一种窗帘布的自动化织造装置及其织造工艺的制作方法
1.本发明涉及窗帘布织造技术领域,具体为一种窗帘布的自动化织造装置及其织造工艺。
背景技术:
2.窗帘布是用装饰布经设计缝纫而做成的窗帘,家庭常用一层窗纱、一层布帘,窗帘轨有窗帘滑轨和窗帘杆,窗帘布的面料有纯棉、麻、涤纶、真丝,也可集中原料混织而成。棉质面料质地柔软、手感好;麻质面料垂感好,肌理感强;真丝面料高贵、华丽,它是100%天然蚕丝构成。其特点为自然、粗犷、飘逸、层次感强;涤纶面料挺刮、色泽鲜明、不褪色、不缩水。
3.现有技术中在窗帘布加工过程中,需要对窗帘布的边缘进行切边,将窗帘变修整齐平,现有的通常采用两种方式,第一是人工对窗帘布边缘进行切除,这种方法拉动强度大,效率低,成本高,第二利用机械进行切除,但现有的对窗帘布边缘自动切除的装置,无法在切除之前保证窗帘布的匀整,在窗帘布不断输送切除边缘的过程中,难以把握切除的边缘的准确性,在窗帘布中间部分出现褶皱时,无法及时对其进行处理,导致切除效果差,难以保证处理后窗帘布边缘的匀整性。
4.基于此,本发明设计了一种窗帘布的自动化织造装置及其织造工艺,以解决上述问题。
技术实现要素:
5.本发明的目的在于提供一种窗帘布的自动化织造装置及其织造工艺,以解决上述背景技术中提出了现有技术中在窗帘布加工过程中,需要对窗帘布的边缘进行切边,将窗帘变修整齐平,现有的通常采用两种方式,第一是人工对窗帘布边缘进行切除,这种方法拉动强度大,效率低,成本高,第二利用机械进行切除,但现有的对窗帘布边缘自动切除的装置,无法在切除之前保证窗帘布的匀整,在窗帘布不断输送切除边缘的过程中,难以把握切除的边缘的准确性,在窗帘布中间部分出现褶皱时,无法及时对其进行处理,导致切除效果差,难以保证处理后窗帘布边缘的匀整性的问题。
6.为实现上述目的,本发明提供如下技术方案:一种窗帘布的自动化织造装置,包括固定底板,所述固定底板顶部转动连接有两个第一转杆,两个所述第一转杆外表面上共同传动连接有第一轮带和两个第二轮带,两个所述第二轮带位于第一轮带的前后两侧,且两个所述第二轮带与第一轮带的间隙为切割间隙,其中一个所述第一转杆的外端固定连接有第一电机,所述第一电机固定连接在固定底板的顶部,所述固定底板顶部连接有用于对在窗帘布进行切割的切割机构,所述第一轮带和第二轮带顶部设置有用于横向拉紧位于第一轮带顶部的窗帘布的拉紧机构,所述切割机构的右侧设置有用于在切割前将拉直后的窗帘布进行前后捋平的捋平机构;
7.所述捋平机构包括两个第一支撑架,两个支撑架均位于第一轮带的上方,且所述第一支撑架均固定连接在固定底板的顶部,两个所述第一支撑架之间共同转动连接有两组
第二转杆,每组两个所述第二转杆外表面上均传动连接有两个第三轮带,同侧两个所述第三轮带外表面上固定连接有若干沿第三轮带边缘阵列的伸缩的捋平板,所述捋平板移动至第三轮带底部向外移动时对窗帘布进行捋平,所述第一支撑架外侧连接有用于在第一轮带传动过程中同步带动前后两组第三轮带同时向内传动的驱动机构;
8.所述驱动机构包括第一转轴,所述第一转轴固定连接在右侧所述第一转杆的前端,所述固定底板顶部转动连接有第二转轴,所述第一转轴和第二转轴通过第四轮带传动连接,右侧所述第一支撑架右侧壁上转动连接有第三转轴,所述第三转轴与第二转轴通过第五轮带传动连接,所述第三转轴的后端固定连接有第一锥齿轮,所述第一支撑架右侧壁上转动连接有第四转轴,所述第四转轴的右端固定连接有第二锥齿轮,所述第二锥齿轮与第一锥齿轮相啮合,所述第四转轴外表面上固定连接有第一齿轮,前侧所述第二转杆右端固定连接有第二齿轮,所述第二齿轮与第一齿轮相啮合,内侧两个所述第二转杆外表面上均固定连接有第三齿轮,两个所述第三齿轮相啮合;
9.所述固定底板顶部传动连接有两个张紧带,两个所述张紧带分别位于两个第二轮带的外侧,两个所述张紧带内部均贯穿有与其滑动连接的第一滑杆,所述第一滑杆外端固定连接有卡爪,所述卡爪用于在捋平板捋平窗帘布后夹持窗帘布和第二轮带的边缘,两个所述第一滑杆外表面上均套设有固定连接在卡爪和张紧带之间的拉紧弹簧,所述固定底板顶部固定连接有引导板,所述引导板位于张紧带的内侧用于在卡爪移动至捋平板左侧时将卡爪向内顶出。
10.所述拉紧机构包括两个压紧辊,两个所述压紧辊分被位于两个第一转杆的正上方,两个所述压紧辊转动连接在固定底板顶部,所述固定底板底部固定连接有两个第二支撑板,两个所述第二支撑板分别位于右侧第一转杆的前后两端,两个所述第二支撑板内部均转动连接有与第一转杆同心的第三转杆,两个所述第三转杆内端均固定连接有第一摆杆,两个所述第三转杆外表面上均套设有固定连接在第一摆杆和第二支撑板之间的扭簧,两个所述第一摆杆之间共同转动连接有第四转杆,所述第四转杆底部落在窗帘布顶部,所述第四转杆通过第六轮带与右侧的第一转杆传动连接;
11.所述切割机构包括两个l型支撑架,两个所述l型支撑架分别位于第一轮带的前后两侧,两个所述l型支撑架地伸出部分底部固定连接有第一电缸,两个所述第一电缸底端共同固定连接有第一连接块,两个所述第一连接块共同转动连接有转动杆,所述转动杆的外端固定连接有第二电机,所述第二电机固定连接在第一连接块的外侧壁上,所述转动杆外表面上固定连接有两个盘式切刀,两个所述盘式切刀位于第一轮带与第二轮带之间的切割间隙的正上方;
12.所述转动杆外表面上转动连接有两个压紧轮,两个所述压紧轮分别位于两个盘式切刀的内侧;
13.一种窗帘布的织造工艺,该工艺的具体步骤为:
14.步骤一:将从编织机内织造完成的窗帘布放置第一轮带和第二轮带顶部;
15.步骤二:启动第一电机,通过第一转杆带动第一轮带和第二轮带传动,使位于第一轮带顶部的窗帘布一同向左侧移动;
16.步骤三:在窗帘布向左侧输送时,拉紧机构从顶部将窗帘布进行压紧,并从顶部反向驱动窗帘布向右侧拉扯,从而将位于切割机构和捋平机构下方的窗帘布横向拉紧;
17.步骤四:当窗帘布经过捋平机构时,捋平机构从窗帘布的中间部分向外不断传动,从窗帘布的中间位置向前后两侧将窗帘布进行捋平;
18.步骤五:在拉紧机构和捋平机构将窗帘布拉紧并向外侧捋平后,窗帘布才继续向左侧输送,切割机构向下移动,插入第一轮带与第二轮带的间隙内,对持续向左侧输送的窗帘布边缘进行切除。
19.与现有技术相比,本发明的有益效果是:
20.1.本发明通过在每次需要对窗帘布进行切除时,利用第一轮带、两个第二轮带配合拉紧机构和捋直机构,在窗帘布输送过程中,将窗帘布横向拉直,并对纵向进行捋平,避免输送过程中窗帘布发生褶皱现象,最后在配合切割机构将窗帘布边缘平稳地进行切除,方便快捷,效率较高,且避免褶皱对切除时造成的影响,提高窗帘布切除边缘的效果,避免损坏窗帘布。
21.2.本发明通过在输送窗帘布的过程中,第一转杆转动,带动第一转轴转动,第一转轴通过第四轮带带动第二转轴转动,同理第二转轴通过第五轮带带动第三转轴转动,通过第一锥齿轮、第二锥齿轮、第一齿轮和第二齿轮带动前侧的第二转杆顺时针转动,带动位于第二转杆外表面的第三轮带向内传动,使内侧的第二转杆同步转动,通过两个第三齿轮带动后侧的第二转杆逆时针转动,从而使得后方的第三轮带同步向内转动,两个第三轮带带动有伸缩性的刮板传动,当刮板移动时下方时,刮板与窗帘布顶部接触,并挤压窗帘布,刮板在第三轮带的带动下向外侧移动,从而从顶部对窗帘布向外侧进行刮动,将窗帘布的顶部进行捋平,尽量避免窗帘布在纵向上发生褶皱,避免纵向的褶皱影响后续的切除准确性。
附图说明
22.图1为本发明的工艺流程图;
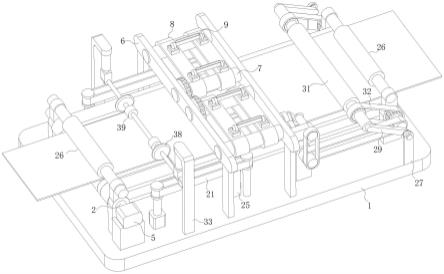
23.图2为本发明的总体结构第一立体视图;
24.图3为本发明的总体结构第二立体视图;
25.图4为本发明的总体结构第三立体视图(隐藏窗帘布);
26.图5为本发明的总体结构第四立体视图(隐藏窗帘布);
27.图6为图5中a处结构放大图;
28.图7为本发明的捋平机构部分结构示意图;
29.图8为本发明的张紧带、第一滑杆和卡爪结构示意图;
30.图9为本发明的切割机构结构示意图。
31.附图中,各标号所代表的部件列表如下:
32.固定底板1、第一转杆2、第一轮带3、第二轮带4、第一电机5、第一支撑架6、第二转杆7、第三轮带8、捋平板9、第一转轴10、第二转轴11、第四轮带12、第三转轴13、第五轮带14、第一锥齿轮15、第四转轴16、第二锥齿轮17、第一齿轮18、第二齿轮19、第三齿轮20、张紧带21、第一滑杆22、卡爪23、拉紧弹簧24、引导板25、压紧辊26、第二支撑板27、第三转杆28、第一摆杆29、扭簧30、第四转杆31、第六轮带32、l型支撑架33、第一电缸34、第一连接块35、转动杆36、第二电机37、盘式切刀38、压紧轮39。
具体实施方式
33.请参阅图1-9,本发明提供一种技术方案:一种窗帘布的自动化织造装置,包括固定底板1,固定底板1顶部转动连接有两个第一转杆2,两个第一转杆2外表面上共同传动连接有第一轮带3和两个第二轮带4,两个第二轮带4位于第一轮带3的前后两侧,且两个第二轮带4与第一轮带3的间隙为切割间隙,其中一个第一转杆2的外端固定连接有第一电机5,第一电机5固定连接在固定底板1的顶部,固定底板1顶部连接有用于对在窗帘布进行切割的切割机构,第一轮带3和第二轮带4顶部设置有用于横向拉紧位于第一轮带3顶部的窗帘布的拉紧机构,切割机构的右侧设置有用于在切割前将拉直后的窗帘布进行前后捋平的捋平机构;
34.工作时,将从编织机内织造完成的窗帘布放置第一轮带3和第二轮带4顶部,然后,启动第一电机5,通过第一转杆2带动第一轮带3和第二轮带4传动,使位于第一轮带3顶部的窗帘布一同向左侧移动,在输送过程中,位于两个第一轮带3顶部的窗帘布可能会发生横向地折叠,通过在窗帘布向左侧输送时,拉紧机构从顶部将窗帘布进行压紧,并从顶部反向驱动窗帘布向右侧拉扯,从而将位于切割机构和捋平机构下方的窗帘布横向拉紧,第一避免窗帘布横向发生褶皱,第二方便切割机构对窗帘布边缘进行切除,当窗帘布经过捋平机构时,捋平机构从窗帘布的中间部分向外不断传动,从窗帘布的中间位置向前后两侧将窗帘布进行捋平,避免窗帘发在输送过程中纵向褶皱,提高切割机构对窗帘布边缘的准确性,避免褶皱对切割机构造成影响,在拉紧机构和捋平机构将窗帘布拉紧并向外侧捋平后,窗帘布才继续向左侧输送,切割机构向下移动,插入第一轮带3与第二轮带4的间隙内,对持续向左侧输送的窗帘布边缘进行切除,方便快捷,能保证切割的精准度,第二轮带4将切除的窗帘布边缘继续向左侧输送,对切除后的窗帘布进行集中收集,方便后续进行处理,而边缘切除完成后的窗帘布则能呈现出前后边缘平整性较好,避免切出宽度不一的窗帘布,从而完成对窗帘布的自动化切除,方便快捷,从而实现在每次需要对窗帘布进行切除时,利用第一轮带3、两个第二轮带4配合拉紧机构和捋直机构,在窗帘布输送过程中,将窗帘布横向拉直,并对纵向进行捋平,避免输送过程中窗帘布发生褶皱现象,最后在配合切割机构将窗帘布边缘平稳地进行切除,方便快捷,效率较高,且避免褶皱对切除时造成的影响,提高窗帘布切除边缘的效果,避免损坏窗帘布。
35.作为本发明的进一步方案,捋平机构包括两个第一支撑架6,两个支撑架均位于第一轮带3的上方,且第一支撑架6均固定连接在固定底板1的顶部,两个第一支撑架6之间共同转动连接有两组第二转杆7,每组两个第二转杆7外表面上均传动连接有两个第三轮带8,同侧两个第三轮带8外表面上固定连接有若干沿第三轮带8边缘阵列的伸缩的捋平板9,捋平板9移动至第三轮带8底部向外移动时对窗帘布进行捋平,第一支撑架6外侧连接有用于在第一轮带3传动过程中同步带动前后两组第三轮带8同时向内传动的驱动机构;
36.驱动机构包括第一转轴10,第一转轴10固定连接在右侧第一转杆2的前端,固定底板1顶部转动连接有第二转轴11,第一转轴10和第二转轴11通过第四轮带12传动连接,右侧第一支撑架6右侧壁上转动连接有第三转轴13,第三转轴13与第二转轴11通过第五轮带14传动连接,第三转轴13的后端固定连接有第一锥齿轮15,第一支撑架6右侧壁上转动连接有第四转轴16,第四转轴16的右端固定连接有第二锥齿轮17,第二锥齿轮17与第一锥齿轮15相啮合,第四转轴16外表面上固定连接有第一齿轮18,前侧第二转杆7右端固定连接有第二
齿轮19,第二齿轮19与第一齿轮18相啮合,内侧两个第二转杆7外表面上均固定连接有第三齿轮20,两个第三齿轮20相啮合;
37.工作时,由于需要对拉直后的窗帘布进行捋平,通过在输送窗帘布的过程中,第一转杆2转动,带动第一转轴10转动,第一转轴10通过第四轮带12带动第二转轴11转动,同理第二转轴11通过第五轮带14带动第三转轴13转动,通过第一锥齿轮15、第二锥齿轮17、第一齿轮18和第二齿轮19带动前侧的第二转杆7顺时针转动,带动位于第二转杆7外表面的第三轮带8向内传动,使内侧的第二转杆7同步转动,通过两个第三齿轮20带动后侧的第二转杆7逆时针转动,从而使得后方的第三轮带8同步向内转动,两个第三轮带8带动有伸缩性的刮板传动,当刮板移动时下方时,刮板与窗帘布顶部接触,并挤压窗帘布,刮板在第三轮带8的带动下向外侧移动,从而从顶部对窗帘布向外侧进行刮动,将窗帘布的顶部进行捋平,尽量避免窗帘布在纵向上发生褶皱,避免纵向的褶皱影响后续的切除准确性。
38.作为本发明的进一步方案,固定底板1顶部传动连接有两个张紧带21,两个张紧带21分别位于两个第二轮带4的外侧,两个张紧带21内部均贯穿有与其滑动连接的第一滑杆22,第一滑杆22外端固定连接有卡爪23,卡爪23用于在捋平板9捋平窗帘布后夹持窗帘布和第二轮带4的边缘,两个第一滑杆22外表面上均套设有固定连接在卡爪23和张紧带21之间的拉紧弹簧24,固定底板1顶部固定连接有引导板25,引导板25位于张紧带21的内侧用于在卡爪23移动至捋平板9左侧时将卡爪23向内顶出;工作时,由于在刮板将窗帘布顶部进行前后的捋平后,窗帘布可能仍会在后续向切割机构移动的过程中继续内缩,形成褶皱,通过在每次刮板将窗帘布向外捋平后,张紧带21启动,带动第一滑杆22移动至捋平后的窗帘布位置,然后,启动卡爪23将窗帘布的外端和第二轮带4进行夹紧,第一可保持窗帘布与第二轮带4和第一轮带3同步的输送效果,第二有利于将窗帘布前后进行拉直,然后,张紧带21继续带动第一滑杆22、卡爪23向左侧与第一轮带3同速移动,第一滑杆22内端头里与引导板25的接触,卡爪23在拉紧弹簧24作用下向外侧拉动,从而将窗帘布向外持续张紧,避免窗帘布褶皱,卡爪23一致夹持着窗帘布,在窗帘布经过切割机构切割完成后,打开卡爪23,脱离对窗帘布的夹持,张紧带21继续带动卡爪23不停地传动,持续对后续的窗帘布进行边缘夹紧外拉处理,有利于对窗帘布边缘进行高精度的切除工作。
39.作为本发明的进一步方案,拉紧机构包括两个压紧辊26,两个压紧辊26分被位于两个第一转杆2的正上方,两个压紧辊26转动连接在固定底板1顶部,固定底板1底部固定连接有两个第二支撑板27,两个第二支撑板27分别位于右侧第一转杆2的前后两端,两个第二支撑板27内部均转动连接有与第一转杆2同心的第三转杆28,两个第三转杆28内端均固定连接有第一摆杆29,两个第三转杆28外表面上均套设有固定连接在第一摆杆29和第二支撑板27之间的扭簧30,两个第一摆杆29之间共同转动连接有第四转杆31,第四转杆31底部落在窗帘布顶部,第四转杆31通过第六轮带32与右侧的第一转杆2传动连接;工作时,由于窗帘布在受损够过程中可能会发横向的褶皱或者松弛,不利于后续的切割处理,通过在每次将窗帘布放置在第一轮带3和第二轮带4顶部后,两个压紧辊26配合两个第一转杆2从左右两端将窗帘布压紧,然后,在后续第一转杆2转动时,稳定地带动窗帘布向左侧输送,并且在右侧的第一转杆2转动时,通过第六轮带32带动第四转杆31同方向转动,第四转杆31位于窗帘布的顶部,从而将窗帘布向右侧拉扯,第四转杆31与左侧的第一转杆2对窗帘布形成相向的拉扯,从而将窗帘布横向拉直,当窗帘布被拉直后,左侧第一转杆2与压紧辊26配合始终
持续地将窗帘布向左侧输送,第四转杆31自发在反向作用下,通过第一摆杆29作用扭簧30,实现与窗帘布顶部的脱离,使得第四转杆31上下不停地跳动,避免窗帘布横向发生褶皱,有利于切割机构对窗帘布边缘进行处理。
40.作为本发明的进一步方案,切割机构包括两个l型支撑架33,两个l型支撑架33分别位于第一轮带3的前后两侧,两个l型支撑架33地伸出部分底部固定连接有第一电缸34,两个第一电缸34底端共同固定连接有第一连接块35,两个第一连接块35共同转动连接有转动杆36,转动杆36的外端固定连接有第二电机37,第二电机37固定连接在第一连接块35的外侧壁上,转动杆36外表面上固定连接有两个盘式切刀38,两个盘式切刀38位于第一轮带3与第二轮带4之间的切割间隙的正上方;工作时,由于需要对窗帘布的前后边缘进行切除,通过启动第二电机37,带动转动杆36和盘式切刀38快速转动,然后,两个第一电缸34同步伸出,将第一连接块35、转动杆36和盘式切刀38向下推动,移动至第一轮带3与第二轮带4之间,对输送的窗帘布进行稳定的切割,方便快捷。
41.作为本发明的进一步方案,转动杆36外表面上转动连接有两个压紧轮39,两个压紧轮39分别位于两个盘式切刀38的内侧;工作时,在盘式切刀38向移动切割的过程中,可能会使切除后的窗帘布部分发生卷曲,通过在盘式切刀38移动到位后,带动两个压紧轮39同步落在窗帘布的顶部,与第一轮带3之间形成压紧,对切割位置的内侧继续压紧,避免窗帘布在切割时发生卷曲。
42.一种窗帘布的织造工艺,该工艺的具体步骤为:
43.步骤一:将从编织机内织造完成的窗帘布放置第一轮带3和第二轮带4顶部;
44.步骤二:启动第一电机5,通过第一转杆2带动第一轮带3和第二轮带4传动,使位于第一轮带3顶部的窗帘布一同向左侧移动;
45.步骤三:在窗帘布向左侧输送时,拉紧机构从顶部将窗帘布进行压紧,并从顶部反向驱动窗帘布向右侧拉扯,从而将位于切割机构和捋平机构下方的窗帘布横向拉紧;
46.步骤四:当窗帘布经过捋平机构时,捋平机构从窗帘布的中间部分向外不断传动,从窗帘布的中间位置向前后两侧将窗帘布进行捋平;
47.步骤五:在拉紧机构和捋平机构将窗帘布拉紧并向外侧捋平后,窗帘布才继续向左侧输送,切割机构向下移动,插入第一轮带3与第二轮带4的间隙内,对持续向左侧输送的窗帘布边缘进行切除。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1