一种织物的辊压浸渍设备及辊压浸渍方法与流程
1.本技术涉及2.5d织物的辊压浸渍技术领域,具体地,涉及一种织物的辊压浸渍设备及辊压浸渍方法。
背景技术:
2.2.5d织物/酚醛复合材料增强体采用的织物为单层交联的2.5d编织结构,属于三维联锁织物的一种。2.5d织物虽然整体性好,但由于纱线的线密度较大,而且编织较为紧密,对钡酚醛树脂的浸透性较差,容易出现纱线内部单丝之间不能浸透的现象。
3.目前,2.5d织物/酚醛预浸料通过真空压力浸渍方式制备,真空压力浸渍/热处理工序共耗时约6h。真空压力浸渍分为抽真空和加压两个步骤。通过抽真空排除树脂中的气泡,避免浸渍过程中树脂将气泡带入织物,通过加压增加织物的浸润性。真空压力浸渍过程中的浸渍时间对于浸渍是否完全至关重要,浸渍时间过短织物不能完全浸透,影响复合材料成型。因此一般真空压力浸渍时间较长。此外真空压力浸渍是将织物卷曲后,放入浸渍工装内进行,浸渍后织物的含胶量、厚度不均且平整度较差。
4.在背景技术中公开的上述信息仅用于加强对本技术的背景的理解,因此其可能包含没有形成为本领域普通技术人员所知晓的现有技术的信息。
技术实现要素:
5.本技术实施例提供了一种织物的辊压浸渍设备及辊压浸渍方法,以解决传统的真空压力浸渍的浸渍时间较长的技术问题。
6.根据本技术实施例的第一个方面,提供了一种织物的辊压浸渍设备,包括:
7.框架;
8.浸渍槽,设置在所述框架的内侧;
9.固定压辊,间隔设置在所述浸渍槽的内槽底的上方,所述固定压辊和所述浸渍槽的内槽底之间的间隔用于2.5d织物压入所述浸渍槽内;
10.移动压辊,设置在所述浸渍槽的内槽底的上方,所述移动压辊能够上下移动以压在2.5d织物之上且能够往复滚动以往复辊压2.5d织物。
11.根据本技术实施例的第二个方面,提供了一种2.5d织物的辊压浸渍方法,包括如下步骤:
12.将浸渍胶注入到浸渍槽内,并对浸渍胶进行预热;
13.2.5d织物从所述固定压辊之下进入到浸渍槽的内槽底;
14.移动压辊向下移动压在浸渍槽内的2.5d织物之上;
15.移动压辊往复滚动以往复辊压2.5d织物;
16.浸渍后的2.5d织物移动通过两个限位压辊之间,且受到两个限位压辊的压紧以去除浮胶。
17.本技术实施例由于采用以上技术方案,具有以下技术效果:
18.2.5d织物移动通过固定压辊和所述浸渍槽的内槽底之间的间隔,实现通过固定压辊将2.5d织物压在浸渍槽的内槽底处,完全进入到浸渍槽的浸渍胶内;之后,移动压辊向下移动压在2.5d织物之上并进行往复移动辊压2.5d织物,通过辊压2.5d织物实现浸渍以及除泡。即通过固定压辊和移动压辊,实现对2.5d织物辊压浸渍。对2.5d织物辊压浸渍过程中,通过控制移动压辊的压力,往复次数,能够调整织物浸渍效果,达到浸渍胶浸透的效果;同时,对2.5d织物辊压浸渍的过程操作时间短,辊压后2.5d织物的含胶量和厚度均匀性好。与传统的真空压力浸渍方式相比,本技术实施例的2.5d织物的辊压浸渍设备浸渍时间较短,还能实现除泡和浸透;浸渍整体均匀性好。
附图说明
19.此处所说明的附图用来提供对本技术的进一步理解,构成本技术的一部分,本技术的示意性实施例及其说明用于解释本技术,并不构成对本技术的不当限定。在附图中:
20.图1为本技术实施例的2.5d织物的辊压浸渍设备的示意图;
21.图2为图1所示的辊压浸渍设备的局部示意图;
22.图3为图1所示的辊压浸渍设备的传送装置的示意图;
23.图4为图1所示的辊压浸渍设备的固定压辊、移动压辊和限位压辊的示意图;
24.图5为图1所示的辊压浸渍设备的浸渍槽、俯仰转轴和俯仰气缸的示意图;
25.图6为图1所示的辊压浸渍设备的浸渍槽、刮板、滑轨和滑块的示意图。
26.附图标记:
27.框架1,浸渍槽21,塑料网格22,刮板23,滑轨24,固定压辊31,移动压辊32,限位压辊33,俯仰转轴41,俯仰气缸42,初始平台5,传送装置6,注入装置71,收集装置72,8 2.5织物。
具体实施方式
28.为了使本技术实施例中的技术方案及优点更加清楚明白,以下结合附图对本技术的示例性实施例进行进一步详细的说明,显然,所描述的实施例仅是本技术的一部分实施例,而不是所有实施例的穷举。需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。
29.实施例一
30.如图1至图6所示,本技术实施例的一种2.5d织物的辊压浸渍设备,包括:
31.框架1;
32.浸渍槽21,设置在所述框架1的内侧;其中,所述浸渍槽21用于容纳浸渍胶;
33.固定压辊31,间隔设置在所述浸渍槽21的内槽底的上方,所述固定压辊31和所述浸渍槽21的内槽底之间的间隔用于2.5d织物压入所述浸渍槽的浸渍胶内;
34.移动压辊32,设置在所述浸渍槽的内槽底的上方,所述移动压辊能够上下移动以压在2.5d织物之上且能够往复滚动以往复辊压2.5d织物。
35.本技术实施例的2.5d织物的辊压浸渍设备,2.5d织物移动通过固定压辊和所述浸渍槽的内槽底之间的间隔,实现通过固定压辊将2.5d织物压在浸渍槽的内槽底处,完全进入到浸渍槽的浸渍胶内;之后,移动压辊向下移动压在2.5d织物之上并进行往复移动辊压
2.5d织物,通过辊压2.5d织物实现浸渍以及除泡。即通过固定压辊和移动压辊,实现对2.5d织物辊压浸渍。对2.5d织物辊压浸渍过程中,通过控制移动压辊的压力,往复次数,能够调整织物浸渍效果,达到浸渍胶浸透的效果;同时,对2.5d织物辊压浸渍的过程操作时间短,辊压后2.5d织物的含胶量和厚度均匀性好。与传统的真空压力浸渍方式相比,本技术实施例的2.5d织物的辊压浸渍设备浸渍时间较短,还能实现除泡和浸透;浸渍整体均匀性好。
36.具体的,浸渍胶为树脂。
37.具体的,移动压辊的压力在大于等于2n小于等于50牛范围内可调;移动压辊的辊压循环次数通过程序设置。
38.实施中,如图1和图4所示,所述固定压辊31为两个;
39.两个所述固定压辊31沿所述浸渍槽21的长度方向间隔设置在所述浸渍槽21的两端,所述移动压辊32设置在两个所述固定压辊31之间且能够在两个所述固定压辊31之间往复移动。
40.这样,辊压浸渍设备一次浸渍的2.5d织物为两个固定压辊之间的距离,适用于连续自动化生产。
41.实施中,如图4所示,辊压浸渍设备还包括:
42.两个上下间隔设置的限位压辊33,两个所述限位压辊33之间的间隙能够调整;
43.其中,两个所述限位压辊33用于挤压穿过两者之间的浸渍后的2.5d织物以去除浮胶,两个限位压辊33之间间隙的调整范围为大于等于2毫米小于等于20毫米。
44.两个限位压辊用于挤压浸渍的2.5d织物,去除浸渍的2.5d织物预浸料表面浮胶。
45.具体的,固定压辊、移动压辊和限位压辊以及传送带共同铸成压辊装置。
46.具体的,两个限位压辊的间隙的调整范围为大于等于4毫米小于等于8毫米;或者两个限位压辊的间隙的调整范围为大于等于4.8毫米小于等于7.6毫米。
47.实施中,如图2所示,辊压浸渍设备还包括:
48.塑料网格22,铺设在所述浸渍槽21的内槽底,以使2.5d织物下方与浸渍槽21的内槽底之间形成空隙,以使浸渍槽内的浸渍胶能够浸渍所述2.5d织物的下表面;
49.其中,所述塑料网格22铺满所述浸渍槽21的内槽底,所述塑料网格21的单个格子的边长的取值范围为0.5毫米小于等于5毫米,塑料网格21厚度的取值范围为大于等于0.5毫米小于等于2毫米。
50.通过在2.5d织物下方铺垫塑料网格,使2.5d织物下方与浸渍槽的内底面形成空隙,解决了2.5d织物下表面与浸渍胶隔绝,无法浸透的问题,实现了2.5d织物的不翻面浸渍,极大简化了织物浸渍设备结构。
51.具体的,塑料网格为pp或pet材质,耐温超过100℃。
52.具体的,塑料网格的尺寸与浸渍槽的内槽底尺寸相同,塑料网格铺满浸渍槽的内槽底。
53.实施中,辊压浸渍设备还包括:
54.加热板,设置在所述浸渍槽内,以对所述浸渍槽内的浸渍胶进行预热,预热温度的取值范围为大于等于25℃小于等于80℃。
55.加热板可分区加热,其上铺满塑料网格。加热板的存在,能够对浸渍槽内的浸渍胶进行预热。预热后的浸渍胶,能够更快的对2.5d织物进行浸渍。
56.实施中,如图1和图6所示,辊压浸渍设备还包括:
57.刮板23,活动设置在所述浸渍槽21的内槽底;
58.滑动配合的滑轨24和滑块,所述滑轨24沿所述浸渍槽21的长度方向设置,所述滑块与所述刮板23固定,使得所述刮板23能够沿着所述浸渍槽21的长度方向往复移动以在浸渍完成后刮除所述浸渍槽21的内槽底的浸渍胶。
59.实施中,如图1和图5所示,辊压浸渍设备还包括:
60.俯仰转轴41,固定在所述浸渍槽21的外槽底;
61.俯仰气缸42,所述俯仰转轴41和俯仰气缸42沿着所述浸渍槽21的长度方向间隔设置在所述浸渍槽21的外槽底,使得所述浸渍槽21能够倾斜且复位。
62.俯仰转轴和俯仰气缸配合,能够实现浸渍槽以俯仰转轴为中心轴转动,进而实现浸渍槽的倾斜。再与刮板、滑轨和滑块相互配合,使得在浸渍完成后,刮板能够将浸渍槽内剩余的浸渍胶从浸渍槽的内槽底刮走。
63.实施中,如图1所示,辊压浸渍设备还包括:
64.初始平台5,设置在所述框架1的内侧,且位于所述浸渍槽21的上方;其中,所述初始平台5用于放置2.5d织物;
65.夹持机构和传送装置6,所述夹持机构用于将2.5d织物的两端与传送装置连接,所述传送装置用于将2.5d织物传送到所述浸渍槽内且用于将浸渍后的2.5d织物。
66.具体的,传送装置用于将2.5d织物预浸料转移到浸渍槽的上方;传送装置由相互配合的夹紧装置、传送链条、传送齿轮、传送拖轮、电机及减速机组成。初始平台、夹持结构和传送装置,实现了2.5d织物方便的传送,为后续的浸渍提供了条件。
67.实施中,如图1所示,辊压浸渍设备还包括储胶装置、注入装置71和收集装置72;
68.其中,所述储胶装置用于存储浸渍胶,所述注入装置用于将所述储胶装置内的浸渍胶注入到所述浸渍槽内,所述收集装置用于容纳刮板刮下的浸渍胶。
69.通过传送装置、注入装置和收集装置、浸渍槽和刮板,实现了2.5d织物浸渍全流程的自动化,提高了浸渍效率,减少了人工操作。适用于连续自动化生产,有助于生产效率的提升和质量稳定性的提高。
70.通过注入装置将储胶装置内的浸渍胶注入到浸渍槽内,并通过流量泵控制注入量。
71.实施例二
72.本技术实施例的一种2.5d织物的辊压浸渍方法,包括如下步骤:
73.将浸渍胶注入到浸渍槽内,并对浸渍胶进行预热;
74.2.5d织物从所述固定压辊之下进入到浸渍槽的内槽底;
75.移动压辊向下移动压在浸渍槽内的2.5d织物之上;
76.移动压辊往复滚动以往复辊压2.5d织物;
77.浸渍后的2.5d织物移动通过两个限位压辊之间,且受到两个限位压辊的压紧以去除浮胶。
78.本技术实施例的2.5d织物的辊压浸渍方法,2.5d织物移动通过固定压辊和所述浸渍槽的内槽底之间的间隔,实现通过固定压辊将2.5d织物压在浸渍槽的内槽底处,完全进入到浸渍槽的浸渍胶内;之后,移动压辊向下移动压在2.5d织物之上,移动压辊进行往复滚
动辊压2.5d织物;浸渍后的2.5d织物移动通过两个限位压辊之间,且受到两个限位压辊的压紧以去除浮胶。即通过固定压辊和移动压辊,实现对2.5d织物辊压浸渍。对2.5d织物辊压浸渍过程中,通过控制移动压辊的压力,往复次数,能够调整织物浸渍效果,达到浸渍胶浸透的效果;同时,对2.5d织物辊压浸渍的过程操作时间短,辊压后2.5d织物的含胶量和厚度均匀性好。与传统的真空压力浸渍方式相比,本技术实施例的2.5d织物的辊压浸渍方法浸渍时间较短,还能实现除泡和浸透;浸渍整体均匀性好。
79.实施中,将浸渍胶注入到浸渍槽内具体包括如下步骤:
80.将大于等于20kg小于等于50kg的浸渍胶通过流量泵注入所述浸渍槽内,根据2.5d织物厚度计算所用浸渍胶的重量,浸渍胶深度高于2.5d的织物距离的取值范围为大于等于5mm小于等于10mm。
81.实施中,浸渍后的2.5d织物移动通过两个限位压辊之间,且受到两个限位压辊的压紧以去除浮胶的步骤之前,还包括:
82.将辊压完成的所述2.5d织物预浸料抬起,转移至初始平台,转移过程中通过两个限位压辊,调整两个限位压辊之间的间隙;
83.浸渍后的2.5d织物移动通过两个限位压辊之间,且受到两个限位压辊的压紧以去除浮胶的步骤之后,还包括:
84.将初始平台上浸渍完成的2.5d织物预浸料取下,放入烘箱进行热处理;
85.将2.5d织物预浸料裁剪,完成所述2.5d织物预浸料的辊压浸渍。
86.实施中,浸渍胶为热固性酚醛树脂;
87.2.5d织物为非连续织物,宽度的取值范围为大于等于500mm小于等于800mm,长度的取值范围为大于2.0m小于等于5.0m,厚度的取值范围为大于2mm小于等于20mm。
88.实施中,热处理温度的取值范围为大于等于80℃小于等于120℃,时间的取值范围为大于等于20min小于等于50min。
89.具体的,热处理温度的取值范围为100℃,时间的取值范围为大于等于28min小于等于50min。
90.本技术实施例的2.5d织物的辊压浸渍方法该方法,通过将2.5d织物浸入浸渍胶辊压的方式,也可达到浸渍胶浸透的效果。该方法辊压过程操作时间短,辊压后整体均匀性好,适用于连续自动化生产,与真空压力浸渍相比,单张织物浸渍时间由6h缩短为0.5h,具有重要的应用价值。
91.2.5d织物的辊压浸渍方法具体为辊压浸渍2.5d高硅氧纤维织物,制备2.5d高硅氧织物/酚醛预浸料的方法时,具体包括如下步骤:
92.(1)将2.5d高硅氧纤维织物放置于初始平台,织物长
×
宽为2.5m
×
0.7m,厚度5mm,塑料网格铺满浸渍槽内,塑料网格的尺寸为0.5mm,塑料网格的厚度为2mm;
93.(2)将储胶装置内装入钡酚醛树脂,即浸渍胶为钡酚醛树脂;
94.(3)将30kg的钡酚醛树脂通过流量泵注入浸渍槽,根据织物厚度计算所用钡酚醛树脂重量,钡酚醛树脂深度高于织物5mm;
95.(4)打开浸渍槽的加热板,对浸渍槽内的钡酚醛树脂进行预热,预热温度30℃;
96.(5)通过传送装置将2.5d织物转移到浸渍槽的上方;
97.(6)通过固定压辊将2.5d织物压下,使2.5d织物的下表面贴覆于浸渍槽内;
98.(7)通过移动压辊循环往复辊压2.5d织物4次,辊压压力10n;
99.(8)将辊压完成的2.5d织物抬起,转移至初始平台,转移过程中通过两个限位压辊,调整限位压辊间隙4.8mm。
100.(9)将初始平台上浸渍完成的2.5d织物预浸料取下,放入烘箱进行热处理,热处理温度100℃,热处理时间28min。
101.将织物预浸料裁剪,用于复合材料成型。
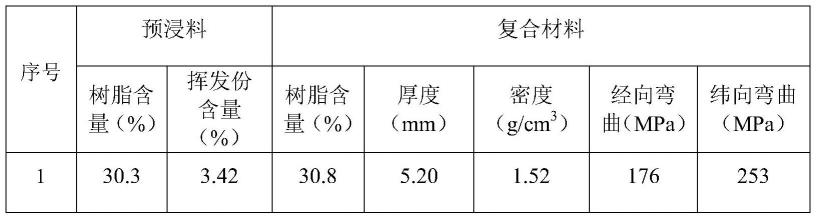
102.表1、预浸料与复合材料性能
[0103][0104]
2.5d织物的辊压浸渍方法具体为辊压浸渍2.5d石英纤维织物,制备2.5d石英织物/酚醛预浸料的方法时,具体包括如下步骤:
[0105]
(1)将2.5d石英纤维织物放置于初始平台,织物长
×
宽为3.5m
×
0.6m,厚度8mm,塑料网格铺满浸渍槽内,网格尺寸为1.5mm,网格厚度3mm;
[0106]
(2)将储胶装置内装入钡酚醛树脂;
[0107]
(3)将50kg钡酚醛树脂通过流量泵注入浸渍槽,根据织物厚度计算所用钡酚醛树脂重量,钡酚醛树脂深度高于织物10mm:
[0108]
(4)打开浸渍槽的加热板,对浸渍槽内的钡酚醛树脂进行预热,预热温度40℃;
[0109]
(5)通过传送装置将2.5d织物转移到浸渍槽的上方;
[0110]
(6)通过固定压辊将2.5d织物压下,使2.5d织物的下表面贴覆于浸渍槽内;
[0111]
(7)通过移动压辊循环往复辊压织物6次,辊压压力30n;
[0112]
(8)将辊压完成的2.5d织物抬起,转移至初始平台,转移过程中通过两个限位压辊,调整限位压辊间隙7.6mm。
[0113]
(9)将初始平台上浸渍完成的2.5d织物预浸料取下,放入烘箱进行热处理,热处理温度100℃,热处理时间50min。
[0114]
(10)将织物预浸料裁剪,用于复合材料成型。
[0115]
表2、预浸料与复合材料性能
[0116][0117]
在本技术及其实施例的描述中,需要理解的是,术语“顶”、“底”、“高度”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,
因此不能理解为对本技术的限制。
[0118]
在本技术及其实施例中,除非另有明确的规定和限定,术语“设置”、“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接,还可以是通信;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本技术中的具体含义。
[0119]
在本技术及其实施例中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度小于第二特征。
[0120]
上文的公开提供了许多不同的实施方式或例子用来实现本技术的不同结构。为了简化本技术的公开,上文中对特定例子的部件和设置进行描述。当然,它们仅仅为示例,并且目的不在于限制本技术。此外,本技术可以在不同例子中重复参考数字和/或参考字母,这种重复是为了简化和清楚的目的,其本身不指示所讨论各种实施方式和/或设置之间的关系。此外,本技术提供了的各种特定的工艺和材料的例子,但是本领域普通技术人员可以意识到其他工艺的应用和/或其他材料的使用。
[0121]
尽管已描述了本技术的优选实施例,但本领域内的技术人员一旦得知了基本创造性概念,则可对这些实施例作出另外的变更和修改。所以,所附权利要求意欲解释为包括优选实施例以及落入本技术范围的所有变更和修改。
[0122]
显然,本领域的技术人员可以对本技术进行各种改动和变型而不脱离本技术的精神和范围。这样,倘若本技术的这些修改和变型属于本技术权利要求及其等同技术的范围之内,则本技术也意图包含这些改动和变型在内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1