一种用于石墨毡生产的自动进出料装置的制作方法
1.本实用新型涉及石墨毡加工技术领域,尤其涉及一种用于石墨毡生产的自动进出料装置。
背景技术:
2.石墨毡因选用原毡的不同分为沥青基石墨毡、聚丙烯腈基(pan基)石墨毡和黏胶基石墨毡三种,主要用途是作为单晶硅冶炼炉的保温、隔热材料,在化学工业中可作为高纯度腐蚀性化学试剂的过滤材料。
3.石墨毡在生产过程中,需要借助自动进出料装置对其进行上下料传送处理,而目前采用的自动进出料装置基本为运输带,但石墨毡在生产完成后,其表面残留碎渣、附着杂质等,传统的运输带式自动进出料装置,不具有自动清理和除杂的功能,不能保证石墨毡在出料后的清洁度,且残留碎渣、附着杂质等在运输过程中,也易对石墨毡表面造成破坏,不利于石墨毡的下一步工序加工。
技术实现要素:
4.本实用新型的目的是为了解决现有技术中存在不具有自动清理和除杂的功能的缺点,而提出的一种用于石墨毡生产的自动进出料装置。
5.为了实现上述目的,本实用新型采用了如下技术方案:
6.一种用于石墨毡生产的自动进出料装置,包括上料运输架,所述上料运输架底部的左侧固定连接有plc控制器,所述上料运输架的内腔从前至后依次转动连接有运输辊,且运输辊上传动连接有石墨毡,所述上料运输架靠近运输辊的左侧从前至后依次固定连接有防护盒,所述上料运输架的出料口设置有与石墨毡传动配合的工作台,所述工作台远离上料运输架的一侧设置有支腿,所述支腿远离工作台的左侧固定连接有下料电机,所述下料电机的输出轴固定连接有与石墨毡传动配合的出料辊,所述上料运输架上设置有与石墨毡配合使用的清理机构,所述清理机构的两侧均设置有与石墨毡配合使用的除杂机构。
7.优选的,所述清理机构包括上料电机,所述上料电机固定在防护盒靠近上料运输架的外侧,所述上料电机的输出轴固定连接有驱动同步轮且上料电机输出轴的另一侧与运输辊的驱动端部固定连接,所述驱动同步轮远离上料电机的一侧从前至后依次通过长型同步带传动连接有从动同步轮,所述从动同步轮的内腔固定连接有连接轴且连接轴靠近上料运输架的一侧固定连接有主同步轮,所述主同步轮远离连接轴的一侧通过短型同步带传动连接有副同步轮,所述副同步轮的内腔固定连接有与防护盒转动配合的毛刷辊且毛刷辊位于石墨毡的表面。
8.优选的,所述除杂机构包括收集箱,所述收集箱放置在上料运输架靠近上料口的下方,所述收集箱的内腔从前至后依次设置有一级滤芯、二级滤芯和三级滤芯,所述收集箱的进料口连通有强力吸尘泵且强力吸尘泵的进料口连通有四通接头,所述四通接头的三个进料口均连通有吸尘管且吸尘管的另一端连通有三通管,所述三通管的两端均连通有弯管
且弯管的另一端连通有与毛刷辊配合使用的吸尘架。
9.优选的,所述毛刷辊上的毛刷采用尼龙材料的细棒设计,所述毛刷辊沿上料运输架的横轴线呈等距分布。
10.优选的,所述吸尘架采用大口径吸尘口设计,所述吸尘架沿毛刷辊的纵轴线呈轴对称倾斜状态分布。
11.优选的,所述防护盒上分别开设有与长型同步带和短型同步带配合使用的长型配合槽和长型配合槽,且长型配合槽和长型配合槽的槽宽大于长型同步带和短型同步带的带宽。
12.优选的,所述支腿靠近工作台的一侧从前至后依次转动连接有与石墨毡传动配合的导向辊和辅助辊,所述工作台的内腔从前至后依次转动连接有与石墨毡传动配合的传送辊。
13.与现有技术相比,本实用新型的有益效果:
14.本实用新型中,所述一种用于石墨毡生产的自动进出料装置,通过设置清理机构,由上料运输架同一驱动动力源的上料电机,再通过驱动同步轮、从动同步轮、主同步轮、副同步轮和毛刷辊的配合,对上料位置的石墨毡表面残留的碎渣和附着杂质进行清理,通过设置除杂机构,由强力吸尘泵提供负压吸力源,再由收集箱、一级滤芯、二级滤芯、三级滤芯、四通接头、吸尘管、三通管、弯管和吸尘架的配合,对石墨毡表面清理后的碎渣和附着杂质进行高效除杂过滤处理,保证石墨毡在出料后达到清洁标准,利于下一步工序加工,也防止残留的碎渣和附着杂质在运输过程中对石墨毡表面造成破坏。
15.通过导向辊和辅助辊,对工作台出料口位置的石墨毡进行辅助导向传动,防止石墨毡出料过程中出现混乱,利于石墨毡的出料工作,通过传送辊,为经过工作台上的石墨毡提供辅助传动补偿,使石墨毡有序经过工作台区域。
附图说明
16.为了便于本领域技术人员理解,下面结合附图对本实用新型作进一步的说明。
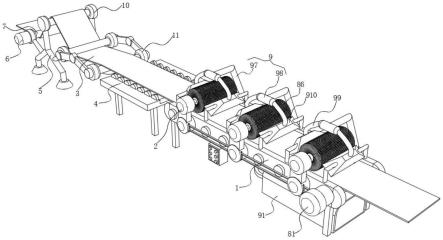
17.图1为本实用新型提出的一种用于石墨毡生产的自动进出料装置的结构示意图;
18.图2为本实用新型提出的一种用于石墨毡生产的自动进出料装置的结构后视图;
19.图3为本实用新型提出的上料运输架、支腿、下料电机和出料辊的结构侧视图;
20.图4为本实用新型提出的清理机构的结构仰视图;
21.图5为本实用新型提出的除杂机构的结构俯视剖面图。
22.图中:1、上料运输架;2、防护盒;3、石墨毡;4、工作台;5、支腿;6、下料电机;7、出料辊;8、清理机构;81、上料电机;82、驱动同步轮;83、从动同步轮;84、主同步轮;85、副同步轮;86、毛刷辊;9、除杂机构;91、收集箱;92、一级滤芯;93、二级滤芯;94、三级滤芯;95、强力吸尘泵;96、四通接头;97、吸尘管;98、三通管;99、弯管;910、吸尘架;10、导向辊;11、辅助辊。
具体实施方式
23.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的
实施例。
24.实施例一
25.参照图1-5,一种用于石墨毡生产的自动进出料装置,包括上料运输架1,上料运输架1底部的左侧固定连接有plc控制器,上料运输架1的内腔从前至后依次转动连接有运输辊,且运输辊上传动连接有石墨毡3,上料运输架1靠近运输辊的左侧从前至后依次固定连接有防护盒2,上料运输架1的出料口设置有与石墨毡3传动配合的工作台4,工作台4远离上料运输架1的一侧设置有支腿5,支腿5远离工作台4的左侧固定连接有下料电机6,下料电机6的输出轴固定连接有与石墨毡3传动配合的出料辊7,上料运输架1上设置有与石墨毡3配合使用的清理机构8,通过设置清理机构8,由上料运输架1同一驱动动力源的上料电机81,再通过驱动同步轮82、从动同步轮83、主同步轮84、副同步轮85和毛刷辊86的配合,对上料位置的石墨毡3表面残留的碎渣和附着杂质进行清理,清理机构8的两侧均设置有与石墨毡3配合使用的除杂机构9,通过设置除杂机构9,由强力吸尘泵95提供负压吸力源,再由收集箱91、一级滤芯92、二级滤芯93、三级滤芯94、四通接头96、吸尘管97、三通管98、弯管99和吸尘架910的配合,对石墨毡3表面清理后的碎渣和附着杂质进行高效除杂过滤处理,保证石墨毡3在出料后达到清洁标准,利于下一步工序加工,也防止残留的碎渣和附着杂质在运输过程中对石墨毡3表面造成破坏。
26.实施例二
27.在实施例一的基础上改进:一种用于石墨毡生产的自动进出料装置,包括上料运输架1,上料运输架1底部的左侧固定连接有plc控制器,上料运输架1的内腔从前至后依次转动连接有运输辊,且运输辊上传动连接有石墨毡3,上料运输架1靠近运输辊的左侧从前至后依次固定连接有防护盒2,上料运输架1的出料口设置有与石墨毡3传动配合的工作台4,工作台4的内腔从前至后依次转动连接有与石墨毡3传动配合的传送辊,为经过工作台4上的石墨毡3提供辅助传动补偿,使石墨毡3有序经过工作台4区域,工作台4远离上料运输架1的一侧设置有支腿5,支腿5靠近工作台4的一侧从前至后依次转动连接有与石墨毡3传动配合的导向辊10和辅助辊11,对工作台4出料口位置的石墨毡3进行辅助导向传动,防止石墨毡3出料过程中出现混乱,利于石墨毡3的出料工作,支腿5远离工作台4的左侧固定连接有下料电机6,下料电机6的输出轴固定连接有与石墨毡3传动配合的出料辊7,上料运输架1上设置有与石墨毡3配合使用的清理机构8,清理机构8包括上料电机81,上料电机81固定在防护盒2靠近上料运输架1的外侧,上料电机81的输出轴固定连接有驱动同步轮82且上料电机81输出轴的另一侧与运输辊的驱动端部固定连接,驱动同步轮82远离上料电机81的一侧从前至后依次通过长型同步带传动连接有从动同步轮83,从动同步轮83的内腔固定连接有连接轴且连接轴靠近上料运输架1的一侧固定连接有主同步轮84,主同步轮84远离连接轴的一侧通过短型同步带传动连接有副同步轮85,防护盒2上分别开设有与长型同步带和短型同步带配合使用的长型配合槽和长型配合槽,且长型配合槽和长型配合槽的槽宽大于长型同步带和短型同步带的带宽,为长型同步带和短型同步带提供传动空间支持,副同步轮85的内腔固定连接有与防护盒2转动配合的毛刷辊86且毛刷辊86位于石墨毡3的表面,毛刷辊86上的毛刷采用尼龙材料的细棒设计,毛刷辊86沿上料运输架1的横轴线呈等距分布,在不破坏石墨毡3结构的情况下,对石墨毡3表面残留的碎渣和附着杂质进行有效清扫,通过设置清理机构8,由上料运输架1同一驱动动力源的上料电机81,再通过驱动同步轮82、
从动同步轮83、主同步轮84、副同步轮85和毛刷辊86的配合,对上料位置的石墨毡3表面残留的碎渣和附着杂质进行清理,清理机构8的两侧均设置有与石墨毡3配合使用的除杂机构9,除杂机构9包括收集箱91,收集箱91放置在上料运输架1靠近上料口的下方,收集箱91的内腔从前至后依次设置有一级滤芯92、二级滤芯93和三级滤芯94,收集箱91的进料口连通有强力吸尘泵95且强力吸尘泵95的进料口连通有四通接头96,四通接头96的三个进料口均连通有吸尘管97且吸尘管97的另一端连通有三通管98,三通管98的两端均连通有弯管99且弯管99的另一端连通有与毛刷辊86配合使用的吸尘架910,吸尘架910采用大口径吸尘口设计,吸尘架910沿毛刷辊86的纵轴线呈轴对称倾斜状态分布,对毛刷辊86清理后的碎渣和附着杂质进行全面吸附收集,避免出现遗漏和杂质飘散,通过设置除杂机构9,由强力吸尘泵95提供负压吸力源,再由收集箱91、一级滤芯92、二级滤芯93、三级滤芯94、四通接头96、吸尘管97、三通管98、弯管99和吸尘架910的配合,对石墨毡3表面清理后的碎渣和附着杂质进行高效除杂过滤处理,保证石墨毡3在出料后达到清洁标准,利于下一步工序加工,也防止残留的碎渣和附着杂质在运输过程中对石墨毡3表面造成破坏。
28.本实用新型中,plc控制器控制上料电机81带动上料运输架1内的运输辊进行同步转动,同时也控制下料电机6带动出料辊7对石墨毡3进行出料处理,则上料运输架1对石墨毡3进行上料运输处理,与此同时,上料电机81也带动驱动同步轮82与运输辊同步转动,由三根连接轴的配合,则驱动同步轮82再通过长型同步带带动三组从动同步轮83和三组主同步轮84同步转动,三组主同步轮84再通过三根短型同步带带动三组副同步轮85同步转动,三组副同步轮85再带动三根毛刷辊86对上料运输架1上运输状态的石墨毡3表面残留的碎渣和附着杂质进行同步清理,三根毛刷辊86对石墨毡3表面残留的碎渣和附着杂质清理的同时,plc控制器控制强力吸尘泵95开启并经过四通接头96、三根吸尘管97、三根三通管98和三根弯管99向三组吸尘架910内施加负压吸力,则石墨毡3表面经过清理后的碎渣和附着杂质先由三组吸尘架910吸收,再由强力吸尘泵95将吸收的碎渣和附着杂质依次经过三根弯管99、三根三通管98、三根吸尘管97和四通接头96原路返回至收集箱91内,最后再依次经过一级滤芯92、二级滤芯93和三级滤芯94对收集的碎渣和附着杂质进行过滤吸附处理,即可完成上料运输架1上料位置石墨毡3的清理除杂工作;
29.接着清理除杂后的石墨毡3由上料运输架1运输至工作台4的传送辊上,工作人员可在工作台4位置对运输状态下的石墨毡3进行检验工作,最后石墨毡3依次经过辅助辊11和导向辊10传送后,再由出料辊7传送出料即可。
30.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1