一种纱线联合浆染湿短蒸染色工艺及汽蒸设备的制作方法
1.本发明涉及纱线印染技术领域,具体地说,涉及一种纱线联合浆染湿短蒸染色工艺及汽蒸设备。
背景技术:
2.纱线是一种纺织品,用各种纺织纤维加工成一定细度的产品,用于织布、制绳、制线、针织和刺绣等,分为短纤维纱,连续长丝等,但追求美观的需求会对纱线进行染色,而且从经济角度来看,染色在织物生产工序前进行(即纱线阶段),其成本是最低的;在进行纱线染色,可选用坚牢度较好的染料,某些色花可以在后续织造工序中得到改善,纱线染色一般能获得良好坚牢的匀染效果,可与本色纱线按不同设计要求织造,从而获得较高经济价值,并可缩短交货周期。
3.在中国专利申请号cn202111180571.4中公开了一种超临界的低温纱筒染色缸,其有益效果中,将套纱盘套至缸体内,使得纱筒套杆套设在副染色杆外,使得混合了染料的超临界的二氧化碳通过输出管一并有喷射口二喷射而出,从而可以对套设在纱筒套杆上的纱筒内侧进行喷射,从而可以完成对纱筒内侧的染色,并且滑块二不断上升可以对整个纱筒套杆上的纱筒进行染色。同时主染色杆中旋转块一边旋转一边上,从而可以对围绕在周围的纱筒套杆上的纱筒外侧进行喷射,并在通过抚动机构,使得纱筒套杆上的纱筒旋转一定角度,从而使纱筒外侧的纱线可以不断旋转靠近主染色杆从而可以有效并均匀的对纱筒外侧的纱线进行染色,从而保证了整一个纱筒上纱线染色均匀,并且可以同时对若干个纱筒套杆一起染色,实现了对纱筒的大批量染色。
4.上述筒染的方式一次只能对规定量的纱线进行染色,而且纱线无法成跟或者成股的进行染色,只能缠绕在套纱盘上,基于该问题在中国专利申请号cn201810294768.2中就公开了一种多功能散纤维连续染色机,通过连续染色的方式解决纱线无法成跟或者成股的进行染色的问题。
5.但是问题在于:该连续染色机中的汽蒸设备要求的温度过高,参考热水器省电的行业标准:电热水器不超过75度,燃气热水器65度,而水蒸气变成水需要液化放热,因此水蒸气的能量或热量比开水要高,因此产生水蒸汽的加热温度控制在85度以下最优;另外,在连续印染时采用活性颜料产生的染色红光重、色光不正、活性染料发生水解,染色不稳定等问题。
6.鉴于此,亟需提出一种纱线联合浆染湿短蒸染色工艺及蒸汽设备。
技术实现要素:
7.本发明的目的在于提供一种纱线联合浆染湿短蒸染色工艺及汽蒸设备,以解决汽蒸设备要求的温度过高无法达到节能目的以及活性染料染色不稳定的问题。
8.为实现上述目的,本发明目的之一在于,提供了一种纱线联合浆染湿短蒸染色工艺,其包括如下方法步骤:
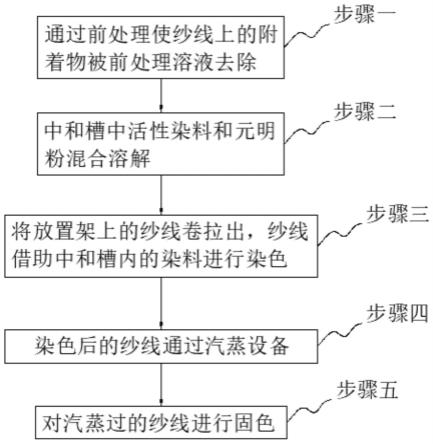
9.步骤一、通过前处理使纱线上的附着物被前处理溶液去除,前处理溶液是68-71g/l的烧碱、14-16/l酸和9-11g/l的渗透剂在60-70℃的温度环境下混合制成,前处理完成后将纱线卷好,并将卷好的纱线卷放在放置架上;
10.步骤二、向中和槽中加入20-50g/l的活性染料,同时加入50g/l的元明粉,活性染料和元明粉在68-75℃的温度下混合溶解;
11.步骤三、将放置架上的纱线卷拉出,纱线借助中和槽内的染料进行染色;
12.步骤四、染色后的纱线通过汽蒸设备,汽蒸设备内的温度控制在79-81℃;
13.步骤五、对汽蒸过的纱线进行固色。
14.本发明目的之二在于,提供了一种在纱线联合浆染湿短蒸染色工艺中使用的汽蒸设备,所述汽蒸设备包括上箱体、下箱体以及支架,下箱体安装在支架上,所述下箱体内设置有蒸汽输出箱,通过蒸汽输出箱产生蒸汽,产生蒸汽则是通过下箱体进入到上箱体内;
15.所述上箱体内设置有纱线拉长系,纱线拉长系通过拐点换向的方式完成纱线的叠加。
16.与现有技术相比,本发明的有益效果:
17.1、该纱线联合浆染湿短蒸染色工艺及汽蒸设备中,通过对纱线的叠加一方面增加了行程,另一方面各个拐点对纱线进行了拉扯,即提高了纱线接触蒸汽的时间,又提高了蒸汽进入纱线的效率,从而使纱线在80℃的环境下汽蒸2分钟就达到良好的固色效果。
18.2、该纱线联合浆染湿短蒸染色工艺及汽蒸设备中,计量泵则将中和槽内的混合溶液通过计量的方式打入到染料箱内,这样可以精准的控制混合溶液的供给量,以防止头尾色差,在选用拼混染料时必须要充分溶解,在中和槽混合,使染料被染料箱内的纱线充分吸收,达到颜色稳定,色牢度很好的目的,具体根据计量泵计算出每米的上染量,调整到位,再调染料箱用量及纱线通过染料箱的速度,可以平均均匀计算到每分钟的补给量,设定给计量泵的流量均匀补给,达到上染的一致性,这样就杜绝了染色过程的头尾色差问题,使染色的连续性生产得到了稳定。
19.3、该纱线联合浆染湿短蒸染色工艺及汽蒸设备中,通过气流喷头输出气流的作用使纱线在上箱体内形成多个拐点,每经过一个拐点完成一次变向,变向后的纱线进行叠加,以完成行程的增加,而且气流喷头喷出的是高压气流,具体通过负压泵产生的负压作用使蒸汽变成高压气流后被喷出,喷出的高压气流作用在纱线上可以提高拐点处蒸汽的穿透能力,从而提高对纱线的汽蒸效果。
20.4、该纱线联合浆染湿短蒸染色工艺及汽蒸设备中,不论是气流作用还是摆动的方式,移动的纱线都会进行抖动,通过抖动的作用使染色后的纱线更为蓬松,而且能将堆叠的纱线抖散开来,散开的纱线单独与蒸汽接触,进而提高汽蒸的效率。
附图说明
21.图1为本发明的纱线联合浆染整体结构示意框图;
22.图2为本发明的前置系结构示意图;
23.图3为本发明的纱线卷放置架结构示意图;
24.图4为本发明的上色系结构示意图;
25.图5为本发明的颜料供给系统结构示意图;
26.图6为本发明的汽蒸设备结构示意图;
27.图7为本发明的汽蒸设备具体结构示意图其一;
28.图8为本发明的挤压组件结构示意图;
29.图9为本发明的汽蒸后水洗架结构示意图;
30.图10为本发明的固色系结构示意图;
31.图11为本发明的汽蒸设备具体结构示意图其二;
32.图12为本发明的汽蒸设备具体结构示意图其三;
33.图13为本发明的湿短蒸染色工艺步骤流程框图。
34.图中各个标号意义为:
35.100、前置箱;110、内柱;120、原纱线卷;130、后纱线卷;140、纱线卷放置架;
36.200、染料箱;210、进入轮;220、穿出轮;230、第一水洗架;231、第一下压轮;232、第一上压轮;233、第一液压杆;234、第一导向轮;240、内轮;
37.300、上箱体;310、下箱体;311、蒸汽输出箱;312、排水管;320、支架;330、蒸汽溢流管;340、压力调节辊;350、张紧轮;360、挤压组件;361、第二下压;362、压轮架;363、第二上压轮;364、第二液压杆;370、拐点导轮;380、气流喷头;390、摆动轮;391、导向轨道;
38.400、第二水洗架;410、第一烘干桶;
39.500、固色架;510、第三水洗架;520、和第二烘干桶;530、成品纱线卷。
具体实施方式
40.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
41.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
42.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
43.现有筒染的方式一次只能对规定量的纱线进行染色,而且纱线无法成跟或者成股的进行染色,只能缠绕在套纱盘上,而通过连续染色的方式解决纱线无法成跟或者成股的进行染色的问题。
44.但是问题在于:该连续染色机中的汽蒸设备要求的温度过高,参考热水器省电的行业标准:电热水器不超过75度,燃气热水器65度,而水蒸气变成水需要液化放热,因此水蒸气的能量或热量比开水要高,因此产生水蒸汽的加热温度控制在85度以下最优;另外,在连续印染时采用活性颜料产生的染色红光重、色光不正、活性染料发生水解,染色不稳定等
问题。
45.为此,本发明提供了一种纱线联合浆染湿短蒸染色工艺,如图13所示,该工艺包括如下方法步骤:
46.步骤一、通过前处理去除纱线上的杂质、果胶等附着物,从而使毛效达到8cm以上(8cm以上是纯棉半制品染色要求,具体可根据实际的制品确定毛效),前处理是将68-71g/l的烧碱、14-16/l酸和9-11g/l的渗透剂在60-70℃的温度环境下进行混合处理,然后得到前处理溶液,优选的:将70g/l的烧碱、15/l酸和10g/l的渗透剂进行混合,且处理的温度为65℃,而后使纱线通过前处理溶液,前处理完成后将纱线卷好,并将卷好的纱线卷放在放置架上。
47.步骤二、调配中和槽,具体在68-75℃的温度下使中和槽中的染料得到充分混合溶解,优选70℃,以保证调配在中和槽内染料上色的均匀性和稳定性,其中:中和槽中的染料为活性染料,优选向70℃的中和槽中加入20-50g/l的活性染料,同时加入50g/l的元明粉。
48.关于元明粉有如下说明:
49.元明粉(元明粉是硫酸根与钠离子化合生成的盐,化学式为na2so4)在本实施方式中作为活性染料的促进剂,也可作为直接染料、硫染料、还原染料、和可溶性还原染料染色棉纤维的促进剂,并可调节染料在纤维上的染色速度;另外,还可作为酸性染料和阳离子染料对羊毛腈纶染色的缓染剂,以降低染料在纤维上的吸附速度,满足匀染要求。
50.不仅如此元明粉还能降低染料在水中的溶解度,促进染料与纤维的结合,提高染料的染色速度。
51.步骤三、将放置架上的纱线卷拉出,纱线借助中和槽内的染料进行染色。
52.步骤四、纱线通过汽蒸设备,汽蒸设备内的温度控制在79-81℃,优选为80℃,其中汽蒸的时间为2分钟,纱线在80℃的温度下,纱线纤维的孔道可得到较好的溶胀效果,有利于染料进入纤维内部,上染率高,并与纤维键合,完成上染得到固色。
53.步骤五、对纱线进行固色,固色是利用酸和固色剂在纱线上与染料生成不溶性色淀,封闭可溶性基团,使织物上的染料不容易掉色,达到提高干湿处理牢度的目的。
54.第一实施例,请参阅图2所示,用于前处理的前置箱100顶部具有开口,通过开口向前置箱100内加入前处理溶液,并且在前置箱100内设置有加热设备,通过加热设备将前置箱100加热至65℃,使用时,将原纱线卷120上的纱线抽出,然后将抽出的纱线穿过前置箱100内设置的内柱110,而后将穿出的纱线卷成后纱线卷130,通过内柱110的下压使纱线通过前处理溶液,以去除杂质、果胶等附着物,使纱线毛效达到8-15cm以上。
55.接着,请参阅图3所示,用于前处理的还有后纱线卷放置架140(即上述的放置架),卷好的后纱线卷130放置在后纱线卷放置架140上,且放置后的后纱线卷130与后纱线卷放置架140转动连接,从而方便后续上色时将纱线抽出。
56.综上,用于前处理的前置系包括前置箱100和后纱线卷放置架140,对于前置箱100的使用可以将多个原纱线卷120同时抽出纱线,然后同时抽出的多个纱线一同由内柱110底部穿出;此外,为了方便多个纱线同时进入到前置箱100内,所以将前置箱100位于原纱线卷120所在侧的边缘高度降低,以便于纱线进入前置箱100,又因为前处理溶液的高度被低侧边缘的限制,所以需要将内柱110下压纱线的接点高度设置的低于低侧边缘的高度,从而保证下压后的纱线能够浸泡在前处理溶液内。
57.图4中,用于承装中和槽内调配染料的上色系包括染料箱200和第一水洗架230,染料箱200至少为一个,如果只有一个,那么在染料箱200的一侧设置进入轮210,另一侧设置穿出轮220,后纱线卷130上的纱线由进入轮210穿入,再依次绕过染料箱200内设置的多个内轮240,从而对纱线进行上色,绕过多个内轮240的纱线再由穿出轮220穿出;
58.如果多个染料箱200的话,所有染料箱200位于纱线进入的一侧都设置有进入轮210,而穿出轮220只设置在位于纱线穿出一侧染料箱200上。
59.另外,可从多个后纱线卷同时抽出纱线再堆叠到一起通过染料箱200。
60.上述过程中,中和槽内的染料使用是通过颜料供给系统完成的,请参阅图5所示,该系统包括两个染料料槽,其中一个用于存放染料,另一个用于存放元明粉,颜料供给系统还包括计量泵,中和槽用于将两个染料料槽排出的染料和元明粉在70℃的温度环境下进行混合,计量泵则将中和槽内的混合溶液通过计量的方式打入到染料箱200内,这样可以精准的控制混合溶液的供给量,以防止头尾色差,在选用拼混染料时必须要充分溶解,在中和槽混合,使染料被染料箱200内的纱线充分吸收,达到颜色稳定,色牢度很好的目的,具体根据计量泵计算出每米的上染量,调整到位,再调染料箱200用量及纱线通过染料箱200的速度,可以平均均匀计算到每分钟的补给量,设定给计量泵的流量均匀补给,达到上染的一致性,这样就杜绝了染色过程的头尾色差问题,使染色的连续性生产得到了稳定。
61.需要说明的是,活性染料染色是在碱性条件下上色,其中:染料的ph值在11-13,温度95℃,且温度必须保持稳定;染料中的高性电解质起到了很好的促染作用,渗透性强,用量可根据深浅而定,从而在颜料供给系统配合下解决了连续印染时染色红光重、色光不正、活性染料发生水解,染色不稳定等问题。
62.继续参阅图4所示,第一水洗架230设置在染料箱200的纱线穿出侧,以将纱线上多余的染料洗掉,然后在第一水洗架230上搭载有第一下压轮231和第一液压杆233,第一液压杆233的伸缩端上设置有第一上压轮232,第一上压轮232位于第一下压轮231的顶部,在穿出轮220上穿出的纱线再穿入到第一上压轮232和第一下压轮231之间,通过第一上压轮232和第一下压轮231对纱线进行挤压,让纱线中多余的染料被挤出,为此,还在第一上压轮232和第一下压轮231下方设置有染料接收盒,以对挤出的染料进行承载。
63.其中,通过第一液压杆233调节第一上压轮232和第一下压轮231之间距离,以适应不同厚度的纱线,而且第一上压轮232和第一下压轮231在电机的驱动下可以进行转动,转动的第一上压轮232和第一下压轮231使纱线具有移动的动能,正是该动能使纱线能够在内轮240之间进行穿梭。
64.不仅如此,在第一水洗架230后续部分上转动连接有多个第一导向轮234,多个第一导向轮234以交错的方式设置在第一水洗架230的上下两侧,这样纱线能够呈“s”形路径穿过第一水洗架230,以延长第一水洗架230对纱线的水洗路径。
65.在上色完成后,纱线就进入到了最关键的阶段,那就是汽蒸,为此,本发明还提出了一种用在纱线联合浆染湿短蒸染色工艺上的汽蒸设备,该汽蒸设备的目的在于实现纱线的连续性生产,请参阅图6所示,汽蒸设备包括上箱体300、下箱体310以及支架320,下箱体310安装在支架320上,结合图7所示,在下箱体310内设置有蒸汽输出箱311,通过蒸汽输出箱311产生蒸汽,上箱体300设置在下箱体310上,二者连通,产生蒸汽则是通过下箱体310进入到上箱体300内,在上箱体300内设置有纱线拉长系,纱线拉长系通过行程的叠加拉长纱
线连续穿过上箱体300的行程,通过拉长纱线的行程,对纱线进行汽蒸,活性染料在80
±
1℃的汽蒸环境下得到了良好上色及固色过程(在高温环境下染料在碱性介质中便与纤维发生化学作用而充分结合,达到固色的目的),从而从根本上解决了活性染料在浆染联合机的染色问题。
66.其中,在蒸汽输出箱311的底部设置有排水管312,通过排水管312排出蒸汽输出箱311内的水,另外,在上箱体300上设置有蒸汽溢流管330,蒸汽通过蒸汽溢流管330溢出,从而对上箱体300进行泄压。
67.在上箱体300靠近第一水洗架230的一侧设置有压力调节辊340,经过第一水洗架230的纱线绕过压力调节辊340进入到上箱体300内,压力调节辊340通过调节两个辊子之间的距离或压力,对纱线进行挤压,挤出纱线中的水分,进而调节纱线中的含水量,压力调节辊340还可以通过调节两个辊子之间距离来实现对纱线的牵引,带动纱线进行移动,纱线拉长系使纱线通过上箱体300形成多个拐点,每两个拐点之间完成一次叠加,从而增加纱线在上箱体300内的行程,更充分的与蒸汽接触,完成汽蒸的纱线再在上箱体300的另一侧穿出。
68.请参阅图9所示,配合汽蒸设备工作的还有第二水洗架400和第一烘干桶410,第二水洗架400对经过汽蒸后穿出的纱线进行水洗,并在水洗后穿过第一烘干桶410,使纱线内的水分蒸发,这时候汽蒸设备工作全部完成,然后对纱线进行固色,请参阅图10所示,进行固色的固色系包括固色架500、第三水洗架510和第二烘干桶520,在第一烘干桶410穿出的纱线通过内部装有固色剂的固色架500内,通过固色剂进行上浆固色,固色后的纱线再经过第三水洗架510进行水洗,水洗后通过第二烘干桶520烘干,最后,在第二烘干桶520穿出的纱线卷成成品纱线卷530。
69.如图7所示,本实施例中的纱线拉长系包括多个拐点导轮370,拐点导轮370分别转动设置在上箱体300内的上下两侧,上侧的拐点导轮370在上箱体300内形成上拐部,下侧的拐点导轮370在上箱体300内形成下拐部,穿入上箱体300的纱线采用上拐部和下拐部交错通过的方式形成多个拐点,纱线每经过一个拐点就进行一次换向(也就是说穿入上箱体300的纱线借助上拐部和下拐部衔接产生的拐点进行换向),这样每经过两个拐点就完成一次叠加,这样相对于直线穿过上箱体300来说大大增加了纱线在上箱体300内的行程,保证纱线进行汽蒸的时间。
70.进一步的,继续参阅图7所示,拐点导轮370可以采用错开设置的方式,但该方式对空间的利用率较低,为此,本实施例中上下两侧的拐点导轮370相对设置,尽可能多的增加纱线穿过上箱体300时形成的拐点数量,从而增加纱线的叠加次数,进而延长了纱线在上箱体300内的行程,这样在同一蒸汽环境下这种纱线的叠加可以降低蒸汽所需要的温度,节能环保,提高整体的工作效率。
71.在中国专利申请号cn201810294768.2中公开了一种多功能散纤维连续染色机,虽然说该染色剂也实现了连续染色的效果,但是该染色机中活性染料浸轧、皂洗液浸轧在常温下进行,汽蒸固色、皂洗汽蒸时间为5~10分钟,优选6分钟,汽蒸固色、皂洗汽蒸温度为95℃以上,优选100~102℃;而本实施例通过对纱线的叠加一方面增加了行程,另一方面各个拐点对纱线进行了拉扯,即提高了纱线接触蒸汽的时间,又提高了蒸汽进入纱线的效率,从而使纱线在80℃的环境下汽蒸2分钟就达到良好的固色效果。
72.此外,在上箱体300内对应纱线的行径路线上加设有张紧轮350和挤压组件360,通
过张紧轮350提高纱线的紧绷程度,以使纱线稳定的贴合拐点导轮370,而且在拐点的拉扯下,使纱线得到拉伸,这样更便于蒸汽进入到纱线内部,使纱线得以均匀受热,而挤压组件360的具体结构参阅图8所示,挤压组件360包括第二下压轮361和第二上压轮363,第二上压轮363固定在其外部的压轮架362上,而第二下压轮361的一侧设置有第二液压杆364,第二液压杆364固定在上箱体300上,通过第二下压轮361和第二上压轮363相互靠近对纱线进行挤压,以挤出纱线中的水分,在上箱体300内对应纱线的行径路线上可设置多个挤压组件360,这样不断的挤出水分,可以使纱线在上箱体300内完成多次汽蒸,也就是说在纱线吸满水分后,再被第二下压轮361和第二上压轮363挤出,然后再继续吸收水分。
73.第二实施例,如图11所示,纱线拉长系由多个气流喷头380组成,多个气流喷头380通过错开的方式安装在上箱体300内的上下两侧,然后气流喷头380喷出的气流作用在穿入上箱体300的纱线上,相邻的两个气流喷头380在纱线上形成相向的作用力,而且相邻的两个气流喷头380又是错开设置的,所以经过的纱线会在相邻两个气流喷头380之间进行一次倾斜,然后再在下一个气流喷头380的作用下完成变向,也就是相邻的三个气流喷头380作用就能够让纱线进行一次叠加,从而实现纱线在上箱体300内的行程增加。
74.整体来看,通过气流喷头380输出气流的作用使纱线在上箱体300内形成多个拐点,每经过一个拐点完成一次变向,变向后的纱线进行叠加,以完成行程的增加,而且气流喷头380喷出的是高压气流,具体通过负压泵产生的负压作用使蒸汽变成高压气流后被喷出,喷出的高压气流作用在纱线上可以提高拐点处蒸汽的穿透能力,从而提高对纱线的汽蒸效果。
75.不仅如此,位于下侧的气流喷头380能够提高蒸汽输出箱311产生蒸汽的上流速度,并且上流后的蒸汽再被上侧的气流喷头380向下喷出,从而保证蒸汽能够高速流动的同时还能跟随纱线延长流动的行程,进一步提高对纱线的汽蒸效果。
76.另外,纱线在与蒸汽接触时是不被阻挡的,这样能够更充分的与蒸汽接触。
77.第三实施例,请参阅图12所示,纱线拉长系包括设置在上箱体300内靠近压力调节辊340侧的摆动轮390和导向轨道391,摆动轮390在电机或者液压力的驱动下在导向轨道391内上下滑动,而且进行上下滑动的摆动轮390会带动穿入的纱线同步滑动,这样横向移动的纱线受到纵向的作用力就会呈波浪的方式进行移动,也就让纱线具有多个拐点,每经过一个拐点就会进行一次变向,完成一次叠加。
78.需要说明的是,第二实施例和第三实施例都要求进入上箱体300内的纱线为松弛状态,另外,不论是气流作用还是摆动的方式,移动的纱线都会进行抖动,通过抖动的作用使染色后的纱线更为蓬松,而且能将堆叠的纱线抖散开来,散开的纱线单独与蒸汽接触,进而提高汽蒸的效率。
79.以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的仅为本发明的优选例,并不用来限制本发明,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1