低的树脂的熔点设为上述熔点m来决定热风的温度。
212.作为制造多层结构的卫生用无纺布的另一方式,可通过如下方式获得,即,对表面的至少一部分包含聚乙烯树脂的纤维网及包含热塑性树脂的第2纤维网分别进行热风处理而分别获得纤维片材后,经由粘接剂将这些纤维片材接合。
213.经过上述工序而获得的纤维集合体可直接用作本发明的卫生用无纺布。另外,也可除此以外,还在上述条件下进行压密化工序。
214.取而代之地,通过基于纺粘法的方法也可制造目标无纺布。作为制造方法,例如只要将上述第2纤维网层叠于表面的至少一部分包含聚乙烯树脂的纤维网,并在该状态下通过加热及加压进行压密化(热压接)即可。以此方式制造的卫生用无纺布为纺粘无纺布。
215.经由以上工序,可获得本发明的卫生用无纺布。该卫生用无纺布优选在以后的工序中,作为吸收性物品等卫生用品的构成构件而置入。
216.在将卫生用无纺布作为吸收性物品等卫生用品的构成材料的情况下,在制造卫生用品的任一工序中,可包括如下工序中的一个以上而制造目标吸收性物品等卫生用品:将通过上述方法而制造的卫生用无纺布用作构成材料之一,并切断该卫生用无纺布的工序;进行将该卫生用无纺布与构成卫生用品的其他构成材料(例如吸收体或片材等)层叠或接合等各种操作的工序。
217.在制造具备第2构件的卫生用品的情况下,例如只要在另外制造上述卫生用无纺布后,在卫生用品的制造工序的任一阶段,使作为第1纤维集合体的卫生用无纺布与作为第2构件的上述吸收体或吸收性片材以邻接的状态层叠或接合即可。在此情况下,卫生用无纺布能以构成穿着卫生用品时与穿着者的肌肤相对的面的方式配置,也可配置于穿着卫生用品时不与穿着者的肌肤相对的面侧。
218.以上,基于本发明的优选实施方式对本发明进行了说明,但本发明并不限制于上述实施方式。
219.关于上述本发明的实施方式,还公开以下卫生用无纺布及具备其的吸收性物品、以及卫生用无纺布的制造方法。
220.<1>
221.一种卫生用无纺布,其含有表面的至少一部分包含聚乙烯树脂的纤维,且
222.体积填充率为3.5%以上,更优选为7%以上,进一步优选为10%以上,进而更优选为14%以上。
223.<2>
224.一种卫生用无纺布,其在表面的至少一部分含有热导率为0.11w/mk以上、更优选为0.13w/mk以上、进一步优选为0.15w/mk以上的纤维,且
225.体积填充率为3.5%以上,更优选为7%以上,进一步优选为14%以上。
226.<3>
227.如上述<1>或<2>所记载的卫生用无纺布,其中,上述体积填充率为60%以下,优选为50%以下,更优选为30%以上。
228.<4>
229.如上述<1>至<3>中任一项所记载的卫生用无纺布,其中,上述纤维为(i)纤维的外表面及内部均包含聚乙烯树脂,或(ii)含有包含聚乙烯树脂的低熔点成分、及熔点低熔点成分高的高熔点成分,且低熔点成分沿长度方向连续地存在于纤维表面的至少一部分的双成分系复合纤维。
230.<5>
231.如上述<1>至<4>中任一项所记载的卫生用无纺布,其中,相对于上述卫生用无纺布所包含的树脂的总质量,聚乙烯树脂的含量为70质量%以上且100质量%以下,优选为80质量%以上,更优选为90质量%以上,进一步优选为100质量%以下。
232.<6>
233.如上述<1>至<5>中任一项所记载的卫生用无纺布,其中,构成上述纤维的树脂仅为聚乙烯树脂。
234.<7>
235.如上述<1>至<6>中任一项所记载的卫生用无纺布,其中,上述纤维的横截面形状具有长轴及短轴,且
236.上述长轴长度相对于上述短轴长度的比(长轴长度/短轴长度)为1.5以上且10以下。
237.<8>
238.如上述<1>至<7>中任一项所记载的卫生用无纺布,其中,在截面视角下,上述纤维彼此多点接触。
239.<9>
240.如上述<1>至<8>中任一项所记载的卫生用无纺布,其4.9mn/cm2负载下的厚度为0.1mm以上且3mm以下。
241.<10>
242.如上述<1>至<9>中任一项所记载的卫生用无纺布,其4.9mn/cm2负载下的厚度为0.3mm以上且0.5mm以下。
243.<11>
244.如上述<1>至<10>中任一项所记载的卫生用无纺布,其单位面积重量为15g/m2以上且140g/m2以下。
245.<12>
246.如上述<1>至<11>中任一项所记载的卫生用无纺布,其单位面积重量为25g/m2以上且50g/m2以下。
247.<13>
248.如上述<1>至<12>中任一项所记载的卫生用无纺布,其中,作为上述聚乙烯树脂,包含高密度聚乙烯树脂,优选仅包含高密度聚乙烯树脂。
249.<14>
250.如上述<1>至<13>中任一项所记载的卫生用无纺布,其中,上述纤维的纤维径为3μm以上,优选为5μm以上。
251.<15>
252.如上述<1>至<14>中任一项所记载的卫生用无纺布,其中,上述纤维的纤维径为70μm以下,优选为50μm以下。
253.<16>
254.如上述<1>至<15>中任一项所记载的卫生用无纺布,其为热风无纺布。
255.<17>
256.一种卫生用品,其具备如上述<1>至<16>中任一项所记载的卫生用无纺布。
257.<18>
258.如上述<17>所记载的卫生用品,其中,上述卫生用无纺布构成上述卫生用品的与使用者的肌肤相对的面。
259.<19>
260.如上述<17>或<18>所记载的卫生用品,其为吸收性物品。
261.<20>
262.如上述<17>至<19>中任一项所记载的卫生用品,其中,上述卫生用无纺布配置于上述卫生用品的外表面。
263.<21>
264.如上述<1>至<20>中任一项所记载的卫生用无纺布或卫生用品,其为抛弃式。
265.<22>
266.一种卫生用无纺布的制造方法,其是对表面的至少一部分包含聚乙烯树脂的纤维的网进行热风处理,获得纤维集合体,然后,
267.对上述纤维集合体进行压密化处理。
268.<23>
269.如上述<22>所记载的卫生用无纺布的制造方法,其中,上述压密化处理在5mpa以上、优选为10mpa以上的面压下进行,或在78.4n/cm(8kgf/cm)以上、优选为127.4n/cm(13kgf/cm)以上的线压下进行,且
270.在70℃以上且120℃以下的温度下进行。
271.<24>
272.如上述<22>或<23>所记载的卫生用无纺布的制造方法,其中,上述压密化处理在30mpa以下、优选为20mpa以下的面压下进行,或在686n/cm(70kgf/cm)以下、优选为294n/cm(30kgf/cm)以下的线压下进行。
273.<25>
274.如上述<22>至<24>中任一项所记载的卫生用无纺布的制造方法,其中,上述压密化处理在80℃以上且110℃以下的温度下进行。
275.<26>
276.如上述<22>至<25>中任一项所记载的卫生用无纺布的制造方法,其中,上述热风处理将温度为构成上述纤维表面的树脂的熔点-4℃以上且该树脂的熔点+4℃以下的热风以0.6m/秒以上且2m/秒以下的风速吹送至上述网而进行。
277.<27>
278.如上述<22>至<26>中任一项所记载的卫生用无纺布的制造方法,其中,上述热风处理更优选将温度为构成上述纤维表面的树脂的熔点-2℃以上且上述熔点+2℃以下的热风吹送至上述网而进行。
279.<28>
280.如上述<22>至<27>中任一项所记载的卫生用无纺布的制造方法,其中,上述纤维的表面包含高密度聚乙烯树脂,
281.上述高密度聚乙烯树脂的熔点为130℃,且
282.上述热风处理将温度为126℃以上、优选为128℃以上、更优选为130℃以上的热风吹送至上述网而进行。
283.<29>
284.如上述<22>至<28>中任一项所记载的卫生用无纺布的制造方法,其中,上述纤维的表面包含高密度聚乙烯树脂,
285.上述高密度聚乙烯树脂的熔点为130℃,且
286.上述热风处理将温度为134℃以下、优选为133℃以下、更优选为132℃以下的热风吹送至上述网而进行。
287.<30>
288.如上述<22>至<29>中任一项所记载的卫生用无纺布的制造方法,其中,上述热风处理以1m/秒以上且1.4m/秒以下的风速将热风吹送至上述网而进行。
289.<31>
290.一种卫生用品的制造方法,其在制造卫生用品的任一工序中,包括如下工序中的一个以上:将通过如上述<22>至<30>中任一项所记载的卫生用无纺布的制造方法而制造的卫生用无纺布用作构成材料之一,并切断该卫生用无纺布的工序;及将该卫生用无纺布与构成该卫生用品的其他构成材料层叠或接合的工序。
291.<32>
292.如上述<1>至<16>中任一项所记载的卫生用无纺布,其接触凉感q
max
为0.06w/m2以上。
293.<33>
294.如上述<1>至<16>、<32>中任一项所记载的卫生用无纺布,其中,以面积计,在上述卫生用无纺布的表面,构成纤维的存在比例为40%以上。
295.<34>
296.如上述<1>至<16>、<32>、<33>中任一项所记载的卫生用无纺布,其中,上述体积填充率为10.0%以上。
297.<35>
298.一种卫生用品,其具备如上述<1>至<16>、<32>至<34>中任一项所记载的卫生用无纺布、及邻接于该无纺布而配置的第2构件,且
299.上述第2构件在9.8mn/cm2(1gf/cm2)负载下的压缩变形量为0.3mm以上。
300.<36>
301.如上述<35>所记载的卫生用品,其中,上述第2构件为与上述卫生用无纺布不同
的纤维集合体。
302.<37>
303.如上述<36>所记载的卫生用品,其中,上述第2构件为吸收体。
304.<38>
305.一种卫生用无纺布的制造方法,其是制造如上述<1>至<16>、<32>至<34>中任一项所记载的卫生用无纺布的方法,且
306.对表面的至少一部分包含聚乙烯树脂的纤维的网进行热风处理,获得纤维集合体,然后,
307.对上述纤维集合体进行压密化处理。
308.实施例
309.以下,通过实施例对本发明更详细地进行说明。但本发明的范围并不限制于该实施例。
310.[实施例1~5]
[0311]
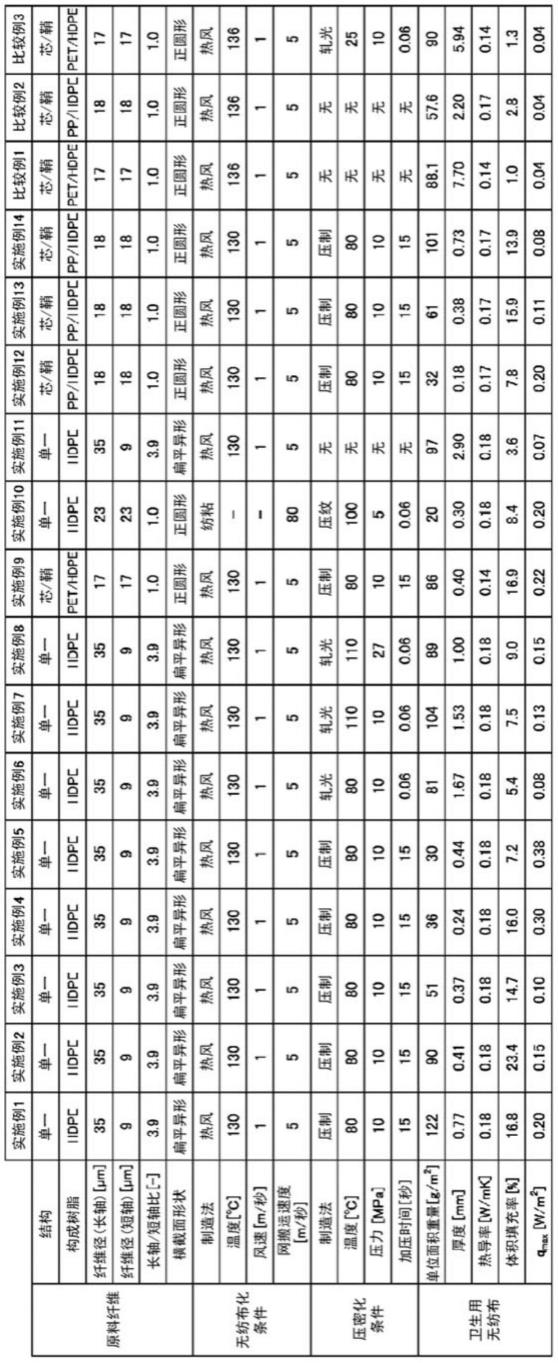
使用包含单一树脂hdpe、且横截面形状为具有长轴及短轴的扁平且多叶形(以下,将该形状也称为“扁平异形”,表中同样如此)的纤维。纤维截面中的长轴长度、短轴长度、及长轴长度相对于短轴长度的比(表中将该比也称为“长轴/短轴比”)如以下表1所示。
[0312]
首先,对单位面积重量被调节成如以下表1所示的上述纤维的网进行热风处理,获得无纺布化的纤维集合体。热风处理的条件如以下表1所示。然后,通过压制法,在以下表1所示的加热及加压条件下对纤维集合体进行压密化处理,获得目标卫生用无纺布。所获得的无纺布均为单层。
[0313]
[实施例6~8]
[0314]
除了将单位面积重量调节成如以下表1所示,且通过轧光法在以下表1所示的加热及加压条件下进行压密化处理以外,与实施例1~5同样地进行,获得目标卫生用无纺布。所获得的无纺布均为单层。
[0315]
[实施例9]
[0316]
使用芯为pet且鞘(纤维表面)为hdpe、横截面形状为正圆形的芯鞘纤维(以下,将其也称为pet/hdpe纤维)。该纤维的聚乙烯树脂含量为50质量%。在与实施例1同样的条件下,对包含该纤维的纤维网进行热风处理及压密化处理,获得目标卫生用无纺布。所获得的无纺布为单层。
[0317]
[实施例10]
[0318]
使用包含单一树脂hdpe,且横截面形状为正圆形的纤维。通过纺粘法制造单位面积重量被调节成如以下表1所示的上述纤维的网,并且通过压纹辊对该网进行压密化处理,获得由纺粘无纺布构成的卫生用无纺布。纺粘法的条件如以下表1所示。所获得的无纺布为单层。
[0319]
[实施例11]
[0320]
除了不进行压密化处理以外,与实施例1同样地获得目标卫生用无纺布。
[0321]
[实施例12~14]
[0322]
使用芯为pp且鞘(纤维表面)为hdpe、横截面形状为正圆形的芯鞘纤维(以下,将其也称为pp/hdpe纤维)。该纤维的聚乙烯树脂含量为50质量%。形成单位面积重量被调节成
如以下表1所示的上述纤维的网,在与实施例1同样的条件下,对该网进行热风处理及压密化处理,获得目标卫生用无纺布。所获得的无纺布均为单层。
[0323]
[比较例1]
[0324]
使用与实施例9同样的芯鞘纤维形成纤维的网,并在以下表1所示的条件下进行热风处理,获得目标卫生用无纺布。在本比较例中,不进行压密化处理。
[0325]
[比较例2]
[0326]
使用与实施例12同样的芯鞘纤维形成纤维的网,并在以下表1所示的条件下进行热风处理,获得目标卫生用无纺布。在本比较例中,不进行压密化处理。
[0327]
[比较例3]
[0328]
使用与实施例12同样的芯鞘纤维形成纤维的网,并在以下表1所示的条件下进行热风处理,其后,在以下表1所示的条件下不加热地通过轧光法进行压密化处理,获得目标卫生用无纺布。
[0329]
[卫生用无纺布的厚度的测定]
[0330]
测定实施例及比较例的卫生用无纺布的厚度。厚度的测定中,在对测定对象的卫生用无纺布施加4.9mn/cm2负载的状态下,使用激光移位计进行5个部位以上的测定,将所得测定值的算术平均值设为厚度(mm)。将结果示于表1。
[0331]
[无纺布的热导率的测定]
[0332]
对于实施例及比较例的卫生用无纺布,以如下方法进行热导率的测定。
[0333]
(1.样品制作)
[0334]
将作为测定对象的卫生用无纺布切成小片,将由多片层叠而成为10g左右的层叠体保持于2片sus板间并使其位于sus板中央,在无加压条件下加热1分钟,获得熔合物。加热温度为由上述差示扫描量热测定计测定所得的熔点m+20℃,在为包含多种树脂材料的无纺布的情况下,以熔点最高的树脂的熔点为基准进行加热。具体而言,含有纯hdpe纤维的无纺布在50℃下进行加热,含有pp/hdpe纤维的无纺布在180℃下进行加热,含有pet/hdpe纤维的无纺布在300℃下进行加热。
[0335]
然后,维持着上述加热温度的状态下,对所获得的熔合物施加表压200kgf(包括顶板在内的总质量:21848kg;在按面压计算压力的情况下,由于熔合物的面积会随着树脂的熔融而变化,因此面压要基于最终所获得的圆形树脂板的面积进行计算。例如在圆形树脂板的直径为15cm的情况下,面压为12mpa)的压力并保持1分钟后,维持着加压状态将其水冷至20℃为止,获得直径约15~20cm的圆形树脂板(根据树脂的熔融粘度,所获得的圆形树脂板的直径有可能发生变化)。
[0336]
然后,将所获得的圆形树脂板以通过中心的放射线状进行切断,另外,若最大径长为5cm以上,则将其进一步切断成5cm以下。然后,以使最大径长的假想线段的延伸方向随机以消除树脂取向影响的方式,将切断的树脂板重叠放置于sus板中央后,将2片厚度1mm的填隙片平行地配置于距sus板中央10cm的部位,并将sus板重叠于其上。其后,通过与上述同样的操作,进行无加压条件下的加热、及加压条件下的加热、冷却。在有气泡进入的情况下,重复同样的动作。2次加热熔融的目的是为了使样品暂时熔融,排除纤维纺丝过程中发生变化的树脂的晶体化等影响,使热历程一定。由此,获得膜。
[0337]
(2.热导率的测定)
[0338]
热导率的测定使用测定装置(加多技术株式会社制造的kes-f7thermo lab ii)通过以下方法而进行。
[0339]
首先,从所制膜截取出直径17cm的圆形,并于室温23℃、相对湿度50%的环境下放置24小时。然后,通过上述测定装置并依照该装置的测定指南,对测定对象的热导率进行测定。具体而言,将测定用的热源体(bt-box,由纵5cm
×
横5cm且厚度1mm的铝板与加热器等一体化而成)的温度设定为33℃(比测定对象的表面温度高10℃的温度),为了防止膜翘曲导致接触面积减少,以对膜每0.25m2的面积施加1kg负载的方式,使该热源体与膜接触。在测定器的显示板中,将热源体至测定对象的热流量成为一定的时点设为测定开始时点,测定自该时点起60秒内的平均热流量。根据测定条件及测定所得的热流量,基于以下式(i)进行计算。膜的厚度d为通过激光移位计在无负载条件下进行3个部位以上的测定所得的厚度的算术平均值。对每一个测定对象各进行3次上述测定,将所得测定值中的最大值设为样品的热导率(w/mk)。将结果示于表1。
[0340]
另外,作为参考例,对仅使用pet并通过上述方法而制造的膜、及仅使用pp并通过上述方法而制造的膜分别进行厚度d及热导率的测定。将其结果与实施例及比较例的结果一起示于表2。
[0341]
k=100
×
(w
×
d)/(a
×
δt)
…(i)[0342]
(k:热导率[w/mk],w:热流量[w/m2],d:膜的厚度[cm],a:铝板面积(25cm2),δt:热源体与膜的温度差(10℃))
[0343]
[体积填充率的测定]
[0344]
对于实施例及比较例的卫生用无纺布,通过上述方法计算出体积填充率(%)。将结果示于表1。
[0345]
[接触凉感q
max
的测定]
[0346]
使带有温度传感器的金属板等热板蓄热而预先将该热板的温度设定为比测定对象高的温度,使该热板与测定对象的表面接触,该接触后该热板上所蓄的热量立即向低温侧的测定对象转移,此时热流量的最大值即为接触凉感q
max
。
[0347]
接触凉感q
max
的测定使用测定装置(加多技术株式会社制造的kes-f7 thermo lab ii)通过如下方法而进行。
[0348]
首先,从测定对象的卫生用无纺布以长度10cm
×
宽度10cm的尺寸切出试验片,并将该试验片在室温23℃、相对湿度50%的环境下放置24小时。
[0349]
然后,在该环境下,将试验片放置于测定台上,并使用双面胶带将试验片固定于测定台上。使用将气体或液体用作热介质的恒温装置作为测定台。
[0350]
然后,通过上述测定装置并依照该装置的测定指南,对测定对象的接触凉感q
max
进行测定。具体而言,使用面积9.0cm2、质量9.8g的纯铜板作为与测定对象接触的热板,将该铜板的初始温度设为33℃(比测定对象的表面温度高10℃的温度),将该铜板与测定对象的接触压设为1kpa,使该铜板与试验片接触,将接触瞬间的上述热流量的值设为零,测定该热流量的最大值。对每个测定对象面各进行5次该测定,将所得多个测定值的算术平均值设为测定对象的接触凉感q
max
(w/m2)。
[0351]
接触凉感q
max
的值越大,表示热转移越快,越易令使用者感受到凉感。将结果示于以下表1。
[0352]
[表1]
[0353][0354]
[表2]
[0355][0356]
如表1及表2所示,可知各实施例的卫生用无纺布相较于比较例,热导率及体积填充率均高,另外,接触凉感q
max
也高。
[0357]
尤其由实施例1~8可知,通过使用扁平异形的纤维,该效果变得显著。
[0358]
因此,本发明的卫生用无纺布与使用者的肌肤接触时,可令人感受到凉感,从而带来舒适的使用感。
[0359]
[实施例15及16]
[0360]
将实施例2中使用的包含单一树脂hdpe的热风无纺布设为第1纤维层,将单位面积重量被调节成如以下表3所示且包含pet/hdpe纤维的单层热风无纺布设为第2纤维层。将这些纤维层层叠并通过粘接剂进行接合,获得由具有多个纤维层(2层)的纤维片材构成的卫生用无纺布。本实施例中的第1纤维层的构成与实施例2的卫生用无纺布相同。
[0361]
[实施例17~21]
[0362]
将实施例4中使用的包含单一树脂hdpe的热风无纺布设为第1纤维层,将单位面积重量被调节成如以下表3所示且包含pet/hdpe纤维的单层热风无纺布设为第2纤维层。将这些纤维层层叠并通过粘接剂进行接合,获得由具有多个纤维层(2层)的纤维片材构成的卫生用无纺布。本实施例中的第1纤维层的构成与实施例4的卫生用无纺布相同。
[0363]
[实施例22]
[0364]
将实施例10中使用的包含单一树脂hdpe的热风无纺布设为第1纤维层,将单位面积重量被调节成如以下表3所示且包含pet/hdpe纤维的单层热风无纺布设为第2纤维层。将这些纤维层层叠并通过粘接剂进行接合,获得由具有多个纤维层(2层)的纤维片材构成的卫生用无纺布。本实施例中的第1纤维层的构成与实施例10的卫生用无纺布相同。
[0365]
[体积填充率的测定]
[0366]
以与上述方法同样的方式计算出实施例的卫生用无纺布的体积填充率(%)。将结果示于以下表3。表3中,将再次公开实施例2、4及10中仅卫生用无纺布的结果。
[0367]
[接触凉感q
max
的测定]
[0368]
以与上述方法同样的方式测定实施例的卫生用无纺布的接触凉感q
max
。对于实施例15~22,以配置有第1纤维层的侧的面为对象进行测定。将结果示于表3。
[0369]
[凉感的官能评价]
[0370]
请20位专业官能检查员分别接触实施例2、4、10的卫生用无纺布,及实施例15~22的卫生用无纺布中的第1纤维层侧的面,按如下基准评价接触表面时所感受到的凉感。需要说明的是,供评价使用的卫生用无纺布分别使用放置于23℃环境下而变得与环境温度等温的状态者。评价分的算术平均值越高,表示越易有效地感受到卫生用无纺布的凉感。将结果示于以下表3。
[0371]
5分:与q
max
为0.15以上的纤维片材相同程度地强烈感受到凉感,凉感非常优异。
[0372]
4分:可良好地感受到凉感。
[0373]
3分:可感受到凉感。
[0374]
2分:几乎感受不到凉感。
[0375]
1分:与q
max
小于0.06的热风无纺布相同程度地完全感受不到凉感。
[0376]
[表3]
[0377]
[0378]
如表3所示,可知各实施例的卫生用无纺布皆体积填充率及接触凉感q
max
均高,可令人感受到优异的凉感。
[0379]
另外,通过上述方法计算出了实施例9及比较例1的卫生用无纺布的纤维表面存在率(%)。
[0380]
其结果是,实施例9的纤维表面存在率为58%,比较例1的表面纤维存在率为36%。因此,实施例9的纤维表面存在率较比较例1高,可进一步提高纤维相对于接触对象物的接触性。其结果,可令人感受到优异的凉感。
[0381]
产业上的可利用性
[0382]
根据本发明,提供一种与肌肤接触时令人感受到凉感从而带来舒适的使用感的卫生用无纺布及具备其的卫生用品及吸收性物品。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1