高厚平板织物织机的厚度监测系统、方法及存储介质与流程
本发明属于厚度监测,具体涉及高厚平板织物织机的厚度监测系统、方法及存储介质。
背景技术:
1、高厚平板织物织机的整机一般包括五大机构,分别是提综机构、引纬机构、卷曲机构、打纬机构和送经机构。其中,卷曲机构的作用是把织物引离织物形成区;卷曲机构一般采用伺服电机、减速箱、齿轮、链条及专设织物夹持装置组成织物拖曳系统。拖曳速度和拖曳距离可调。
2、目前,在整个织机设备研发生产中,对于卷曲机构做的结构都大同小异。现阶段有部分织机设备在卷曲机构增加了一个压板,通过压板对碳纤维预制体在引离织物形成区时施加压力,保证夹紧每束碳纤维,同时确保碳纤维预制体不滑移,裁剪预制体时快速、方便换夹。但是,我们在具体操作过程中发现,被引离织物形成区的碳纤维预制体往往存在厚度不均匀的情况。碳纤维预制体的厚度不合理容易产生应力集中问题,从而影响后续复合材料制造过程中预浸料的铺贴性能,进而影响后续复合材料的力学性能。此外,如果碳纤维预制体过厚,可能会对压板及其固定件造成损坏,若不及时发现并处理容易造成安全隐患。
3、因此,现阶段需设计高厚平板织物织机的厚度监测系统、方法及存储介质,来解决以上问题。
技术实现思路
1、本发明目的在于提供高厚平板织物织机的厚度监测系统、方法及存储介质,用于解决上述现有技术中存在的技术问题,确保引离织物形成区的碳纤维预制体的厚度处于合理范围内以满足后续复合材料制备要求,同时避免因碳纤维预制体过厚而导致压板及其固定件的损坏带来的安全隐患问题。
2、为实现上述目的,本发明的技术方案是:
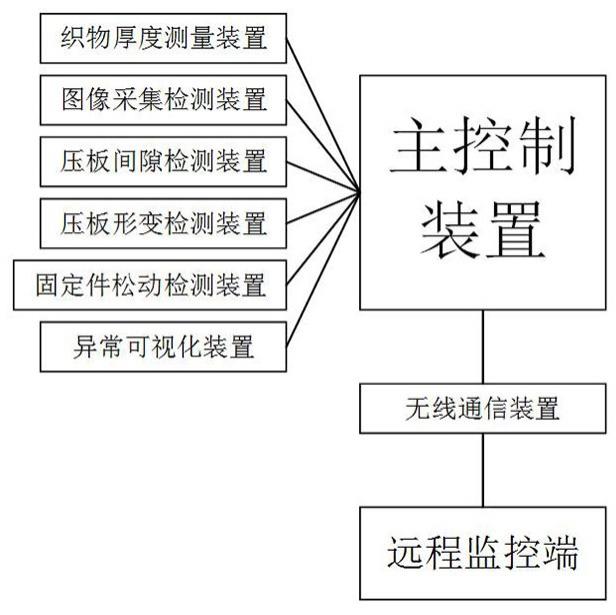
3、高厚平板织物织机的厚度监测系统,包括织物厚度测量装置、图像采集检测装置、压板间隙检测装置、压板形变检测装置、固定件松动检测装置、主控制装置;所述主控制装置分别与所述织物厚度测量装置、图像采集检测装置、压板间隙检测装置、压板形变检测装置、固定件松动检测装置连接;
4、所述织物厚度测量装置用于实时测量碳纤维预制体的厚度数据,记为实时厚度数据,并判断所述实时厚度数据与碳纤维预制体的标准厚度数据是否匹配;
5、所述图像采集检测装置用于实时采集碳纤维预制体的图像数据,记为实时图像数据,对所述实时图像数据进行识别分析得到精确厚度数据,并判断所述精确厚度数据是否超出碳纤维预制体的可接受误差范围;
6、所述压板间隙检测装置用于检测压板底部与架子顶部之间的间隙间距是否异常;
7、所述压板形变检测装置用于检测压板是否发生形变异常;
8、所述固定件松动检测装置用于检测压板的固定件是否出现松动异常。
9、进一步的,所述主控制装置控制所述织物厚度测量装置常开,控制所述图像采集检测装置、压板间隙检测装置、压板形变检测装置、固定件松动检测装置常闭;
10、若所述织物厚度测量装置判断出所述实时厚度数据与碳纤维预制体的标准厚度数据不匹配,则所述主控制装置控制所述图像采集检测装置开启;
11、若所述图像采集检测装置判断所述精确厚度数据超出碳纤维预制体的可接受误差范围、且所述精确厚度数据大于所述标准厚度数据,则所述主控制装置控制所述压板间隙检测装置开启;
12、若所述压板间隙检测装置检测到压板底部与架子顶部之间的间隙间距异常,则所述主控制装置控制所述压板形变检测装置开启;
13、若所述压板形变检测装置检测到压板未发生形变异常,则所述主控制装置控制所述固定件松动检测装置开启。
14、进一步的,还包括异常可视化装置,所述异常可视化装置与所述主控制装置连接。
15、进一步的,若所述图像采集检测装置判断所述精确厚度数据超出碳纤维预制体的可接受误差范围、且所述精确厚度数据大于所述标准厚度数据,所述主控制装置控制所述异常可视化装置进行织物厚度数据异常的警示;
16、若所述压板间隙检测装置检测到压板底部与架子顶部之间的间隙间距异常,所述主控制装置控制所述异常可视化装置进行间隙间距异常的警示;
17、若所述压板形变检测装置检测到压板发生形变异常,所述主控制装置控制所述异常可视化装置进行压板形变异常的警示;
18、若所述固定件松动检测装置检测到压板的固定件出现松动异常,所述主控制装置控制所述异常可视化装置进行固定件松动异常的警示。
19、进一步的,当所述压板间隙检测装置固定设置在高厚平板织物织机上时,所述厚度监测系统还包括振动检测装置,所述振动检测装置与所述主控制装置连接;
20、所述振动检测装置用于检测所述压板间隙检测装置的实时振动强度,并判断所述实时振动强度是否超出预设的振动强度范围;
21、其中,所述主控制装置控制所述振动检测装置常闭;
22、若所述图像采集检测装置判断所述精确厚度数据超出碳纤维预制体的可接受误差范围、且所述精确厚度数据大于所述标准厚度数据,则所述主控制装置控制所述振动检测装置开启;
23、若所述振动检测装置判断所述实时振动强度未超出预设的振动强度范围,则所述主控制装置控制所述压板间隙检测装置开启。
24、进一步的,当所述压板间隙检测装置可移动设置在高厚平板织物织机所在的工厂内时,所述厚度监测系统还包括位置调节装置,所述位置调节装置与所述主控制装置连接;
25、所述位置调节装置用于移动所述压板间隙检测装置的所处位置;
26、其中,所述主控制装置控制所述位置调节装置常闭;
27、若所述压板间隙检测装置检测到压板底部与架子顶部之间的间隙间距异常,则所述主控制装置控制所述位置调节装置开启;
28、若所述位置调节装置将所述压板间隙检测装置的所处位置移动后,所述压板间隙检测装置仍检测到压板底部与架子顶部之间的间隙间距异常,则所述主控制装置控制所述压板形变检测装置开启。
29、进一步的,所述图像采集检测装置中,通过三坐标扫描法捕捉碳纤维预制体的所述实时图像数据,将所述实时图像数据输入至识别厚度的神经网络模型,从而输出所述精确厚度数据;
30、其中,所述神经网络模型训练时的输入数据和输出数据均从历史操作过程中的引离织物形成区碳纤维预制体的历史数据中获得。
31、进一步的,还包括无线通信装置和远程监控端,所述主控制装置通过所述无线通信装置与所述远程监控端网络连接。
32、高厚平板织物织机的厚度监测方法,采用如上述的高厚平板织物织机的厚度监测系统进行厚度监测。
33、一种存储介质,所述存储介质上存储有计算机程序,所述计算机程序被运行时执行如上述的高厚平板织物织机的厚度监测方法。
34、与现有技术相比,本发明所具有的有益效果为:
35、本方案其中一个有益效果在于,通过织物厚度测量装置、图像采集检测装置可及时检测出被引离织物形成区的碳纤维预制体的厚度数据,从而确保引离织物形成区的碳纤维预制体的厚度处于合理范围内,使其能够满足后续复合材料制造过程中预浸料的铺贴要求;通过压板间隙检测装置、压板形变检测装置、固定件松动检测装置可及时检测压板及其固定件等存在损坏的情况,避免工作人员不知情引发生产安全事故。
36、本方案其中一个有益效果在于,通过织物厚度测量装置、图像采集检测装置、压板间隙检测装置、压板形变检测装置、固定件松动检测装置之间的有序配合启动,可避免过多检测装置长时间处于无效动作状态。对于碳纤维预制体的厚度检测,分成织物厚度测量装置、图像采集检测装置两个环节;其中,织物厚度测量装置可选用厚度测量仪,进行初步的厚度检测,当初检到厚度异常时,通过图像采集检测装置进行精确检测,精检过程中,若判断厚度偏差在可接受误差范围(根据当前批次的碳纤维预制体的后续应用领域设定)内,则忽略当前的厚度异常;双重检测环节可保障厚度检测结果的可靠性;并且,厚度测量仪相较于图像采集检测装置的设备价格、设备能耗更低,更适合长期动作,因此本方案设计为织物厚度测量装置的测量结果来触发图像采集检测装置。对于碳纤维预制体的实际厚度过大可能造成压板及其固定件损坏的情况,本方案根据压板机械结构和压板刚性受力情况进行分析,由压板间隙检测装置的检测结果为触发条件,依次触发启动压板形变检测装置、固定件松动检测装置,对可能存在的异常进行精准检测定位。
- 还没有人留言评论。精彩留言会获得点赞!