一种偏硬抗撕裂型箱包衬布的制备工艺的制作方法
本发明涉及衬布的制备领域,特别涉及一种偏硬抗撕裂型箱包衬布的制备工艺。
背景技术:
1、衬布是以机织物、针织物和非织造布为基布,采用(或不采用)热塑性高分子化合物,经过专门机械进行特殊整理加工,用于服装的内层起到补强、挺括等作用的,与面料粘合(或非粘合)的专用服装辅料,特稀纯棉衬布是衬布的一种,其是通过纯棉纱线纺织成经纬纱交织之内孔隙较大,即较为稀疏的衬布。
2、箱包衬布,顾名思义就是用于制备箱包的布料,其一般选用结实耐磨的布料,如涤纶、牛津布等。
3、而随着人们生活水平的提高,出行次数变多,箱包使用的次数也变多,这就导致箱包衬布的磨损也变得更加频繁,为了保证箱包的使用持久性,一般箱包衬布会选用强度较高、偏硬的布料,目前针对这一问题,需要提供一种偏硬抗撕裂型箱包衬布的制备工艺。
技术实现思路
1、本发明的目的在于提供一种偏硬抗撕裂型箱包衬布的制备工艺,以解决上述背景技术中提出的问题。
2、为实现上述目的,本发明提供如下技术方案:一种偏硬抗撕裂型箱包衬布的制备工艺,其制备步骤如下:
3、s1:基布制作,衬布原料选择环保优质聚酯短纤维、热熔短纤维、4080低熔纤维和中空涤纶纤维,加工前,将所有纤维原料浸没在含有纤维保护剂的水浴液中,水浴烘干后将优质聚酯短纤维、热熔短纤维送至混纺箱中得到基布经纱,将4080低熔纤维和中空涤纶纤维送至混纺箱中得到基布纬纱,将得到的基布经纱和基布纬纱输送至经编机中编织得到衬布基布,;
4、s2:基布加工,将得到的衬布基布经过验布和修织工序,得到改进后的基布坯料;
5、s3:基布拉伸处理,利用支布架将衬布基布首尾固定,并将其拉伸至最大长度,基布中部位置同样使用支布架固定,防止基布松散,固定完成后输送至汽蒸箱中,蒸箱温度控制在40摄氏度,汽蒸过程中置于衬布首尾两端的支布架上放置振动电机,启动振动电机,带动衬布抖动,振动电机的振动频率为4-5hz,避免抖动过大损伤纤维,抖动时间为10分钟,汽蒸时间为30分钟;
6、s4:浸轧精炼液:包括:
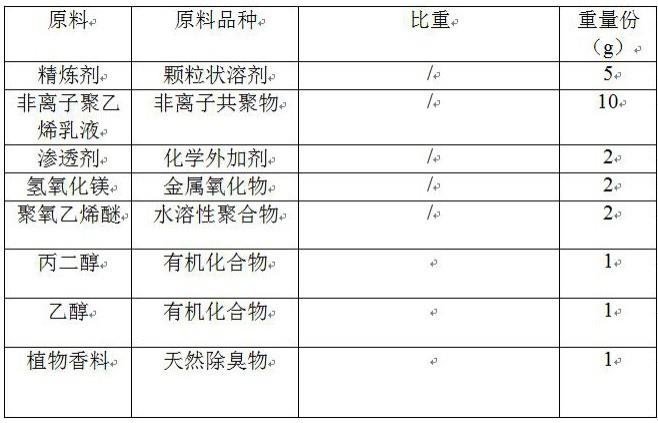
7、制备改性精炼液:改性精炼液原料选择精炼剂5-10份,非离子聚乙烯乳液10-20份,渗透剂2份,氢氧化镁2份,聚氧乙烯醚2份,丙二醇1-3份,乙醇1-3份,植物香料1-3份;
8、将以上的精炼剂,非离子聚乙烯乳液,氢氧化镁按照与水比例1:4添加至化学反应釜中,开启反应釜搅拌系统,加热混合,搅拌时间为40-50分钟,得到第一精炼体系溶液;
9、一次浸轧:将第一精炼体系溶液和碱剂按照4:1的比例在轧槽前预先混合,另外加入适量的渗透剂和消泡剂,混合放入轧液槽中,此时将进布,使用轧车在室温下按照二浸二轧的方式对衬布进行浸轧,轧余率为80%,带液率为90%,浸轧机车速大于50y/min;
10、二次浸轧,一次浸轧30-40分钟后,静置衬布10分钟,此时将聚氧乙烯醚,丙二醇,乙醇,植物香料在化学反应釜中混合,常温混合得到第二精炼体系溶液,清除一次浸轧中轧液槽内的第一精炼体系溶液,将第二精炼体系溶液通入浸轧机的轧液槽中,加入适量渗透剂和消泡剂,在室温下按照一浸一轧对衬布进行二次浸轧,二次浸轧时间为20-30分钟;
11、s5:整理定型,将改性的衬布在均匀轧车上浸轧织物整理液,浸轧后在热定型机中100摄氏度预烘3min,后调高温度,在120-170摄氏度下焙烘2min即可。精炼剂5-10份,非离子聚乙烯乳液10-20份,渗透剂2份,氢氧化镁2份,聚氧乙烯醚2份,丙二醇1-3份,乙醇1-3份,植物香料1-3份
12、优选的,该改性精炼液的配方比例1为:
13、。
14、
15、优选的,该改性精炼液的配方比例2为:
16、。
17、
18、优选的,该改性精炼液的配方比例3为:
19、-。
20、优选的,所述s1基布制作的工序中,对环保优质聚酯短纤维、热熔短纤维、4080低熔纤维和中空涤纶纤维进行水浴处理的时间为10-15分钟,水浴温度为40-50摄氏度。
21、本发明的技术效果和优点:一种偏硬抗撕裂型箱包衬布的制备工艺,通过选用环保优质聚酯短纤维、热熔短纤维、4080低熔纤维和中空涤纶纤维作为该衬布的原料,并经过混纺和经编得到复合型衬布坯料,可使衬布得结构层次更加复杂,硬度较高,通过在混纺前使用纤维保护剂对原料进行浸泡,可有效保护纤维在纺织不断裂,提高抗撕裂性,通过使用振动电机和汽蒸箱对衬布进行抖动和加热,可进一步提高布料的结构强度。
22、实施方式
23、下面将结合本发明实施例,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
24、本发明提供了一种偏硬抗撕裂型箱包衬布的制备工艺,一种偏硬抗撕裂型箱包衬布的制备工艺,其制备步骤如下:
25、s1:基布制作,衬布原料选择环保优质聚酯短纤维、热熔短纤维、4080低熔纤维和中空涤纶纤维,加工前,将所有纤维原料浸没在含有纤维保护剂的水浴液中,水浴烘干后将优质聚酯短纤维、热熔短纤维送至混纺箱中得到基布经纱,将4080低熔纤维和中空涤纶纤维送至混纺箱中得到基布纬纱,将得到的基布经纱和基布纬纱输送至经编机中编织得到衬布基布,;
26、s2:基布加工,将得到的衬布基布经过验布和修织工序,得到改进后的基布坯料;
27、s3:基布拉伸处理,利用支布架将衬布基布首尾固定,并将其拉伸至最大长度,基布中部位置同样使用支布架固定,防止基布松散,固定完成后输送至汽蒸箱中,蒸箱温度控制在40摄氏度,汽蒸过程中置于衬布首尾两端的支布架上放置振动电机,启动振动电机,带动衬布抖动,振动电机的振动频率为4-5hz,避免抖动过大损伤纤维,抖动时间为10分钟,汽蒸时间为30分钟;
28、s4:浸轧精炼液:包括:
29、制备改性精炼液:改性精炼液原料选择精炼剂5-10份,非离子聚乙烯乳液10-20份,渗透剂2份,氢氧化镁2份,聚氧乙烯醚2份,丙二醇1-3份,乙醇1-3份,植物香料1-3份;
30、将以上的精炼剂,非离子聚乙烯乳液,氢氧化镁按照与水比例1:4添加至化学反应釜中,开启反应釜搅拌系统,加热混合,搅拌时间为40-50分钟,得到第一精炼体系溶液;
31、一次浸轧:将第一精炼体系溶液和碱剂按照4:1的比例在轧槽前预先混合,另外加入适量的渗透剂和消泡剂,混合放入轧液槽中,此时将进布,使用轧车在室温下按照二浸二轧的方式对衬布进行浸轧,轧余率为80%,带液率为90%,浸轧机车速大于50y/min;
32、二次浸轧,一次浸轧30-40分钟后,静置衬布10分钟,此时将聚氧乙烯醚,丙二醇,乙醇,植物香料在化学反应釜中混合,常温混合得到第二精炼体系溶液,清除一次浸轧中轧液槽内的第一精炼体系溶液,将第二精炼体系溶液通入浸轧机的轧液槽中,加入适量渗透剂和消泡剂,在室温下按照一浸一轧对衬布进行二次浸轧,二次浸轧时间为20-30分钟;
33、s5:整理定型,将改性的衬布在均匀轧车上浸轧织物整理液,浸轧后在热定型机中100摄氏度预烘3min,后调高温度,在120-170摄氏度下焙烘2min即可。
34、实施例一,该改性精炼液的配方比例1为:
35、。
36、实施例二,该改性精炼液的配方比例2为:
37、。
38、实施例三,该改性精炼液的配方比例3为:
39、。
40、实施例四,所述s1基布制作的工序中,对环保优质聚酯短纤维、热熔短纤维、4080低熔纤维和中空涤纶纤维进行水浴处理的时间为10-15分钟,水浴温度为40-50摄氏度。
41、综上所述,本发明提供的一种偏硬抗撕裂型箱包衬布的制备工艺,通过选用环保优质聚酯短纤维、热熔短纤维、4080低熔纤维和中空涤纶纤维作为该衬布的原料,并经过混纺和经编得到复合型衬布坯料,可使衬布得结构层次更加复杂,硬度较高,通过在混纺前使用纤维保护剂对原料进行浸泡,可有效保护纤维在纺织不断裂,提高抗撕裂性,通过使用振动电机和汽蒸箱对衬布进行抖动和加热,可进一步提高布料的结构强度。
42、最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
43、本发明使用到的标准零件均可以从市场上购买,异形件根据说明书的记载均可以进行订制。
44、尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
- 还没有人留言评论。精彩留言会获得点赞!