一种自动驳接丈根车的制作方法
本技术涉及纺织设备,尤其是涉及一种自动驳接丈根车。
背景技术:
1、丈根是指有伸缩力的橡皮条,丈根通常呈条状结构,其内部为胶丝,其外部包裹有涤纶,又可称为松紧绳/弹力绳。
2、丈根广泛应用于衣物中,例如弹性裤腰带,通过在裤腰位置内嵌圆环状的丈根,使得裤腰具备弹性伸缩功能,便于穿着裤子。
3、圆环状的丈根的制作过程中,工人通常先利用剪刀将条状的丈根剪短形成特定长度,再将条状的丈根手动弯曲至两端重合,最后利用缝纫机将丈根两端重合部分进行缝制固定(驳接),最终便形成内嵌于裤腰的圆环状丈根。
4、但是,人工裁剪、弯曲、缝制的过程均会耗费大量的人力物力,且生产效率较低,导致圆环状丈根的制作成本较大;因此,可作进一步改善。
技术实现思路
1、为了解决效率差、耗费大量的人力物力的问题,使圆环状丈根的制作成本降低,本技术提供一种自动驳接丈根车。
2、本技术提供一种自动驳接丈根车,具体技术方案:
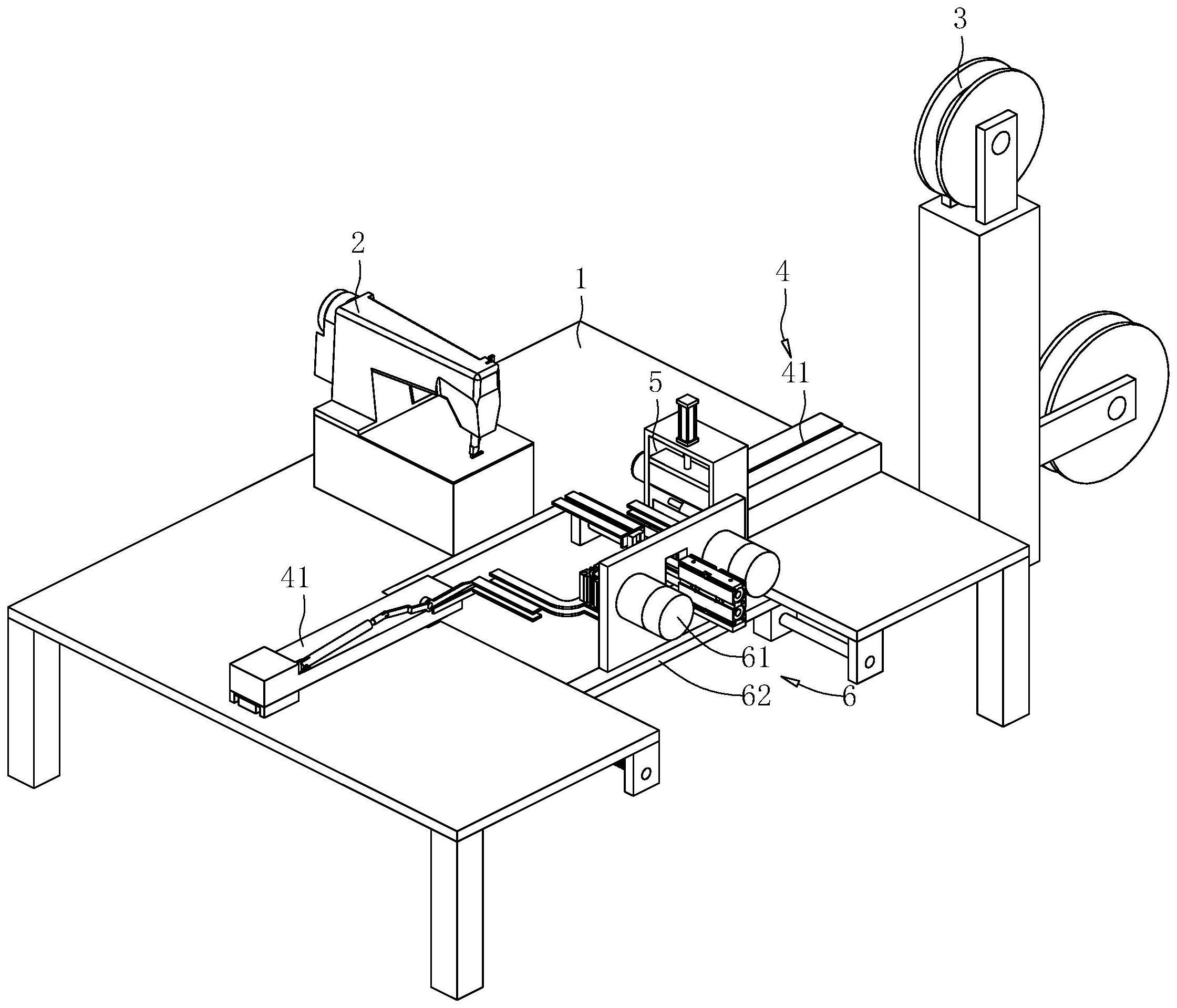
3、一种自动驳接丈根车,包括缝纫机;放卷模块,放卷模块转动设置有丈根卷;传送模块,传送模块设置于放卷模块一侧,丈根卷的自由端穿设于传送模块,且传送模块对丈根卷的自由端进行夹持传送;切断模块,切断模块设置于传送模块中部,丈根卷的自由端穿设于切断模块,且切断模块对丈根卷的自由端进行定量切断,以形成丈根条;驳接模块,驳接模块设置于传送模块一侧,驳接模块夹持于丈根条,且令丈根条弯曲至两端重合,且令丈根条两端重合部分移动至缝纫机。
4、通过采用上述技术方案,使用时,丈根卷的自由端从放卷模块输出,传送模块对丈根卷的自由端进行夹持传送,且在夹持传送预定距离之后,切断模块对丈根卷的自由端进行定量切断,使切断部分形成丈根条,且在丈根卷的自由端定量切断之前,驳接模块对丈根卷的自由端进行夹持,使切断后的丈根条也被驳接模块所夹持,最后由驳接模块将丈根条弯曲至两端重合,且将丈根条两端重合部分移动至缝纫机,由缝纫机将丈根条两端重合部分进行缝制固定(驳接),最终便形成内嵌于裤腰的圆环状丈根条;通过全自动机械方式,解决效率差、耗费大量的人力物力的问题,使圆环状丈根的制作成本降低。
5、可选的,所述传送模块包括传出机构以及拉出机构,所述传出机构与拉出机构分别位于切断模块两侧,丈根卷的自由端依次穿设于传出机构、切断模块以及拉出机构,且所述传出机构与拉出机构共同对丈根卷的自由端进行夹持传送。
6、通过采用上述技术方案,传出机构与拉出机构以相同的传送速度共同对丈根卷的自由端进行夹持传送,且在夹持传送预定距离之后,拉出机构先停止运行、传出机构则继续运行,使丈根卷的自由端下坠形成u形形状。
7、可选的,所述驳接模块包括弯曲机构以及推进机构,所述弯曲机构位于切断模块与拉出机构之间,所述弯曲机构夹持于丈根条,且令丈根条弯曲至两端重合,所述推进机构连接于弯曲机构,且所述推进机构驱动弯曲机构进行移动。
8、通过采用上述技术方案,弯曲机构将切断后的丈根条弯曲至两端重合,由推进机构推动弯曲机构移动,使丈根条两端重合部分顺利移动至缝纫机,从而实现驳接模块的驳接功能。
9、可选的,所述传出机构包括传出架、转动设置于传出架的主动传出辊、转动设置于传出架的从动传出辊以及传出电机,所述传出电机固设于传出架且用于驱动主动传出辊转动,丈根卷的自由端滑动穿设于传出架,主动传出辊与从动传出辊分别与丈根卷的自由端两侧相抵接。
10、通过采用上述技术方案,传出电机驱动主动传出辊转动的过程中,主动传出辊与从动传出辊共同对丈根卷的自由端进行夹持,丈根卷的自由端在摩擦作用下实现传送,从而实现传出机构对丈根卷的自由端进行夹持传送的效果。
11、可选的,所述拉出机构包括直线电机、固设于直线电机输出端的移动座、第一夹手、第二夹手以及第一气缸,所述第一夹手固设于移动座,所述第二夹手转动设置于移动座,所述第一气缸两端分别铰接于移动座以及第二夹手。
12、通过采用上述技术方案,启动直线电机,直线电机通过移动座带动第一夹手以及第二夹手移动至传出架的尾端,且第一夹手以及第二夹手分别位于丈根卷的自由端上下两侧,随后第一气缸驱动第二夹手转动,使第一夹手与第二夹手对丈根卷的自由端进行夹持,最后由直线电机通过移动座带动第一夹手以及第二夹手退回,从而实现拉出机构对丈根卷的自由端进行夹持传送的效果。
13、可选的,所述弯曲机构包括安装板、两组旋转电机以及推进气缸,两组所述旋转电机均固设于安装板且对称布置,两组所述旋转电机输出端均固设有旋转块,所述旋转块固设有第三夹手,所述第三夹手固设有第二气缸,所述第二气缸输出端固设有第四夹手;所述推进气缸固设于安装板且位于两组旋转电机之间,所述推进气缸输出端固设有承接板。
14、通过采用上述技术方案,首先,第二气缸驱动第四夹手沿远离第三夹手方向移动,使第三夹手与第四夹手间隔布置;然后,拉出机构穿过第三夹手与第四夹手,且对丈根卷的自由端进行夹持传送,使丈根卷的自由端穿过第三夹手与第四夹手;随后,第二气缸驱动第四夹手沿靠近第三夹手方向移动,使第三夹手与第四夹手共同对丈根卷的自由端进行夹持,便于切断模块对丈根卷的自由端进行定量切断形成丈根条;再随后,推进气缸控制承接板伸出至两组旋转块之间;最后,两组旋转电机驱动两组旋转块旋转,使丈根条弯曲至两端搭接于承接板,且丈根条两端在承接板实现重合。
15、可选的,所述推进机构包括推进板、推进丝杆以及推进电机,所述推进板固设于安装板,所述推进丝杆螺纹连接于安装板,所述推进电机输出端连接于推进丝杆且用于驱动推进丝杆转动。
16、通过采用上述技术方案,推进电机驱动推进丝杆转动过程中,推进板在螺纹连接作用下带动安装板移动,从而实现由推进机构推动弯曲机构移动,使丈根条两端重合部分顺利移动至缝纫机,从而实现驳接模块的驳接功能。
17、可选的,所述切断模块包括滑动设置于传出架的活动刀片以及固设于传出架的固定刀片,所述活动刀片与固定刀片相对准,所述传出架固设有用于驱动活动刀片滑动的第三气缸。
18、通过采用上述技术方案,在夹持传送预定距离之后,切断模块对丈根卷的自由端进行定量切断,具体的,第三气缸驱动活动刀片沿靠近固定刀片方向滑动,使活动刀片与固定刀片共同对丈根卷的自由端切断,从而便使切断部分形成丈根条。
19、可选的,所述传出机构包括传出架、转动设置于传出架的主动传出辊、转动设置于传出架的从动传出辊以及传出电机,所述传出电机固设于传出架且用于驱动主动传出辊转动,丈根卷的自由端滑动穿设于传出架,主动传出辊与从动传出辊分别与丈根卷的自由端两侧相抵接;所述切断模块包括滑动设置于传出架的活动刀片以及固设于传出架的固定刀片,所述活动刀片与固定刀片相对准;所述主动传出辊为主动直齿轮,所述传出架转动设置有从动直齿轮,所述主动直齿轮与从动直齿轮相啮合,所述从动直齿轮一侧固设有压块,且在压块随从动直齿轮转动至抵接于活动刀片时,所述活动刀片沿靠近固定刀片方向滑动,所述活动刀片与传出架之间连接有弹性复位件组件,且在压块随从动直齿轮转动至脱离活动刀片时,所述弹性复位件组件带动活动刀片沿远离固定刀片方向滑动。
20、通过采用上述技术方案,传出电机驱动主动传出辊转动的过程中,主动传出辊与从动传出辊共同对丈根卷的自由端进行夹持,丈根卷的自由端在摩擦作用下实现传送,从而实现传出机构对丈根卷的自由端进行夹持传送的效果;与此同时,主动直齿轮啮合带动从动直齿轮以及压块转动,压块随从动直齿轮转动至抵接于活动刀片顶部时,压块推动活动刀片顶部,使活动刀片沿靠近固定刀片方向滑动,使活动刀片与固定刀片共同对丈根卷的自由端切断,从而便使切断部分形成丈根条。
21、可选的,所述弹性复位件组件包括压簧以及限位杆,所述限位杆固设于活动刀片,所述限位杆滑动穿设于传出架,所述压簧连接于限位杆与传出架之间,所述限位杆固设有限位块,且在活动刀片沿远离固定刀片方向滑动至预定位置时,所述限位块与传出架相抵紧。
22、通过采用上述技术方案,活动刀片沿远离固定刀片方向滑动至预定位置时,压块与活动刀片相脱离,活动刀片在压簧的复位作用下恢复位置。
23、综上所述,本技术至少包括以下有益技术效果:
24、使用时,丈根卷的自由端从放卷模块输出,传送模块对丈根卷的自由端进行夹持传送,且在夹持传送预定距离之后,切断模块对丈根卷的自由端进行定量切断,使切断部分形成丈根条,且在丈根卷的自由端定量切断之前,驳接模块对丈根卷的自由端进行夹持,使切断后的丈根条也被驳接模块所夹持,最后由驳接模块将丈根条弯曲至两端重合,且将丈根条两端重合部分移动至缝纫机,由缝纫机将丈根条两端重合部分进行缝制固定(驳接),最终便形成内嵌于裤腰的圆环状丈根条;通过全自动机械方式,解决效率差、耗费大量的人力物力的问题,使圆环状丈根的制作成本降低。
- 还没有人留言评论。精彩留言会获得点赞!