一种毛绒面料的制备方法及毛绒面料与流程
1.本发明涉及纺织技术领域,尤其涉及一种毛绒面料的制备方法及毛绒面料。
背景技术:
2.目前常用的平民化产品,例如玩具、鞋帽和家纺类的产品,经常需要使用毛绒面料制作,由于上述产品直接接触人体肌肤,若手感粗糙会给使用者带来不适感。然而,现有的产品并没有考虑改善产品面料的手感柔顺度。
技术实现要素:
3.本发明提供了一种毛绒面料的制备方法及毛绒面料,有效改善了产品面料的手感柔顺度,提升了使用者的使用体验感。
4.有鉴于此,本发明提供的一种毛绒面料的制备方法,包括:
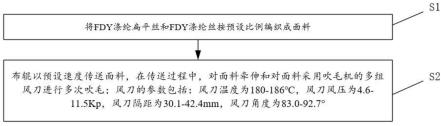
5.s1:将fdy涤纶扁平丝和fdy涤纶丝按预设比例编织成面料;
6.s2:布辊以预设速度传送所述面料,在传送过程中,对所述面料牵伸和对所述面料采用吹毛机的多组风刀进行多次吹毛;
7.所述风刀的参数包括:风刀温度为180-186℃,风刀风压为4.6-11.5kp,风刀隔距为30.1-42.4mm,风刀角度为83.0-92.7
°
8.优选地,所述预设比例具体为:
9.fdy涤纶扁平丝:fdy涤纶丝=7:3。
10.优选地,所述s2具体为:
11.布辊以6.96米/分的速度传送所述面料,所述布辊包括前牵引辊、主辊和后牵引辊,在传送过程中,当所述面料传送到前牵引辊和后牵引辊时对所述面料牵伸,当所述面料传送到主辊时对所述面料采用吹毛机的多组风刀进行多次吹毛;
12.所述风刀的参数包括:风刀温度为180-186℃,风刀风压为4.6-11.5kp,风刀隔距为30.1-42.4mm,风刀角度为83.0-92.7
°
。
13.优选地,所述吹毛的次数为四次。
14.优选地,前两次吹毛采用的风刀温度比后两次吹毛采用的风刀温度高,前两次吹毛采用的风刀风压比后两次吹毛采用的风刀风压大。
15.优选地,还包括:
16.s3:对面料落布,所述落布的速度为6.41米/分。
17.一种毛绒面料,由上述的毛绒面料的制备方法制备而成。
18.一种毛绒面料,其材料包括:fdy涤纶扁平丝和fdy涤纶丝;由所述fdy扁平丝和所述fdy涤纶丝相互编织而成;
19.采用牵伸吹毛工序制备而成。
20.优选地,所述fdy涤纶扁平丝为75d/36f,所述fdy涤纶丝为100d/48f;
21.所述fdy涤纶扁平丝和所述fdy涤纶丝的混纺比为7:3。
22.优选地,面料的毛高克重为10毛高450g/m。
23.从以上技术方案可以看出,本发明具有以下优点:
24.一种毛绒面料的制备方法,其特征在于,包括:
25.s1:将fdy涤纶扁平丝和fdy涤纶丝按预设比例编织成面料;
26.s2:布辊以预设速度传送所述面料,在传送过程中,对所述面料牵伸和对所述面料采用吹毛机的多组风刀进行多次吹毛;
27.所述风刀的参数包括:风刀温度为180-186℃,风刀风压为4.6-11.5kp,风刀隔距为30.1-42.4mm,风刀角度为83.0-92.7
°
。
28.布辊传送面料时按照一定速度对面料牵伸,面料形成一定的张力,对带有一定张力的面料采用吹毛机的多组风刀进行多次吹毛,面料的张力和吹毛机风刀参数的配合下,能够使得fdy涤纶扁平丝和fdy涤纶丝编织而成的面料拥有更好的手感柔顺度,满足对手感柔顺度要求更高的使用者的需求,提升使用者的使用体验感,该方法制成的面料应用于玩具、鞋帽和家纺类等的平民化产品,可以吸引更多的消费者购买产品,刺激产品的销量。
附图说明
29.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其它的附图。
30.图1为本发明实施例所述的毛绒面料的制备方法流程图。
具体实施方式
31.为使得本发明的发明目的、特征、优点能够更加的明显和易懂,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,下面所描述的实施例仅仅是本发明一部分实施例,而非全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
32.实施例1
33.请参阅图1,本发明的实施例提供的一种毛绒面料的制备方法,包括:
34.s1:将fdy涤纶扁平丝和fdy涤纶丝按预设比例编织成面料;
35.s2:布辊以预设速度传送面料,在传送过程中,对面料牵伸和对面料采用吹毛机的多组风刀进行多次吹毛;
36.风刀的参数包括:风刀温度为180-186℃,风刀风压为4.6-11.5kp,风刀隔距为30.1-42.4mm,风刀角度为83.0-92.7
°
。
37.需要说明的是,风刀温度为风刀的出风口的温度、风刀口的温度,风刀风压为风刀口的风压力、即热气的压力,风刀隔距为风刀口距离面料的间距,风刀角度为风刀口距离面料的倾斜角度。
38.风刀温度为设定的温度,实际上风刀的实时温度可能会受环境影响浮动。
39.布辊传送面料时按照一定的速度对面料牵伸,面料形成一定的张力,对带有一定
张力的面料采用吹毛机的多组风刀进行多次吹毛,面料的张力和吹毛机风刀参数的配合能够使得fdy涤纶扁平丝和fdy涤纶丝编织而成的面料拥有更好的手感柔顺度。
40.布辊的速度和吹毛机的风刀参数根据面料的毛高克重的变化而变化,面料的毛高克重、布辊的速度施予面料的张力和吹毛机的风刀参数之间的配合决定最终的面料品质。
41.在另一个实施例中,将对面料吹毛改为对面料喷花,可获得相似手感的面料。
42.实施例2
43.本发明的实施例提供的一种毛绒面料的制备方法,包括:
44.s1:将fdy涤纶扁平丝和fdy涤纶丝按7:3的比例编织成面料;
45.s2:布辊以预设速度传送面料,在传送过程中,对面料牵伸和对面料采用吹毛机的多组风刀进行多次吹毛;
46.风刀的参数包括:风刀温度为180-186℃,风刀风压为4.6-11.5kp,风刀隔距为30.1-42.4mm,风刀角度为83.0-92.7
°
。
47.需要说明的是,fdy涤纶扁平丝为75d/36f,fdy涤纶丝为100d/48f,编织成的面料毛高克重为10毛高450g/m。
48.实施例3
49.本发明的实施例提供的一种毛绒面料的制备方法,包括:
50.s1:将fdy涤纶扁平丝和fdy涤纶丝按7:3的比例编织成面料;
51.s2:布辊以6.96米/分的速度传送面料,布辊包括前牵引辊、主辊和后牵引辊,在传送过程中,当面料传送到前牵引辊和后牵引辊时对面料牵伸,当面料传送到主辊时对面料采用吹毛机的多组风刀进行多次吹毛;
52.风刀的参数包括:风刀温度为180-186℃,风刀风压为4.6-11.5kp,风刀隔距为30.1-42.4mm,风刀角度为83.0-92.7
°
。
53.需要说明的是,布辊的速度包括三个辊的平均速度(主辊速度、前牵速度和后牵速度),三个辊的平均速度必须一致,若不一致则面料会在机器中发生卡顿,使得面料玻璃化、纤维化和形成塑料质感,影响毛绒面料的最终品质。吹毛机的运行速度最大值为10.5-10.9米/分之间,吹毛机的运行速度可以跟布辊的速度一致。
54.主辊速度、前牵速度和后牵速度根据整个吹毛机的运行速度(布料从进入吹毛机到出去的平均速度)而调整。
55.实施例4
56.本发明的实施例提供的一种毛绒面料的制备方法,包括:
57.s1:将fdy涤纶扁平丝和fdy涤纶丝按7:3的比例编织成面料;
58.s2:布辊以6.96米/分的速度传送面料,布辊包括前牵引辊、主辊和后牵引辊,在传送过程中,当面料传送到前牵引辊和后牵引辊时对面料牵伸,当面料传送到主辊时对面料采用吹毛机的多组风刀进行四次吹毛;
59.风刀的参数包括:风刀温度为180-186℃,风刀风压为4.6-11.5kp,风刀隔距为30.1-42.4mm,风刀角度为83.0-92.7
°
。
60.实施例5
61.本发明的实施例提供的一种毛绒面料的制备方法,包括:
62.s1:将fdy涤纶扁平丝和fdy涤纶丝按7:3的比例编织成面料;
63.s2:布辊以6.96米/分的速度传送面料,布辊包括前牵引辊、主辊和后牵引辊,在传送过程中,当面料传送到前牵引辊和后牵引辊时对面料牵伸,当面料传送到主辊时对面料采用吹毛机的多组风刀进行四次吹毛,前两次吹毛采用的风刀温度比后两次吹毛采用的风刀温度高,前两次吹毛采用的风刀风压比后两次吹毛采用的风刀风压大;
64.风刀的参数包括:风刀温度为180-186℃,风刀风压为4.6-11.5kp,风刀隔距为30.1-42.4mm,风刀角度为83.0-92.7
°
。
65.需要说明的是,在本实施例中,吹毛机的风刀有四个,每个风刀对面料吹一次,四次吹毛保证了当前面料的柔软度。面料传送到主辊时先经由前两片风刀吹毛再经由后两片风刀吹毛。
66.吹毛对温度的调控相当重要,对风格花型起到决定性的作用。前两片风刀的温度比后两片风刀的温度高,前两片风刀的风压比后两片风刀的风压高;
67.前两片风刀的温度和风压较高,是为了将面料上的毛绒吹开,而后两刀风刀的温度和风压较小,是为了防止风压太大造成毛绒形成的毛面不平整或者温度太高造成吹死毛或者糊毛的现象。
68.风刀1的温度为185℃、风压为11.5kp、隔距为40.4mm,角度84.8
°
;风刀2的温度为186℃、风压为10.1kp、隔距为30.1mm,角度83.0
°
;风刀3的温度为180℃、风压为4.6kp、隔距为37.2mm,角度92.7
°
;风刀4的温度为180℃、风压为5.0kp、隔距为42.4mm,角度88.7
°
。
69.风刀隔距与风刀角度是根据面料的毛高克重而设定,比如:10毛高480克/米与15毛高700克/米的面料,风刀的隔距与角度都不一样,温度与风压也不一样。
70.实施例6
71.本发明的实施例提供的一种毛绒面料的制备方法,包括:
72.s1:将fdy涤纶扁平丝和fdy涤纶丝按预设比例编织成面料;
73.s2:布辊以6.96米/分的速度传送面料,在传送过程中,对面料牵伸和对面料采用吹毛机的多组风刀进行多次吹毛;
74.风刀的参数包括:风刀温度为180-186℃,风刀风压为4.6-11.5kp,风刀隔距为30.1-42.4mm,风刀角度为83.0-92.7
°
;
75.s3:对面料落布,落布的速度为6.41米/分。
76.需要说明的是,落布的速度为6.41米/分为平均值;
77.经过对面料吹毛后,面料的温度较高,通过落布使得高温的面料慢慢降温并落下,后牵引辊给面料牵伸形成的张力逐渐减弱,面料的布匹逐渐收缩,落布的速度相对于布辊的速度有所降低,定型面料的毛面花型效果。
78.在另一个实施例中,落布后还可以进行打卷/包装。
79.在吹毛之前可以对面料配缸、预定、染色、上柔和成定。
80.对比例1
81.本发明的对比例提供的一种毛绒面料的制备方法,包括:将fdy涤纶扁平丝和fdy涤纶丝按预设比例编织成面料。
82.性能试验分析
83.将实施例1-6提供的毛绒面料的制备方法制成的毛绒面料和对比例1提供的毛绒面料的制备方法制成的毛绒面料分别应用于玩偶产品作为试验样品1-6和对照样品。
84.试验方法:选取60名办公室白领作为试验者,男女不限,办公室白领的手较为细嫩,对面料的柔顺度较为敏感。将60名试验者分为6组,每组试验者分别用手抚摸试验样品1-6中的一种样品和对照样品各1至3秒,每组试验者抚摸的试验样品不一样,试验者选出认为手感更佳的样品。
85.其中43名试验者认为试验样品的手感更佳,占71.7%;14名试验者认为分辨不出样品手感的区别,占23.3%;3名试验者认为对照样品的手感更佳,占5.0%。
86.因此,由试验结果可以看出试验样品相对于对照样品的手感柔顺度有较为明显的提升。
87.以上所述,以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1