一种能编织单面具有割圈绒双面布的圆编机的制作方法
1.本实用新型涉及圆编机的技术领域,尤其是涉及一种能编织单面具有割圈绒双面布的圆编机。
背景技术:
2.当今以圆纬机织成布料具有割圈绒的布料均仅具有单面,导致从业者如欲增加布料的丰厚感、保暖性或组织多样性,便需以粘合另一单面布料的方式,才可完成需求。
技术实现要素:
3.针对现有技术存在的不足,本实用新型的目的是提供一种能编织单面具有割圈绒双面布的圆编机,其具有可以快速织出具有割圈绒的双面布效果,避免采用以往胶水粘合的方式,更加环保。
4.本实用新型的上述发明目的是通过以下技术方案得以实现的:
5.一种能编织单面具有割圈绒双面布的圆编机,包括下筒、设置在下筒上方的上盘,所述上盘包括:
6.环形盘体,其具有圆环形结构;
7.多个横向板件,所述横向板件长度方向沿环形盘体径向方向设置,多个所述环形盘体环绕环形盘体轴线设置在环形盘体上表面上,相邻两个所述横向板件之间形成横向槽口;
8.其中至少一个所述横向槽口内设有贯通环形盘体厚度的第二贯通槽,所述第二贯通槽贯通所述环形盘体外缘,所述第二贯通槽横向深度大于零且小于环形盘体的径向宽度,
9.所述下筒包括筒体和多个竖直板件,所述筒体具有圆筒形结构,多个所述竖直板件均匀环绕筒体轴线设置在筒体外侧壁上,相邻两个所述竖直板件之间形成竖直槽口,
10.还包括将绒毛推入筒体内的推毛机构,所述下筒上设置有提花组件。
11.本实用新型在一较佳示例中可以进一步配置为:不具有所述第二贯通槽的横向槽口内设有一上部织针,所述上部织针可在所述横向槽口沿上盘径向方向往复移动;
12.具有所述第二贯通槽的横向槽口内设有一上部刀钩组件,所述上部刀钩组件包括两个重合叠放的上部织钩和设置在两个上部织钩之间的上部织刀,所述上部织刀可在两个上部织钩之间沿上盘径向方向往复移动,
13.所述竖直槽口内设有沿竖直方向设置的下部织针。
14.本实用新型在一较佳示例中可以进一步配置为:所述提花组件包括提花片,所述提花片与相应的下部织针位于同一竖直槽口内,所述提花片位于下部织针尾部。
15.本实用新型在一较佳示例中可以进一步配置为:所述提花片与下部织针之间设有连接针,所述提花片、连接针与下部织针依次首位相连。
16.本实用新型在一较佳示例中可以进一步配置为:所述第二贯通槽至少设有两个,
相邻两个所述第二贯通槽之间设有至少两个横向板件。
17.本实用新型在一较佳示例中可以进一步配置为:所述第二贯通槽横向深度小于或等于横向板件的长度。
18.本实用新型在一较佳示例中可以进一步配置为:相邻两个所述第二贯通槽之间设有m个横向板件,其中1<m<50,且m为整数。
19.本实用新型在一较佳示例中可以进一步配置为:所述推毛机构包括气嘴和为气嘴供气的气源,所述气嘴嘴口朝向第二贯通槽方向设置。
20.本实用新型在一较佳示例中可以进一步配置为:所述气源为负压气源,所述气嘴设置在筒体内,所述气嘴对准第二贯通槽将割圈绒吸入筒体内。
21.本实用新型在一较佳示例中可以进一步配置为:所述气源为正压气源,所述气嘴设置在筒体外,所述气嘴对准第二贯通槽将割圈绒吹入筒体内。
22.综上所述,本实用新型包括以下至少一种有益技术效果:
23.本技术的圆纬机可以方便快速织出一面具有割圈绒的双面布,避免以往采用胶水黏合的方式,不仅减少了胶水黏合这一道工序,此外,由于不采用胶水黏合,该双面布也更加环保,并且能够对具有割圈绒一侧的布层进行提花。
附图说明
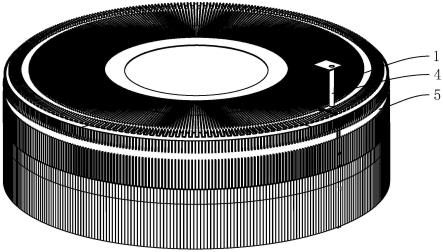
24.图1是实施例中针筒的结构示意图;
25.图2是实施例中图1的局部示意图;
26.图3是实施例中上部刀钩组件的结构示意图;
27.图4是实施例中上部织针的结构示意图;
28.图5是实施例中下部织针的结构示意图;
29.图6是实施例中下部织针与提花组件的位置关系示意图;
30.图7是实施例中针筒的剖视图
31.图8是实施例中上部织针吃入底纱和毛纱以及上部刀钩组件吃入毛纱的动作示意图;
32.图9是实施例中上部刀钩组件拉伸毛纱的动作示意图;
33.图10和图11是实施例中上部织针编织第二布层的动作示意图;
34.图12是实施例中上部织刀切割纱圈的动作示意图;
35.图13是实施例中具有割圈绒双面布的结构示意图;
36.图14是实施例中编织具有割圈绒双面布的步骤示意图。
37.图中,1、上盘;11、环形盘体;12、横向板件;13、第二贯通槽;14、横向槽口;2、上部织针;3、上部刀钩组件;31、上部织刀;32、上部织钩;4、气嘴;5、下筒;51、筒体;52、竖直板件;53、竖直槽口;6、下部织针;71、毛纱;72、底纱;73、连接纱;81、第一布层;82、第二布层;83、连接层;84、割圈绒;85、纱圈;86、绒毛层;9、提花组件;91、提花片;92、连接针。
具体实施方式
38.以下结合附图对本实用新型作进一步详细说明。
39.实施例:
40.参照图1-7,为本实用新型公开的一种能够进行提花的圆编机,包括下筒5、设置在下筒5上方的上盘1和将绒毛推入筒体51内的推毛机构,以及设置在下筒5上的提花组件9 。
41.上盘1包括环形盘体11和多个横向板件12,环形盘体11具有圆环形结构;多个横向板件12长度方向沿环形盘体11径向方向设置,多个横向板件12环绕环形盘体11轴线设置在环形盘体11上表面上,相邻两个横向板件12之间形成横向槽口14。
42.横向板件12可以是焊接在环形盘体11上的;也可以是通过在环形盘体11上铣出横向槽口14,从而形成横向板件12,在这种情况下,横向板件12与环形盘体11是一体式结构。
43.在间隔设置的横向槽口14内设有第二贯通槽13,在具有第二贯通槽13的横向槽口14内设有上部刀钩组件3,在不具有第二贯通槽13的横向槽口14内设置上部织针2,且该上部织针2具有针舌。
44.上部刀钩组件3可采用两种组合方式,其一为一上部织刀31和一上部织钩32组合,其二为两上部织钩32和一上部织刀31组合。其中一上部织刀31和一上部织钩32组合,只需将该上部织刀31和该上部织钩32放置于同一个横向槽口14中即可;而两上部织钩32和一上部织刀31组合是将该上部织刀31设置在两个上部织钩32之间,两个上部织钩32在尾部焊接在一起,两个上部织钩32叠合设置在一起,上部织刀31位于两个上部织钩32之间并可环形盘体11径向方向往复运动。本实施例中优选两个上部织钩32和一个上部织刀31的组合。
45.圆编机还包括三角座,三角座上设有相应的路径,上部织针2、上部织钩32、上部织刀31沿相应三角座内的设定路径运动。
46.第二贯通槽13由环形盘体11外缘沿环形盘体11径向方向向环形盘体11中心延伸,且第二贯通槽13贯通环形盘体11厚度,所以第二贯通槽13的深度必然大于零,由于第二贯通槽13的深度与割圈绒84长度关联,所以第二贯通槽13的深度可根据实际情况设置,第二贯通槽13的深度最深可接近于环形盘体11的径向宽度,径向宽度是指环形盘体11内圈与外圈的径向直线距离,在本实施中优先采用,第二贯通槽13的深度一般小于或者等于横向板件12的长度。
47.上盘1中设置第二贯通槽13的数量与绒毛的疏密程度相关,在一个上盘1中可以最少设置一个第二贯通槽13,但是这样无法形成有效的绒毛覆盖率。此外也可在相邻两个第二贯通槽13之间设置m个竖直板件52,其中1<m<40,且m为整数。
48.下筒5包括筒体51和多个竖直板件52,筒体51具有圆筒形结构,多个竖直板件52均匀环绕筒体51轴线设置在筒体51外侧壁上,相邻两个竖直板件52之间形成竖直槽口53。
49.竖直槽口53内设置下部织针6,下部织针6与上部织针2结构相同。
50.竖直板件52可以是焊接在筒体51上的;也可以是通过在筒体51铣出竖直槽口53,从而形成竖直板件52,在这种情况下,竖直板件52与筒体51是一体式结构。
51.提花组件9包括提花片91,提花片91与相应的下部织针6位于同一竖直槽口53内,提花片91位于下部织针6尾部。提花片91与下部织针6之间设有连接针92,提花片91、连接针92与下部织针6依次首位相连。选针器通过作用提花组件9选取相应下部织针6从而在不具有割圈绒一侧的布层上织出相应的花纹。此外需要说明的是,可以在每个下部织针6的尾部设置一个提花组件9,也可以每间隔一个下部织针6设置,也可以根据实际的需求进行设置,提花组件9设置的数量根据圆纬机的结构、提花的需求等多种情况进行设置。
52.推毛装置驱使割圈绒84通过第二贯通槽13进入筒体51内,推毛装置包括气嘴4和
为气嘴4供气的气源,气嘴4嘴口朝向第二贯通槽13方向设置。
53.气源可以为负压气源也可以为正压气源,若气源选择负压气源,则气嘴4设置在上盘1下方,气嘴4对准第二贯通槽13将割圈绒84吸入筒体51内;若气源选择正压气源,则气嘴4设置在上方,气嘴4对准第二贯通槽13将割圈绒84吹入筒体51内。
54.参照图8-14,编织第一布层81的流程:下筒5内的下部织针6在相应的三角座辅助下编织第一布层81,下部织针6在提花组件9的作用下在第一布层81上进行提花,而该第一布层81的花样可根据实施需求进行适度调整,其中虚线部分第一布层81在提花组件9作用下编织的部分。
55.编织第二布层82和绒毛层86(绒毛层86即由多根割圈绒84构成)的流程:上部刀钩组件3首先喂入毛纱71,而后上部织针2同时吃入毛纱71和底纱72;
56.上部刀钩组件3喂入毛纱71后,上部刀钩组件3沿朝向环形盘体11径向方向向环形盘体11圆心方向移动,上部织钩32将毛纱71拉伸至使其距离环形盘体11外缘最远的径向直线距离即为割圈绒84的长度;
57.上部织针2吃入毛纱71和底纱72后,织出第二布层82即底纱组织,上部织钩32牵拉的毛纱71形成连接在第二布层82上的纱圈85,形成纱圈85后,通过驱动上部织刀31对纱圈85进行切纱,形成连接底纱组织的割圈绒84,气嘴4吹起割圈绒84,使得割圈绒84通过第二贯通槽13进入到筒体51内。
58.交织步骤:上盘1内的上部织针2和下盘内下部织针6配合,通过连接纱73将第一布层81与第二布层82连接在一起。
59.本技术前述所指织针、刀钩组件、三角座、控制三角座的机构为该圆纬机上的常规结构,该领域通常技术人员已可由名词了解其用途,本文于此不于赘述,此外需要说的是,本句中的刀钩组件即为前述的上部刀钩组件3,织针即为上部织针2和下部织针6的统称。为方便图示,在图1和图2中,只设置了两个下部织针6和一个上部刀钩组件3以及一个上部织针2,但在实际使用时,根据具体的编织工艺的需求,设置相应的数量。
60.本具体实施方式的实施例均为本实用新型的较佳实施例,并非依此限制本实用新型的保护范围,故:凡依本实用新型的结构、形状、原理所做的等效变化,均应涵盖于本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1