用于水处理的MBR波纹膜的湿法基材无纺布及其制备方法与流程
79%,其中偏心热熔纤维的重量占比为总重量的22-26%。
6.所述的热熔粘结纤维的纤维直径为1.2~1.8dtex,纤维长度为4~6mm,所述主体纤维的纤维直径为0.4~0.9dtex,纤维长度为4~6mm,表层熔点温度为130℃~180℃,内芯熔点温度为255℃~258℃,主体纤维熔点温度为255
°
c~258℃,所述原料纤维的吸湿率为0.38%,热收缩率为9~11%。
7.一种用于水处理的mbr波纹膜的湿法基材无纺布的制备方法,a,对原料纤维的亲水性进行预处理:选用具有亲水的高效表面活性剂,将抄造循环处理液和原料纤维放入打浆机内,通过加入配制好的循环处理水,打浆分散制备成纤维浆料;将纤维浆料投入储浆缸内,并开启储浆缸的搅拌机,将纤维浆料稀释分散至纤维呈单根状且悬浮与水中,制得经亲水处理的抄造纤维浆料;
8.b,抄造成纤维网:将步骤a制备的抄造纤维浆料,用液泵输入高位压水箱内,保持水位高度不变和水压稳定,经流量控制器控制流量,压力筛去除杂质,纤维浆料通过网前水箱内设置水流分配器和水流喷射管进入网前成形器,网前成型器通过侧向的调节电机进行转动,可以有效提升水流分配器和水流喷射管的喷射均匀性,在水流喷射管的出口段套接有由电控伸缩机控制的延展调节管;纤维浆料经网前成形器均匀平缓流至倾斜抄造网进行脱水成纤维湿网,配合网前成型器转动产生的离心现象来保持流速;
9.c,烘干处理:通过水平网将步骤b制备的纤维湿网导入平网带上,持续驶入到烘箱内部进行烘干处理,烘箱温度控制在原料纤维熔点温度以下;通过第一热轧机对纤维网脱烘网进行热压,纤维网初步粘结,脱网后可继续输送至第二热轧机进行同方式操作;
10.d,热熔辗压:将经第一热轧机初步粘结的纤维网导入第二热轧机实施热熔辗压而制得产生强度的所述基材无纺布;
11.e,热辗压厚度控制:将经步骤d所制得的基材无纺布连续导入第三热轧机实施无纺布的厚度轧制,第一热轧机、第二热轧机和第三热轧机内部均设置有上辊与下辊,通过位于第三热轧机两侧的同步液压调节撑杆来调节上辊与下辊之间的压力,制得符合厚度要求的基材无纺布;所述第一热轧机、第二热轧机和第三热轧机的上辊与下辊结构和材质相同,上辊为导热油加热的金属镜面辊,其辊面温度略高于纤维熔点温度,下辊以复合辊作为传动辊,在第三热轧机的出口端导入软化杀菌剂喷淋嘴和黏贴密封层的导向挤压辊,对无纺布两侧面进行喷涂之后将其密封覆盖在无纺布内部,避免挥发;
12.f,质量检测与收卷:将步骤e制得的基材无纺布制成品导入面密度和瑕疵检测系统,自动检测记录数据,由收卷计米器计数收卷。
13.本发明的有益效果是:
14.(1)本发明的用于水处理的mbr波纹膜的湿法基材无纺布及其制备方法通过将不同直径同心、偏心聚合纤维和主体pet纤维打浆分散制备成纤维浆料,配置好的纤维浆料投入已加高效亲水表面活性剂的储浆缸内,储浆缸内不停搅拌,使纤维浆料稀释分散至纤维呈单根装悬浮与水中,制得经亲水处理的抄造纤维原料,将配置好的纤维浆料通过湿法抄造工艺水流喷射铺网,纤维网铺网时通过调节纤维长短、浆料浓度和水流流速改变纤维在水中的纵横向分布,纤维浆料经往前箱流至倾斜的抄造网上进行脱水成纤维湿网,通过烘箱脱去纤维网的多余水分,烘干后的纤维网通过不同温度的热轧机热熔辗压成纵横向拉力及延伸率均衡、孔径、透气满足mbr波纹膜适用的湿法基材无纺布;
15.(2)通过在热熔粘结纤维的表层覆盖黏贴密封层,对内芯网孔内部填充的软化杀菌剂进行密封闭合,从而保持整个无纺布在收纳、运输过程中的安全性和无菌性,同时可以防止其长时间摆放硬化,提升产品品质;
16.(3)通过采用旋转式的网前成形器,可以有效提升水流分配器和水流喷射管的喷射均匀性,配合水流喷射管出口段套接的电控伸缩式延展调节管,可以有效提升其喷射面积和范围,适用性更加广泛。
附图说明
17.下面结合附图和实施例对本发明进一步说明。
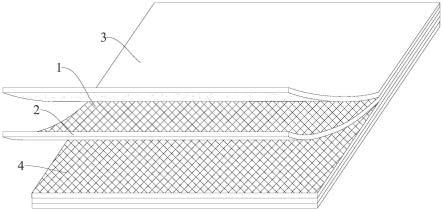
18.图1是本发明原料纤维的结构示意图。
19.图2是本发明中网前成型器位置的结构示意图。
20.图3是本发明的流程图。
21.图4是本发明中第三热轧机的内部结构示意图。
具体实施方式
22.现在结合附图对本发明作进一步详细的说明。这些附图均为简化的示意图,仅以示意方式说明本发明的基本结构,因此其仅显示与本发明有关的构成。
23.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
24.图1和图2所示的一种用于水处理的mbr波纹膜的湿法基材无纺布,原料纤维包括主体纤维和热熔粘结纤维,所述主体纤维的材质为pet,所述热熔粘结纤维包括表层2、黏贴密封层3和内芯1,表层的材质为改性copet,内芯1的材质为pet,黏贴密封层3为表面具有黏贴层的pcv材质,主体纤维和内芯1为网状结构,主体纤维和内芯1的网孔内部填充有用于软化杀菌剂4,软化杀菌剂4是酒精与无纺布柔软剂的混合液,主体纤维的重量比为总重量的55~65%,热熔粘结纤维的重量比为总重量的35~45%,其中同心热熔纤维的重量占71-79%,其中偏心热熔纤维的重量占比为总重量的22-26%。
25.所热熔粘结纤维的纤维直径为1.2~1.8dtex,纤维长度为4~6mm,主体纤维的纤维直径为0.4~0.9dtex,纤维长度为4~6mm,表层熔点温度为130℃~180℃,内芯熔点温度为255℃~258℃,主体纤维熔点温度为255℃~258℃,原料纤维的吸湿率为0.38%,热收缩率为9~11%。
26.如图3和图4所示,实施例1:一种用于水处理的mbr波纹膜的湿法基材无纺布的制备方法,a,对原料纤维的亲水性进行预处理:选用具有亲水的高效表面活性剂,将抄造循环处理液和原料纤维放入打浆机内,通过加入配制好的循环处理水,打浆分散制备成纤维浆料;将纤维浆料投入储浆缸内,并开启储浆缸的搅拌机,将纤维浆料稀释分散至纤维呈单根状且悬浮与水中,制得经亲水处理的抄造纤维浆料;
27.b,抄造成纤维网:将步骤a制备的抄造纤维浆料,用液泵输入高位压水箱内,保持水位高度不变和水压稳定,经流量控制器控制流量,压力筛去除杂质,纤维浆料通过网前水
箱内设置水流分配器5和水流喷射管6进入网前成形器7,网前成型器7通过侧向的调节电机8进行转动,调节电机8固定在水流分配器5的下表面,可以有效提升水流分配器5和水流喷射管6的喷射均匀性,在水流喷射管6的出口段套接有由电控伸缩机9控制的延展调节管10;纤维浆料经网前成形器5均匀平缓流至倾斜抄造网进行脱水成纤维湿网,配合网前成型器5转动产生的离心现象来保持流速,倾斜抄造网沿网前成形器5底部一圈布置;
28.c,烘干处理:通过水平网将步骤b制备的纤维湿网导入平网带上,持续驶入到烘箱内部进行烘干处理,烘箱温度控制在原料纤维熔点温度以下;通过第一热轧机对纤维网脱烘网进行热压,纤维网初步粘结,脱网后可继续输送至第二热轧机进行同方式操作;
29.d,热熔辗压:将经第一热轧机初步粘结的纤维网导入第二热轧机实施热熔辗压而制得产生强度的所述基材无纺布;
30.e,热辗压厚度控制:将经步骤d所制得的基材无纺布连续导入第三热轧机实施无纺布的厚度轧制,第一热轧机、第二热轧机和第三热轧机内部均设置有上辊11与下辊12,通过位于第三热轧机两侧的同步液压调节撑杆13来调节上辊11与下辊12之间的压力,制得符合厚度要求的基材无纺布;所述第一热轧机、第二热轧机和第三热轧机的上辊与下辊结构和材质相同,上辊为导热油加热的金属镜面辊,其辊面温度略高于纤维熔点温度,下辊以复合辊作为传动辊,在第三热轧机的出口端导入软化杀菌剂喷淋嘴和黏贴密封层的导向挤压辊,对无纺布两侧面进行喷涂之后将其密封覆盖在无纺布内部,避免挥发;
31.f,质量检测与收卷:将步骤e制得的基材无纺布制成品导入面密度和瑕疵检测系统,自动检测记录数据,由收卷计米器计数收卷。
32.步骤a所述纤维上网的流量为45m3每小时;所述抄造循环处理液中水:活性剂的比例为1000:2.5;储浆缸内的水和纤维比重为1000:0.5,通过降低纤维浆浓度和上网流量,使水流在流经水成型器时,流速大为减慢至12cm/s且水流平稳,水流中的纤维保持纵横交错状。
33.步骤b抄造纤维网脱水是用真空泵抽吸脱水的,其纤维直径用粗纤维、中纤维、较细纤维和超细纤维,四种不同直径的纤维组成的纤维网。
34.步骤c烘干处理的烘箱温度为75℃,箱内湿度12%,纤维网通过烘箱的时间为1.7min,第一轧机带网轧制,金属辊表面温度为140℃,线压力为轧辊为30kg/cm。
35.步骤d热熔辗压金属辊表面温度220℃,轧辊线压力为75kg/cm,复合辊表面温度为115℃,硬度为70度。
36.步骤e热辗压厚度控制:金属镜面辊表面温度160℃,轧辊线压力为95kg/cm,复合辊表面温度为95℃,硬度为95度。
37.所述步骤a原料亲水预处理,步骤b抄网造成纤维网,步骤c烘干处理,步骤d热熔辗压,步骤e热辗压厚度控制,步骤f质量检测与收卷6个步骤是连续同步进行。
38.实施例2:纤维配方浓度、流量不变,通过改变线速度增加面密度;
39.抄造成纤维网:将步骤a制备的抄造纤维浆料,用液泵输入高位压水箱内,保持水位高度不变和水压稳定,所述水箱内设置水流分配器和水流喷射管;经高位水箱底部的输水管道流经流量控制器。控制器流量353/h,经输水管道进入网前箱的流量分配器分配,由分配管喷射至上网水箱内壁上。其喷射流速约6-8m/s,水在此箱内底部翻滚。水中含有的纤维呈杂乱无方向性分布,水流由箱内下部向上溢出,经水平缓冲区减慢水流的流速,而后平
缓流至斜网上,此工艺过程,水流经过流量分配器的喷射管的断面面积60cm2,水流溢到水平缓冲区的水流断面面积是120
×
5=600cm2,水流速大为减慢。经真空泵抽吸,吸去纤维网中约80%水份,制备成含有水分的纤维网。此时在水的流量不变,抄造循环水中的含有的纤维浓度不变的前提下,开启抄造网、烘箱平网输送带、第一热轧机、第二热轧机、第三热轧机、收卷机的变频调速电机的同步控制器,使各传动区间线速度同步运行,调节线速约5.6m/min,计算公式:(每分钟流量
×
纤维浓度)
÷
(设计每平米重量
×
纤维网宽度)=线速度/min;
40.最终制得面密度75g/m2基材无纺布,其有关技术性能指标见。
41.实施例3:纤维配方浓度、流量不变,通过改变线速度增加面密度;
42.抄造成纤维网:将步骤a制备的抄造纤维浆料,用液泵输入高位压水箱内,保持水位高度不变和水压稳定,所述水箱内设置水流分配器和水流喷射管;经高位水箱底部的输水管道流经流量控制器。控制器流量353/h,经输水管道进入网前箱的流量分配器分配,由分配管喷射至上网水箱内壁上。其喷射流速约6-8m/s,水在此箱内底部翻滚。水中含有的纤维呈杂乱无方向性分布,水流由箱内下部向上溢出,经水平缓冲区减慢水流的流速,而后平缓流至斜网上,此工艺过程,水流经过流量分配器的喷射管的断面面积60cm2,水流溢到水平缓冲区的水流断面面积是120
×
5=600cm2,水流速大为减慢。经真空泵抽吸,吸去纤维网中约80%水份,制备成含有水分的纤维网。此时在水的流量不变,抄造循环水中的含有的纤维浓度不变的前提下,开启抄造网、烘箱平网输送带、第一热轧机、第二热轧机、第三热轧机、收卷机的变频调速电机的同步控制器,使各传动区间线速度同步运行,调节线速约5.2m/min,计算公式:(每分钟流量
×
纤维浓度)
÷
(设计每平米重量
×
纤维网宽度)=线速度/min;
43.最终制得面密度80g/m2基材无纺布,其有关技术性能指标见
44.实施例4:
45.按下列步骤进行:按热熔粘结纤维copet/pet纤维直径2dtex,长度3mm,占比45%,pet纤维直径1.5dtex,长度5mm,占比20%,pet纤维直径1dtex,长度3mm,占比25%.pet超细纤维直径0.3dtex,长度3mm,占比10%,将纤维称重后投入打浆机内混合打浆,打浆后的纤维浆料输入储浆缸内循环水中分散、搅拌。控制器流量403/h,经输水管道进入网前箱的流量分配器分配,由分配管喷射至上网水箱内壁上。其喷射流速约6.5-8m/s,其步骤与实施例1相同。调整线速度为5.64m/min.制得基材无纺布面密度85g/m2,其有关技术性能指标见表。
46.实施例5:
47.按下列步骤进行:按热熔粘结纤维copet/pet纤维直径2dtex,长度3mm,占比45%,pet纤维直径1.5dtex,长度5mm,占比20%,pet纤维直径1dtex,长度3mm,占比25%.pet超细纤维直径0.3dtex,长度3mm,占比10%,将纤维称重后投入打浆机内混合打浆,打浆后的纤维浆料输入储浆缸内循环水中分散、搅拌。控制器流量403/h,经输水管道进入网前箱的流量分配器分配,由分配管喷射至上网水箱内壁上。其喷射流速约6.5-8m/s,其步骤与实施例1相同。调整线速度为5.33m/min.制得基材无纺布面密度90g/m2,其有关技术性能指标见表。
48.实施例6:
49.按下列步骤进行:按热熔粘结纤维copet/pet纤维直径2dtex,长度3mm,占比45%,pet纤维直径1.5dtex,长度5mm,占比20%,pet纤维直径1dtex,长度3mm,占比25%.pet超细纤维直径0.3dtex,长度3mm,占比10%,将纤维称重后投入打浆机内混合打浆,打浆后的纤维浆料输入储浆缸内循环水中分散、搅拌。控制器流量453/h,经输水管道进入网前箱的流量分配器分配,由分配管喷射至上网水箱内壁上。其喷射流速约7.2-9m/s,其步骤与实施例1相同。调整线速度为5.68m/min.制得基材无纺布面密度95g/m2,其有关技术性能指标见表。
50.本发明的一种用于水处理的mbr波纹膜的湿法基材无纺布及其制备方法通过将不同直径同心、偏心聚合纤维和主体pet纤维打浆分散制备成纤维浆料,配置好的纤维浆料投入已加高效亲水表面活性剂的储浆缸内,储浆缸内不停搅拌,使纤维浆料稀释分散至纤维呈单根装悬浮与水中,制得经亲水处理的抄造纤维原料,将配置好的纤维浆料通过湿法抄造工艺水流喷射铺网,纤维网铺网时通过调节纤维长短、浆料浓度和水流流速改变纤维在水中的纵横向分布,纤维浆料经往前箱流至倾斜的抄造网上进行脱水成纤维湿网,通过烘箱脱去纤维网的多余水分,烘干后的纤维网通过不同温度的热轧机热熔辗压成纵横向拉力及延伸率均衡、孔径、透气满足mbr波纹膜适用的湿法基材无纺布;通过在热熔粘结纤维的表层覆盖黏贴密封层,对内芯网孔内部填充的软化杀菌剂进行密封闭合,从而保持整个无纺布在收纳、运输过程中的安全性和无菌性,同时可以防止其长时间摆放硬化,提升产品品质;通过采用旋转式的网前成形器,可以有效提升水流分配器和水流喷射管的喷射均匀性,配合水流喷射管出口段套接的电控伸缩式延展调节管,可以有效提升其喷射面积和范围,适用性更加广泛。
51.以上述依据本发明的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项发明技术思想的范围内,进行多样的变更以及修改。本项发明的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1