一种多单元组合高速纺丝铺网设备及其成网方法与流程
本技术涉及铺网机,具体是涉及一种多单元组合高速纺丝铺网设备及其成网方法。
背景技术:
1、无纺布又称不织布、针刺棉、针刺无纺布等,采用聚酯纤维,涤纶纤维材质生产,经过针刺工艺制作而成,可做出不同的厚度、手感、硬度等。
2、无纺布具有防潮、透气、柔韧、轻薄、阻燃、无毒无味、价格低廉、可循环再用等特点。可用于不同的行业,比如隔音,隔热,电热片,口罩,服装,医用,填充材料等。
3、无纺布没有经纬线,剪裁和缝纫都非常方便,而且质轻容易定型,因为无纺布是一种不需要纺纱织布而形成的织物,只是将纺织短纤维或者长丝进行定向或随机排列,形成纤网结构,然后采用机械、热粘或化学等方法加固而成。它不是由一根一根的纱线交织、编结在一起的,而是将纤维直接通过物理的方法粘合在一起的。非织造布突破了传统的纺织原理,并具有工艺流程短、生产速率快,产量高、成本低、用途广、原料来源多等特点。
4、现有的我国公开号为cn115404596b中国专利公开了一种具有导流作用的铺网机,但是其专利还具有以下缺陷:
5、其装置的压紧轮设于矩形架的两侧,当矩形架进行铺网时,矩形架会进行平移,此时设于矩形架两侧的压紧轮均会将纤维网向下压紧,但是当矩形架位移至一侧至极限后,矩形架会立即反向位移,此时其中一个压紧轮会朝向纤维网的侧边位移,那么该压紧轮会压滚纤维网的侧边,由于纤维网的侧边无固定,最终纤维网的侧边会被压紧轮抵触而出现隆起,最终当矩形架往复位移后,纤维网的两侧均会出现一定的隆起,最终影响多层纤维网成品的品质,并且当需要提高产量时,铺网滑车的平移速度以及出网速度都会进一步的提升,由于铺网滑车的平移速度较快且纤维网的重量较轻易漂浮,那么当铺网滑车经过一轮平移后进行反向位移时,落于传输平台上的纤维网会被铺网滑车拉扯而偏移,最终导致叠加后的多层纤维网的表面不平整,此时会出现多层纤维网两侧低而中部高的情况,所以有必要提供一种多单元组合高速纺丝铺网设备来解决上述的问题。
技术实现思路
1、基于此,有必要针对现有技术问题,提供一种多单元组合高速纺丝铺网设备及其成网方法。
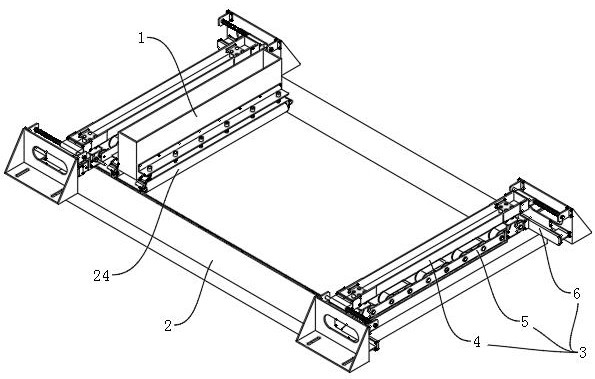
2、为解决现有技术问题,本技术采用的技术方案为:一种多单元组合高速纺丝铺网设备,包括铺网滑车和传输平台,所述铺网滑车滑动设于传输平台的上方,所述铺网滑车通过往复平移将单层纤维网折叠成平铺于传输平台上的多层纤维网,所述传输平台用于带动多层纤维网向前运输,所述传输平台的运输方向垂直于铺网滑车的位移方向,还包括两组呈对称状态分别设于传输平台两侧的侧边压紧组件,每组所述侧边压紧组件均包括弹性平移机构、弹性下压机构和抬升机构,所述弹性平移机构包括平移架和若干组一号弹性件,所述平移架滑动于传输平台的上方,所述平移架的平移方向与铺网滑车的位移方向一致,所述弹性下压机构包括下压条和若干组二号弹性件,所述下压条的长度方向与传输平台的输送方向一致,所述下压条通过若干组二号弹性件与平移架相连,每个所述下压条均将多层纤维网对应的侧边向下压紧,所述平移架用于下压条与铺网滑车相抵触后带动下压条远离多层纤维网的侧边,若干组所述一号弹性件用于在平移架平移后带动平移架复位,所述抬升机构用于在平移架平移时带动下压条上升。
3、进一步的,每组所述弹性平移机构均还包括两组立面支架和两组导滑件,两组所述立面支架呈对称状态设于传输平台的一侧,且两组所述立面支架沿传输平台的输送方向间隔分布,每个所述平移架均为横截面呈u形的条状板,每个所述平移架的长度方向均与传输平台的输送方向一致,且每个所述平移架均设于两组立面支架之间,两组所述导滑件分别设于两组立面支架上,每组所述导滑件均包括固定轴和滑块,所述固定轴固定设于对应的立面支架上,所述固定轴的轴向与铺网滑车的位移方向一致,所述滑块滑动于固定轴上,且所述滑块与平移架对应的端部固连。
4、进一步的,每个所述立面支架上均固定设有两个呈对称状态的连接板,每个所述固定轴的两端均分别与两个连接板固连,且每个所述固定轴均垂直于两个连接板,所述一号弹性件的数量为两组,每组所述一号弹性件均为一号弹簧,每个所述一号弹簧均套设于对应的固定轴上,且每个所述一号弹簧的两端分别与滑块和其中一个连接板相抵触。
5、进一步的,每个所述下压条均包括两个条形支板和若干组压边件,两个所述条形支板呈对称状态设于平移架的正下方,每个所述条形支板均呈竖直状态,每个所述条形支板的长度方向均与平移架的长度方向一致,两个所述条形支板沿铺网滑车的位移方向间隔分布,两个条形支板的首尾端均设有用于将二者固定相连的u形板,若干组所述压边件沿条形支板的长度方向等距分布于两个条形支板之间,每组所述压边件均包括两个滚轮和套设于两个滚轮上的传动带,每个所述滚轮均转动于两个条形支板之间,每个所述传动带均用于将对应的两个滚轮传动相连,且每个所述滚轮的轴向均与铺网滑车的平移方向一致。
6、进一步的,若干组所述二号弹性件沿平移架的长度方向等距分布于平移架与下压条之间,每组所述二号弹性件均包括下压板、若干个一号限位轴和若干个二号弹簧,所述下压板呈水平设于两个条形支板的上方,且所述下压板的两端均通过一个竖板与对应的条形支板相固连,若干个所述一号限位轴呈矩阵分布于下压板的顶部,每个所述一号限位轴均呈竖直与下压板固连,且每个所述一号限位轴均向上穿过平移架,每个所述二号弹簧分别套设在各自对应的一号限位轴上,且每个所述二号弹簧的上下两端均分别与平移架和下压板相抵触。
7、进一步的,所述抬升机构包括两组分别设于对应下压条两端的斜楔组合件,每组所述斜楔组合件均包括斜楔块和斜楔条,所述斜楔块与对应的u形板固连,所述斜楔条与对应的立面支架固连,且每个所述斜楔条的一端均与对应的斜楔块斜楔配合。
8、进一步的,所述铺网滑车的两侧均设有压平组件,每组所述压平组件均包括压辊、支撑架、辊架和若干组三号弹性件,所述支撑架固定设于铺网滑车的侧壁上,所述支撑架的长度方向与铺网滑车的长度方向一致,所述辊架平行设置于支撑架的下方,所述压辊转动于辊架上,且所述压辊的轴向与支撑架的长度方向一致,若干组所述三号弹性件沿压辊的轴向等距分布于支撑架和辊架之间,每组所述三号弹性件均包括二号限位轴和三号弹簧,每个所述二号限位轴均呈竖直与辊架固连,且每个所述二号限位轴均向上穿过支撑架,每个所述三号弹簧均套设于对应的二号限位轴上,且每个所述三号弹簧的两端均分别与支撑架和辊架相抵触。
9、进一步的,每个所述辊架的两端均固定设有插套,所述插套的轴向与铺网滑车的平移方向一致,每个朝向铺网滑车的条形支板上均固定设有两根分别与每个辊架上的两个插套一一对应的插轴,每个所述插轴均在铺网滑车靠近传输平台的侧边的过程中插入对应的插套内,且每个所述插轴的上均同轴成型有限位环,每个所述限位环均用于在插轴完全插入插套后与插套相抵触。
10、进一步的,每个所述平移架内均固定设有若干组与二号弹性件一一对应的滑动稳定件,每组所述滑动稳定件均包括若干个与一号限位轴一一对应的一号轴套,若干个所述一号轴套通过一个平板与平移架固连,每个所述一号限位轴均向上穿过平移架后插入对应的一号轴套内,每个所述支撑架上均成型有若干个与二号限位轴一一对应的二号轴套,每个所述二号限位轴均向上穿过支撑架后插入对应的二号轴套内。
11、一种多单元组合高速纺丝铺网设备的成网方法,该成网方法包括如下步骤:
12、s1,采用纺丝机使成纤聚合物溶液或熔体形成单纤维网;
13、s2,对单纤维网进行叠加铺网,最终形成多层纤维网。
14、本技术与现有技术相比具有的有益效果是:
15、其一,通过本技术中的两组侧边压紧组件来分别对多层纤维网的两侧进行压紧,并且侧边压紧组件需要在铺网滑车驶来后对铺网滑车进行避让,以此供铺网滑车进行正常的铺网工作;
16、其二,通过本技术中的抬升机构使得下压条在被铺网滑车驱动平移时能够自动实现上升,以此下压条在平移时不会与纤维网的侧边相接触,最终防止纤维条的侧边被下压条拉动而出现断裂的情况;
17、其三,在铺网滑车平移至传输平台侧边的过程中,靠近铺网滑车的插轴均会逐渐插入对应的插套内,以此通过插轴和插套的配合,使得当前的下压条和辊架连成一体,当下压条上升后,由于此时辊架与下压条相连,那么辊架会跟随下压条一并上升,此后当下压条下降后,辊架才会下降,以此在铺网滑车反向位移时,设于铺网滑车一侧的压辊会呈上升状态而不会抵触多层纤维网的侧边,防止多层纤维网的侧边被压辊滚压而成隆起。
- 还没有人留言评论。精彩留言会获得点赞!