一种钢丝绳及其制造方法与流程
1.本发明属于钢丝绳制备技术领域,尤其涉及一种钢丝绳及其制造方法。
背景技术:
2.钢丝绳指的是将力学性能和几何尺寸符合要求的钢丝按照一定的规则捻制在一起的螺旋状钢丝束,其主要由多个钢丝拧制在绳芯上,从而形成能够承受较大重量的绳束;
3.由于钢丝绳上缠绕的多个钢丝之间会存在缝隙,在工作人员手握绳索进行收卷或放绳时,钢丝绳上的缝隙会存在夹手或卡手套的情况,使用困难不便于工作人员进行手握操作。
技术实现要素:
4.有鉴于此,本发明要解决的技术问题在于提供一种钢丝绳及其制造方法,其有益效果为能够在钢丝绳上套接多个可变形外壳,便于手握操作。
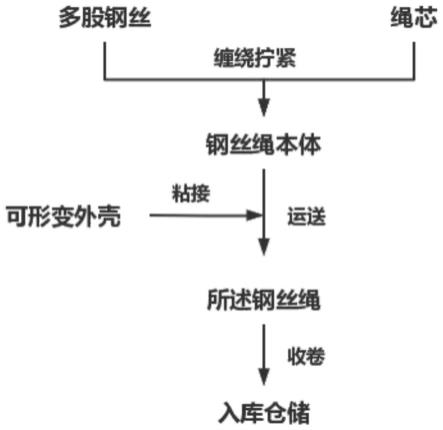
5.一种钢丝绳制造方法,包括以下步骤:
6.步骤一:将多股钢丝缠绕拧紧至绳芯上组成钢丝绳本体;
7.步骤二:在对钢丝绳本体进行运送过程中,在钢丝绳上贴合多个内部粘有胶水的可形变外壳获得带壳钢丝绳;
8.步骤三:对带壳钢丝绳进行收卷。
9.所述步骤二是使用一种钢丝绳加工装置来实现的,所述加工装置包括连接架,连接架上转动连接有多个运输轮,连接架上连接有装夹块,装夹块上固定连接有电磁块,连接架上连接有横向连接板。
10.所述装置还包括滑动连接在装夹块上的两个滑块,每个滑块上均转动连接有两个拨动杆。
11.还包括固接在连接架上的竖向杆,竖向杆上滑动连接有横向杆,横向杆上滑动连接有装夹块。
12.所述装置中的两个滑块上均固接有辅助板。
13.所述钢丝绳为带壳钢丝绳,带壳钢丝绳包括可变形外壳和钢丝绳本体,所述钢丝绳本体包括绳芯和钢丝,多个钢丝缠绕在绳芯上,所述可变形外壳包括壳体,壳体内部粘接连接有海绵块,壳体上粘接连接有铁质块,壳体上粘接连接有限位条。
附图说明
14.下面结合附图和具体实施方法对本发明做进一步详细的说明。
15.图1为一种钢丝绳制造方法的流程图;
16.图2为钢股的结构示意图;
17.图3为壳体的结构示意图;
18.图4为连接架的结构示意图;
19.图5为装夹块的结构示意图;
20.图6为存放管的结构示意图;
21.图7为横向杆的结构示意图;
22.图8为滑块的结构示意图;
23.图9为推动环的结构示意图;
24.图10为一种钢丝绳加工装置的整体结构示意图。
具体实施方式
25.一种钢丝绳制造方法,包括以下步骤:
26.步骤一:将多股钢丝缠绕拧紧至绳芯上组成钢丝绳本体;
27.步骤二:在对钢丝绳本体进行运送过程中,在钢丝绳上贴合多个内部粘有胶水的可形变外壳获得带壳钢丝绳;
28.步骤三:对带壳钢丝绳进行收卷;
29.步骤四:将收卷后的钢丝绳进行缠绕固定,入库仓储。
30.参看图2、图3、图5、图6、图10,示出了按照本发明中能够在钢丝绳本体上套装可变形外壳的实施例的示意图,进一步地,
31.所述加工装置包括连接架201,连接架201两侧分别通过轴承转动连接有两个运输轮202,连接架201上连接有装夹块401,装夹块401上固定连接有电磁块404,连接架201上连接有横向连接板501,装夹块401能够沿着竖直方向上下运动,横向连接板501上开设有两个螺纹孔,横向连接板501可通过向两个螺纹孔内拧入螺栓的方式将一个喷头连接在横向连接板501上。
32.所述钢丝绳为带壳钢丝绳,带壳钢丝绳包括可变形外壳和钢丝绳本体,带壳钢丝绳本体包括绳芯101和钢丝102,多个钢丝102缠绕在绳芯101上,所述可变形外壳包括壳体103,壳体103内部粘接连接有海绵块105,壳体103上粘接连接有铁质块106,壳体103上粘接连接有限位条104。
33.所述可变形外壳优选为pet塑料材质。
34.在钢丝绳本体上套接多个可变形外壳能够使得多个可变形外壳对钢丝绳本体上进行隔段包裹,在后续工作人员进行手持收卷或手持放绳时,能够将手依次握在多个可变形外壳上进行操作,进而避免由于线股101上的多个钢股102之间存在缝隙,工作人员手握钢丝绳本体时出现多个钢股102之间的缝隙夹手或手套,进而造成使用困难的情况出现,便于工作人员进行手握操作;
35.使用本装置进行加工时,将钢丝绳本体通过位于连接架201一侧的两个运输轮202之间,随后在经由连接架201另一侧的两个运输轮202之间,并将钢丝绳本体前端插在一个前方能够进行收卷的卷筒内,随着前方的卷筒不断转动,进而使得钢丝绳本体不断经由本装置进行运输,在钢丝绳本体经过本装置过程中,将装夹块401上的电磁块404插入一个壳体103的铁质块106内,随后使得电磁块404通电,进而使得装夹块401对壳体103进行固定,横向连接板501上的喷头与一个装胶容器连接,使得横向连接板501上的喷头能够喷出胶水,在使得装夹块401对壳体103进行固定后操作喷头喷出胶水,进而使得装夹块401对壳体103内的海绵块105上喷淋胶水,随后操作装夹块401向下移动,进而将壳体103套装在钢丝
绳本体上,在壳体103套装在钢丝绳本体上后,继续向下移动装夹块401,进而使得壳体103内的海绵块105紧靠与钢丝绳本体接触,此时由于海绵块105受到挤压,进而会使得海绵块105内的胶水能够大量浸入钢丝绳本体上,进而进行牢靠粘接,达到在钢丝绳本体上套接可变形外壳的效果,随后循环上述操作进而在钢丝绳本体上等距套装多个可变形外壳,完成加工任务;
36.同时由于使用本装置加工出钢丝绳本体上的多个可变形外壳为等距套装,故在工作人员进行放绳时,能够根据放出绳索中的的可变形外壳数量,进而能够大致估算处放出的绳索长度,从而进一步便于加工。
37.参看图5、图8,示出了按照本发明中使可变形外壳能够平稳套装在钢丝绳本体上的实施例的示意图,进一步地,
38.本系统中两个滑块402上均开设有槽口,两个滑块402均通过槽口滑动连接在装夹块401上,装夹块401上通过螺栓固定连接有两个第一电机,两个第一电机的输出轴上分别通过联轴器固定连接有两个第一丝杠,两个第一丝杠分别与两个滑块402螺纹连接,两个拨动杆403上分别焊接有两个转轴,两个拨动杆403的转轴均通过轴承转动连接在一个滑块402上,每个滑块402上均通过螺栓固定连接有两个第二电机,两个第二电机的输出轴分别与两个拨动杆403的转轴通过联轴器固定连接。
39.在操作作装夹块401向下移动过程中,操作两个滑块402滑动,进而使得多个拨动杆403均插入壳体103下方,随后使得第二电机的输出轴转动,进而使得多个第二电机的输出轴带动拨动杆403均向相互远离的方向转动,进而使得壳体103下端由于自身可变形特性进而展开,进而随着装夹块401向下移动能够使得展开后的壳体103逐渐套装在钢丝绳本体上,在装夹块401向下移动至一定距离后,操作两个滑块402复位,进而使得多个拨动杆403从壳体103下方移开,进而使得壳体103下方由于自身特性自动回位,从而自动套接在钢丝绳本体上,完成加工。
40.参看图5、图7、图8、图10,示出了按照本发明中便于自动装夹壳体103的实施例的示意图,进一步地,
41.本装置中还包括焊接连接在连接架201上的竖向杆601,竖向杆601上滑动连接有横向杆602,横向杆602上滑动连接有装夹块401,竖向杆601上通过螺栓固定连接有电动推杆ⅰ,电动推杆ⅰ的伸缩杆与横向杆602通过螺栓固定连接,横向杆602上通过螺栓固定连接有第三电机,第三电机的输出轴上通过联轴器固定连接有第二丝杠,第二丝杠与装夹块401螺纹连接
42.在进行套装过程中,操作电动推杆ⅰ的伸缩杆收缩,进而使得横向杆602向下移动,从而改变装夹块401的竖直高度,进而使得装夹块401带动壳体103向下移动,从而完成套装工作,在进行一次套装后,可操作第三电机的输出轴转动,进而在第二丝杠的带动下使得装夹块401在横向杆602上移动,进而将装夹块401移动至存放壳体103位置,随后向下移动装夹块401,进而完成自动装夹下一个壳体103的效果。
43.参看图6,示出了按照本发明中对壳体103进行存放的实施例的示意图,进一步地,
44.本装置中还包括还包括焊接连接在连接架201上的存放管301。
45.工作人员在加工前先行将多个壳体103套在存放管301上,从而便于后续移动装夹块401进行多个壳体103套装工作进行。
46.参看图5、图8,示出了按照本发明中便于加强粘接效果的实施例的示意图,进一步地,
47.本装置中两个滑块402上均焊接连接有辅助板405。
48.在进行一个壳体103的套装工作后,操作两个辅助板405移动至能够与该壳体103上表面接触处,并继续向下移动横向杆602,使得两个辅助板405压在壳体103上,随后操作两个滑块402在装夹块401上滑动,从而使得两个滑块402对上表面进行滑动挤压,从而进一步便于胶水浸入钢丝绳本体内,提高粘接效果。
49.参看图4、图6、图9,示出了按照本发明中进一步便于自动装夹壳体103的实施例的示意图,进一步地,
50.所述装置中的存放管301上开设有滑道302,推动环303滑动连接在滑道302内,存放管301上通过螺栓固定连接有第四电机,第四电机的输出轴上通过联轴器固定连接有第三丝杠,第三丝杠与推动环303螺纹连接。
51.在使用装夹块401将存放管301上的一个壳体103夹持移开后,操作第四电机的输出轴转动,进而使得第四电机的输出轴带动第三丝杠转动,第三丝杠转动从而使推动环303推动存放管301上的多个壳体103推动,从而将下一个壳体103移动至待装夹位置,从而进一步便于自动装夹的进行。
52.参看图9,示出了按照本发明中便于保证存放位置实施例的示意图,进一步地,
53.本装置中还包括设置在存放管301上的限位槽304。
54.在工作人员将多个壳体103套在存放管301上时,将壳体103上的限位条104对准限位槽304再套入存放管301上,进而使得铁质块106朝向上方,从而便于后续使用电磁块404进行装夹。
55.参看图6,示出了按照本发明中便于广泛在海绵块105上喷淋胶水的实施例的示意图,进一步地,
56.本装置中还包括滑动连接在连接架201上的连接块502,连接块502上固定连接有横向连接板501,连接架201上通过螺栓固定连接有电动推杆ⅱ,电动推杆ⅱ的伸缩杆与连接块502通过螺栓固定连接。
57.在进行胶水喷洒时,操作电动推杆ⅱ的伸缩杆伸缩,从而不断改变横向连接板501位置,进而使得横向连接板501上的喷头对海绵块105上进行大面积的喷淋胶水,进一步提高粘接效果,在喷淋结束后将横向连接板501移开,从而便于套装工作进行。
58.参看图6,示出了按照本发明中为辅助板405的挤压提供支撑的实施例的意图,进一步地,
59.本装置中还包括焊接连接在连接架201上的支撑板203。
60.在使用两个辅助板405进行挤压过程中,支撑板203能够为钢丝绳本体下端提供支撑,进而便于挤压工作的进行。
61.参看图10,示出了按照本发明中便于对连接架201进行固定的实施例的意图,进一步地,
62.本装置中连接架201上开设有多个螺纹孔。
63.可在连接架201上的多个螺纹孔内拧入螺钉进而将连接架201固定在工作位置。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1