一种金银丝纬弹锻面料生产工艺的制作方法
1.本发明涉及纺织生产技术领域,具体为一种金银丝纬弹锻面料生产工艺。
背景技术:
2.当前随着科学技术的不断发展与进步,人们的生活水平不断提高,对于产品质量以及外观的追求越来越高,现如今的面料已经进入一个以质取胜的时代,时尚性、功能性、环保性的新型面料的使用受到广大消费者的极力热捧,而金银丝纬弹锻面料以其好看的纹路和闪光效应是比较受到大众欢迎的一种。
3.对比文件为授权公告号cn108221216b的专利公开了一种布料清洗烘干一体装置,该专利中通过设置的回流管对污水腔内的污水进行循环利用,实现回流至清洗装置内,通过设置的水泵对回流管产生流动的力,从而使回流管内的液体流回至清洗装置内,从而进行循环利用,但是上述的结构在具体实施过程中,还存在以下的问题:1、对比文件中在利用喷头喷水对布料清洗的过程中,冲刷布料产生的污水是直接顺着布料的导向向下流动,而布料清洗后的部位也是在向下移动后向右侧移动,从而使得清洗产生的污水会附在清洗后的布料上,使得装置对布料的清洗效果大打折扣,无法进一步提高对水资源的利用率。
4.2、对比文件中是直接通过喷头喷出的清水对经过的布料进行冲洗,其所能清洗的效果十分有限,无法在不影响整个布料清洗效率的前提下,进一步提高装置对布料的清洗效果,从而降低了整个布料清洗装置的使用效果。
5.3、虽然对比文件中也设置有相应的烘干结构,但是该烘干结构是直接将烘干产生的高温水气排放到加工车间中,这既会导致车间内的湿度和温度较高,影响电子产品的安全使用,也会导致水资源的浪费。
技术实现要素:
6.本发明的目的在于提供一种金银丝纬弹锻面料生产工艺,以解决上述背景技术中提出的相关问题。
7.为实现上述目的,本发明提供如下技术方案:一种金银丝纬弹锻面料生产工艺,包括如下工艺步骤,络丝-倍捻-整浆-并轴-穿综-织造-清洗收卷。
8.a.络丝:使用络丝机,设定络丝份量:络丝起始频率45,络丝时频率22,络丝时长200分钟,络丝张力在24-25g,无压片;b.倍捻:使用倍捻机,设定速12000r/min,加张力珠组合0.9*1粒+0.8*1粒,包角360度,卷曲张力15g,出丝张力24g,蒸箱定型温度95℃,时长100min,运转为单运转;c.整经:设定车速200m/min,整经纱架张力控制在6-8g,卷取张力在10kg,单轴根数1290根,共计12只经轴,合计根数15480根,并在并轴架后方设立新型纱架,为并轴提供186根金丝以及186根银丝;d.并轴:车速设定40m/min,退解张力17-19g,卷曲张力380kg,纱线倾斜角度12%;
e.穿综:采用10片综,花样穿综;f.织造:车速设定630r/min,后梁高度6cm,角度75
°
,上机张力250-300kg进行织造;g.清洗烘干,并对其进行收卷。
9.优选的,一种金银丝纬弹锻面料生产工艺所用的加工设备,包括清洗仓,其特征在于:所述清洗仓的底部依次安装有储水仓、电器仓和冷却仓,所述清洗仓内底部的一侧安装有烘干仓,所述清洗仓内底部远离烘干仓的一侧交错安装有两组导流隔板,所述清洗仓内部靠近导流隔板的一侧安装有六组第一导向辊,且有两组第一导向辊位于热风机的内底部,所述清洗仓内顶部和内底部远离烘干仓的一侧分别安装有毛刷,所述清洗仓内部远离毛刷一侧的顶部设置有一对相互配合的第二导向辊,所述烘干仓的顶部设置有冲洗组件,所述烘干仓内部的两侧皆设置有第三导向辊,所述烘干仓的内顶部和内底部皆安装有s型安装管,且s型安装管的外侧均匀安装有喷气头,所述清洗仓顶部的中间位置处安装有热风机,所述热风机的输出端与两组s型安装管的内部连通,所述清洗仓和烘干仓的内部共同设置有回收组件,所述冷却仓内部的两侧对称设置有一对第四导向辊,所述冷却仓的内顶部和内底部共同设置有降温组件,所述电器仓的一端安装有控制面板,所述控制面板通过导线与热风机电连接。
10.优选的,所述冲洗组件包括冲洗仓、暂存仓、喷水头、电动升降杆和水泵,所述烘干仓顶部远离第二导向辊的一侧铰接有冲洗仓,且冲洗仓的顶部和底部皆安装有暂存仓,所述冲洗仓的内顶部和内底部均匀安装有与暂存仓内部连通的喷水头,所述烘干仓顶部靠近第二导向辊一侧的两端对称铰接有电动升降杆,且电动升降杆的输出端与冲洗仓的底部铰接,所述电器仓内部的一端安装有水泵,所述水泵的输入端与储水仓的内底部连通,所述水泵的输出端通过导管与两组暂存仓的内部连通,所述控制面板通过导线分别与电动升降杆和水泵电连接。
11.优选的,所述回收组件包括抽气泵、s型热交换管、环形中空仓和进气孔,所述烘干仓内部远离第三导向辊的一侧安装有环形中空仓,且环形中空仓靠近第三导向辊的一侧均匀开设有进气孔,所述清洗仓内底部远离第二导向辊的一侧安装有s型热交换管,且s型热交换管的一端与环形中空仓的内部连通,所述s型热交换管的另一端与储水仓的内顶部连通,所述电器仓内部的一端安装有抽气泵,且抽气泵的输入端与储水仓内侧的顶部连通,所述控制面板通过导线与抽气泵电连接。
12.优选的,所述降温组件包括汇集仓、喷气孔、安装仓、筛板和干燥包,所述冷却仓的内顶部安装有汇集仓,且汇集仓的底部均匀开设有喷气孔,所述冷却仓的内底部安装有安装仓,所述安装仓的内部与汇集仓的内部连通,所述安装仓内部的中间位置处安装有筛板,且筛板的顶部均匀放置有干燥包,所述安装仓的内底部与抽气泵的输出端连通。
13.优选的,所述清洗仓内部远离第二导向辊的一侧设置有辅助组件,所述辅助组件包括浮球、活动杆、安装架、指向板和容量刻度线,所述清洗仓内部远离第二导向辊一侧的中间位置处安装有安装架,且安装架的内部设置有活动杆,活动杆的顶部安装有指向板,指向板的一侧延伸至清洗仓的外侧,所述清洗仓远离第二导向辊的一端设置有与指向板相互配合的容量刻度线,而活动杆的底部安装有浮球。
14.优选的,所述清洗仓和冷却仓的同一端分别安装有与一对第二导向辊和一对第四
导向辊传动连接的驱动装置,所述驱动装置包括驱动电机和驱动齿轮,一对所述第二导向辊靠近控制面板的一端安装有两组相互啮合的驱动齿轮,所述第二导向辊靠近控制面板一端一侧的顶部安装有与一组第二导向辊转轴传动连接的驱动电机。
15.优选的,所述清洗仓远离第二导向辊一侧一端的底部安装有第一流量阀,所述储水仓靠近第一流量阀一侧的底部安装有第二流量阀,且第二流量阀的输入端与外接供水装置的输出端连通。
16.优选的,所述s型热交换管由靠近环形中空仓的一侧向另一侧逐渐向下倾斜。
17.优选的,所述烘干仓内部的中间位置处均匀设置有第一辅助辊,所述冷却仓内部的中间位置处均匀设置有第二辅助辊。
18.与现有技术相比,本发明提供了一种金银丝纬弹锻面料生产工艺,具备以下有益效果:1、本发明在对金银丝纬弹锻面料进行清洗时,控制电动升降杆伸长,让冲洗仓逐渐倾斜,之后金银丝纬弹锻面料在经过冲洗仓内部的过程中,控制水泵将储水仓内部的清水输送到暂存仓的内部,之后清水由喷水头喷向金银丝纬弹锻面料的两面进行冲洗,并且由于冲洗仓处于倾斜状态,冲洗产生的污水会顺着冲洗仓的导向流进清洗仓的内部,污水在流动的过程中,会对尚未被冲洗的金银丝纬弹锻面料进行流动水洗,既提高了装置对水资源利用效率,也提高了装置对金银丝纬弹锻面料的冲洗效果。
19.2、本发明金银丝纬弹锻面料在经过六组第一导向辊的过程中,两组毛刷能对金银丝纬弹锻面料的两面进行刷洗,由于清洗仓的内部已经存在一些冲洗产生的污水,而第一流量阀也会将清洗仓内部的污水排出,使得清洗仓内部的污水会顺着两组导流隔板的导向流动,这些污水会对刷洗后的金银丝纬弹锻面料进行初步的水洗,对金银丝纬弹锻面料起到初步清洗的作用,而后在经过冲洗仓内部后被第二次冲洗,接着再由喷水头喷出清水进行第三次冲洗,金银丝纬弹锻面料经过三步清洗处理,可以使得烘干后的金银丝纬弹锻面料更加干净。
20.3、本发明在对刷洗后的金银丝纬弹锻面料进行烘干时,可以通过热风机将热空气输送到s型安装管内,再由s型安装管上安装的喷气头喷向金银丝纬弹锻面料的两面,对其进行烘干处理,与此同时控制抽气泵对储水仓的内顶部进行吸气,使得烘干过程中产生的大量高温水气被吸进环形中空仓的内部,之后经过s型热交换管,高温水气在经过s型热交换管的过程中,高温水气中的热量通过s型热交换管被清洗仓内部的污水吸收,使得高温水汽能够冷凝,并且由于清洗仓内部的污水一直处于流动状态,从而可以进一步提高污水对s型热交换管内部高温水汽的降温效果,而高温水汽冷凝产生的干净水流则顺着s型热交换管的导向流到储水仓的内部,提高了装置对水资源的利用效率,且也能避免直接将高温水气排放而导致加工车间中温度和湿度较高,影响加工车间内电子产品的安全使用。
附图说明
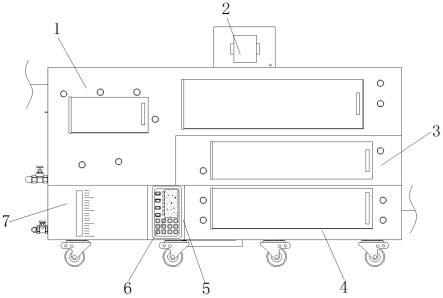
21.图1为本发明的主视图;图2为本发明的第一主视剖视图;图3为本发明的第二主视剖视图;图4为本发明的后视图;
图5为本发明s型热交换管和导流隔板的俯视示意图;图6为本发明s型安装管的俯视图;图7为本发明环形中空仓的立体示意图;图8为本发明冲洗仓的立体示意图。
22.图中:1、清洗仓;2、热风机;3、烘干仓;4、冷却仓;5、电器仓;6、控制面板;7、储水仓;8、冲洗组件;801、冲洗仓;802、暂存仓;803、喷水头;804、电动升降杆;805、水泵;9、第一导向辊;10、第二导向辊;11、第三导向辊;12、第一辅助辊;13、第二辅助辊;14、降温组件;141、汇集仓;142、喷气孔;143、安装仓;144、筛板;145、干燥包;15、第四导向辊;16、回收组件;161、抽气泵;162、s型热交换管;163、环形中空仓;164、进气孔;17、辅助组件;18、导流隔板;19、毛刷;20、s型安装管;21、喷气头;22、第一流量阀;23、第二流量阀;24、驱动装置。
23.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
24.请参阅图1-8,本发明提供一种技术方案:一种金银丝纬弹锻面料生产工艺,包括如下工艺步骤,络丝-倍捻-整浆-并轴-穿综-织造-清洗收卷。
25.a.络丝:使用络丝机,设定络丝份量:络丝起始频率45,络丝时频率22,络丝时长200分钟,络丝张力在24-25g,无压片;b.倍捻:使用倍捻机,设定速12000r/min,加张力珠组合0.9*1粒+0.8*1粒,包角360度,卷曲张力15g,出丝张力24g,蒸箱定型温度95℃,时长100min,运转为单运转;c.整经:设定车速200m/min,整经纱架张力控制在6-8g,卷取张力在10kg,单轴根数1290根,共计12只经轴,合计根数15480根,并在并轴架后方设立新型纱架,为并轴提供186根金丝以及186根银丝;d.并轴:车速设定40m/min,退解张力17-19g,卷曲张力380kg,纱线倾斜角度12%;e.穿综:采用10片综,花样穿综;f.织造:车速设定630r/min,后梁高度6cm,角度75
°
,上机张力250-300kg进行织造;g.清洗烘干,并对其进行收卷。
26.进一步地,一种金银丝纬弹锻面料生产工艺所用的加工设备,包括清洗仓1,其特征在于:清洗仓1的底部依次安装有储水仓7、电器仓5和冷却仓4,清洗仓1内底部的一侧安装有烘干仓3,清洗仓1内底部远离烘干仓3的一侧交错安装有两组导流隔板18,清洗仓1内部靠近导流隔板18的一侧安装有六组第一导向辊9,且有两组第一导向辊9位于热风机2的内底部,清洗仓1内顶部和内底部远离烘干仓3的一侧分别安装有毛刷19,清洗仓1内部远离毛刷19一侧的顶部设置有一对相互配合的第二导向辊10,烘干仓3的顶部设置有冲洗组件8,烘干仓3内部的两侧皆设置有第三导向辊11,烘干仓3的内顶部和内底部皆安装有s型安装管20,且s型安装管20的外侧均匀安装有喷气头21,清洗仓1顶部的中间位置处安装有热风机2,热风机2的输出端与两组s型安装管20的内部连通,清洗仓1和烘干仓3的内部共同设置有回收组件16,冷却仓4内部的两侧对称设置有一对第四导向辊15,冷却仓4的内顶部和内底部共同设置有降温组件14,电器仓5的一端安装有控制面板6,控制面板6通过导线与热
风机2电连接。
27.进一步地,冲洗组件8包括冲洗仓801、暂存仓802、喷水头803、电动升降杆804和水泵805,烘干仓3顶部远离第二导向辊10的一侧铰接有冲洗仓801,且冲洗仓801的顶部和底部皆安装有暂存仓802,冲洗仓801的内顶部和内底部均匀安装有与暂存仓802内部连通的喷水头803,烘干仓3顶部靠近第二导向辊10一侧的两端对称铰接有电动升降杆804,且电动升降杆804的输出端与冲洗仓801的底部铰接,电器仓5内部的一端安装有水泵805,水泵805的输入端与储水仓7的内底部连通,水泵805的输出端通过导管与两组暂存仓802的内部连通,控制面板6通过导线分别与电动升降杆804和水泵805电连接。
28.进一步地,回收组件16包括抽气泵161、s型热交换管162、环形中空仓163和进气孔164,烘干仓3内部远离第三导向辊11的一侧安装有环形中空仓163,且环形中空仓163靠近第三导向辊11的一侧均匀开设有进气孔164,清洗仓1内底部远离第二导向辊10的一侧安装有s型热交换管162,且s型热交换管162的一端与环形中空仓163的内部连通,s型热交换管162的另一端与储水仓7的内顶部连通,电器仓5内部的一端安装有抽气泵161,且抽气泵161的输入端与储水仓7内侧的顶部连通,控制面板6通过导线与抽气泵161电连接。
29.进一步地,降温组件14包括汇集仓141、喷气孔142、安装仓143、筛板144和干燥包145,冷却仓4的内顶部安装有汇集仓141,且汇集仓141的底部均匀开设有喷气孔142,冷却仓4的内底部安装有安装仓143,安装仓143的内部与汇集仓141的内部连通,安装仓143内部的中间位置处安装有筛板144,且筛板144的顶部均匀放置有干燥包145,安装仓143的内底部与抽气泵161的输出端连通。
30.进一步地,清洗仓1内部远离第二导向辊10的一侧设置有辅助组件17,辅助组件17包括浮球、活动杆、安装架、指向板和容量刻度线,清洗仓1内部远离第二导向辊10一侧的中间位置处安装有安装架,且安装架的内部设置有活动杆,活动杆的顶部安装有指向板,指向板的一侧延伸至清洗仓1的外侧,清洗仓1远离第二导向辊10的一端设置有与指向板相互配合的容量刻度线,而活动杆的底部安装有浮球,有助于使用人员根据指向板在容量刻度线上的位置,了解清洗仓1内部液面的高度。
31.进一步地,清洗仓1和冷却仓4的同一端分别安装有与一对第二导向辊10和一对第四导向辊15传动连接的驱动装置24,驱动装置24包括驱动电机和驱动齿轮,一对第二导向辊10靠近控制面板6的一端安装有两组相互啮合的驱动齿轮,第二导向辊10靠近控制面板6一端一侧的顶部安装有与一组第二导向辊10转轴传动连接的驱动电机,有助于带动一对第二导向辊10和一对第四导向辊15稳定的转动,从而带动金银丝纬弹锻面料在装置内匀速移动。
32.进一步地,清洗仓1远离第二导向辊10一侧一端的底部安装有第一流量阀22,储水仓7靠近第一流量阀22一侧的底部安装有第二流量阀23,且第二流量阀23的输入端与外接供水装置的输出端连通,通过控制清洗仓1内部污水的排量以及储水仓7内部加水的容量,可以始终保证清洗仓1和储水仓7内部的液面处于合适的高度,不会影响到整个装置的正常工作。
33.进一步地,s型热交换管162由靠近环形中空仓163的一侧向另一侧逐渐向下倾斜,有助于s型热交换管162内部的冷凝水能够顺着s型热交换管162的导向流进储水仓7的内部。
34.进一步地,烘干仓3内部的中间位置处均匀设置有第一辅助辊12,冷却仓4内部的中间位置处均匀设置有第二辅助辊13,有助于保证金银丝纬弹锻面料在被烘干和降温过程中的稳定性。
35.实施例1,如图1-4所示,在抽气泵161对储水仓7内顶部抽气的过程中,s型热交换管162内部的高温水汽冷凝成水流回储水仓7的内部,此时储水仓7内顶部的空气温度是较低的,抽气泵161将温度较低的空气输送到安装仓143的内底部,而安装仓143和汇集仓141是通过连接管连通的,并且连接管位于汇集仓141和安装仓143靠近第二导向辊10的一侧,这便使得进入到安装仓143内底部的空气穿过筛板144上的通孔后由远离第二导向辊10的一侧向另一侧流动,过程中干燥包145会将空气中存在的少量水汽吸收,干燥后的空气在进入到汇集仓141内部后,通过汇集仓141底部的喷气孔142喷向刚经过烘干处理的金银丝纬弹锻面料表面,使得金银丝纬弹锻面料快速降温并风干。
36.实施例2,如图1-4所示,在开始对金银丝纬弹锻面料进行清洗烘干前,控制清洗仓1内部先蓄有定量的清水,通过辅助组件17随时了解清洗仓1内部水面的高度,并且控制水泵805的输水量与第一流量阀22的排水量相同,而外接供水装置通过第二流量阀23也和第一流量阀22的排水量相同,并且储水仓7的外侧设置有观察窗和液面高度刻度线,通过观察窗随时查看储水仓7内部的液面高度,在储水仓7内部液面高度达到最大值(快要没过抽气泵161的进气端)时,降低外接供水装置的供水量一段时间,直到储水仓7内部的液面降低到最低值(充分满足水泵805的正常抽水),之后再控制第二流量阀23的流量值与第一流量阀22的排水量相同。
37.工作原理:使用前将装置接通电源,首先控制电动升降杆804伸长,让冲洗仓801逐渐倾斜,接着控制两组驱动装置24带动一对第二导向辊10和一对第四导向辊15转动,带动金银丝纬弹锻面料在装置内移动,金银丝纬弹锻面料在经过六组第一导向辊9的过程中,两组毛刷19能对金银丝纬弹锻面料的两面进行刷洗,由于清洗仓1的内部已经存在一些冲洗产生的污水,而第一流量阀22也会将清洗仓1内部的污水排出,使得清洗仓1内部的污水会顺着两组导流隔板18的导向流动,这些污水会对刷洗后的金银丝纬弹锻面料进行初步的水洗,对金银丝纬弹锻面料起到初步清洗的作用,而后控制水泵805将储水仓7内部的清水输送到暂存仓802的内部,清水由喷水头803喷向金银丝纬弹锻面料的两面进行冲洗,对金银丝纬弹锻面料起到第三步清洗,并且由于冲洗仓801处于倾斜状态,冲洗产生的污水会顺着冲洗仓801的导向流进清洗仓1的内部,污水在流动的过程中,会对刚进入到冲洗仓801内部的金银丝纬弹锻面料进行第二步冲洗,从而实现对金银丝纬弹锻面料的三次清洗;在对刷洗后的金银丝纬弹锻面料进行烘干时,通过控制面板6控制热风机2将热空气输送到s型安装管20内,再由s型安装管20上安装的喷气头21喷向金银丝纬弹锻面料的两面,对其进行烘干处理,与此同时控制抽气泵161对储水仓7的内顶部进行吸气,使得烘干过程中产生的大量高温水气被吸进环形中空仓163的内部,之后经过s型热交换管162,高温水气在经过s型热交换管162的过程中,高温水气中的热量通过s型热交换管162被清洗仓1内部的污水吸收,使得高温水汽能够冷凝,并且由于清洗仓1内部的污水一直处于流动状态,从而可以进一步提高污水对s型热交换管162内部高温水汽的降温效果,而高温水汽冷凝产生的干净水流则顺着s型热交换管162的导向流到储水仓7的内部,接着通过降温组件14对烘干处理后的金银丝纬弹锻面料进行降温和风干处理,最后通过相应的收卷装置对清洗烘
干后的金银丝纬弹锻面料进行收卷。
38.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
39.该文中出现的电器元件均与外界的主控器及220v市电电连接,并且主控器可为计算机等起到控制的常规已知设备。
40.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1