一种陶瓷瓷砖自动化加工设备的制作方法
[0001]
本发明涉及建筑材料加工领域,特别涉及一种陶瓷瓷砖自动化加工设备。
背景技术:
[0002]
在陶瓷瓷砖生产使用过程中,经常要根据实际情况,将现有的瓷砖切割成所需要的尺寸,手工切削加工效率低下且无法保证瓷砖的外观漂亮美观。为了解决这个问题,申请号cn201720164802.5公布了一种陶瓷瓷砖自动化加工设备,该设备噪音大,自动化程度低,成本高无法在日常生产中大范围普及应用。
技术实现要素:
[0003]
针对上述技术问题本发明提供一种陶瓷瓷砖自动化加工设备,包括设备台面,所述设备台面的上板上表面安装了升降移动装置,且升降移动装置的后侧边沿与设备台面的上板后侧边沿对齐,所述设备台面的上板上表面安装了工装送进装置,且工装送进装置的前侧边沿与设备台面的上板前侧边沿相对齐,所述升降移动装置中升降滑板的前侧安装平面与瓷砖切削装置的后侧安装平面安装在一起,且瓷砖切削装置中切削装置安装支架的下侧边沿与升降滑板的下侧边沿相对齐,所述工装送进装置中送进装置滑板的上侧安装平面安装固定了陶瓷瓷砖定位工装,且陶瓷瓷砖定位工装的右侧边沿与送进装置滑板的右侧边沿相对齐;所述陶瓷瓷砖定位工装包括工装底板、后侧限位块、侧面夹紧块、侧面夹紧块弹簧、侧面夹紧块弹簧挡板、前侧夹紧块弹簧挡板、前侧夹紧块弹簧、前侧夹紧块滑板、前侧夹紧块压板、左侧导向块、右侧导向块,所述工装底板安装固定在送进装置滑板上表面,所述工装底板的上安装面与后侧限位块的下安装面安装固定在一起,且后侧限位块的后侧边沿与工装底板的后侧边沿相对齐,所述工装底板的左侧与右侧t 型槽分别与侧面夹紧块外侧相配合,且两个侧面夹紧块有圆角侧向内安装,所述侧面夹紧块的右侧平面与侧面夹紧块弹簧相接触,所述侧面夹紧块弹簧的右侧端面与侧面夹紧块弹簧挡板的左侧安装面固定连接在一起,所述侧面夹紧块弹簧挡板的左侧安装面与工装底板的右侧安装面安装在一起,所述工装底板的上侧安装面与左侧导向块的下侧安装面安装在一起,且左侧导向块的前侧与右侧边沿分别与工装底板的前侧与右侧边沿相对齐,所述工装底板的上侧安装面与前侧夹紧块滑板的下侧安装面相接触,且前侧夹紧块滑板位于左侧导向块和右侧导向块中间,所述工装底板的前侧安装面与前侧夹紧块弹簧挡板的后侧安装面安装在一起,所述前侧夹紧块弹簧挡板的后侧安装面与前侧夹紧块弹簧的前端固定连接在一起,所述前侧夹紧块弹簧的后端与前侧夹紧块滑板凹槽前侧面相接触,所述前侧夹紧块滑板的后侧安装面与前侧夹紧块压板的前侧安装面安装在一起;所述工装送进装置包括工装送进装置底板、送进装置导轨、送进装置滑块、送进装置滑板、送进装置气缸连接板、送进装置气缸安装支架、送进装置气缸,所述工装送进装置底板安装固定在设备台面的上板表面,所述工装送进装置底板的上安装面与送进装置导轨的下
安装面安装在一起,所述送进装置导轨的外侧与送进装置滑块的内侧相配合,所述送进装置滑块的上侧安装面与送进装置滑板的下侧安装面安装在一起,所述送进装置滑板的上安装面与送进装置气缸连接板的下安装面安装固定在一起,且送进装置气缸连接板靠近送进装置滑板的右后角,所述送进装置气缸连接板的左侧安装面与送进装置气缸的伸出轴端部相连接,所述送进装置气缸的左侧安装面与送进装置气缸安装支架的右侧安装面安装在一起,所述送进装置气缸安装支架的下侧安装面与工装送进装置底板的上侧安装面安装在一起;所述瓷砖切削装置包括切削装置安装支架、切削电机、切削电机带轮、同步皮带、切削片带轮、切削片带轮旋转轴、切削片带轮旋转轴导向套、切削片、切削片保护罩、导向套安装支架,所述切削装置安装支架的后侧安装面安装固定在升降滑板的前侧安装面上,所述切削装置安装支架的上安装面与切削电机的下侧安装面安装在一起,且切削电机的前侧边沿与切削装置安装支架的前侧边沿相对齐,所述切削电机的输出轴与切削电机带轮同轴连接,所述切削装置安装支架的下侧安装平面与导向套安装支架的上侧安装平面安装在一起,且导向套安装支架的前侧边沿与切削装置安装支架的前侧边沿相对齐,所述导向套安装支架的下侧安装面与切削片带轮旋转轴导向套的上侧安装面安装固定在一起,所述切削片带轮旋转轴导向套的前侧轴端与切削片带轮同轴配合,所述切削片带轮与切削电机带轮通过同步皮带的捆绑连接在一起,所述切削片带轮旋转轴导向套的后侧安装平面与切削片保护罩的前侧安装面安装在一起,所述切削片带轮旋转轴导向套的后部轴端与切削片同轴配合,且切削片位于切削片保护罩的内部;所述升降移动装置包括升降移动装置安装立柱、电机安装板、升降电机、导向轴、导向轴滑块、联轴器、丝杆螺母、丝杆螺母安装块、旋转丝杠、丝杠轴承、升降滑板、丝杠轴承安装板、导轨安装板,所述升降移动装置安装立柱的下板下安装面与设备台面的上板上安装面安装在一起,所述升降移动装置安装立柱前板前安装面与电机安装板的后安装面安装固定在一起,且电机安装板的上侧边沿与升降移动装置安装立柱前板上侧边沿相对齐,所述电机安装板的上侧安装平面与升降电机的下安装平面安装在一起,所述升降移动装置安装立柱的前板前安装面与导轨安装板的后安装面安装在一起,且导轨安装板的上侧平面与电机安装板的下侧平面相对齐,所述导轨安装板的前侧安装面与导向轴的后侧安装面安装在一起,所述导向轴的外侧与导向轴滑块的内侧相配合,所述导向轴滑块的前侧安装面与升降滑板的后侧安装面安装在一起,所述升降滑板的后侧安装面与丝杆螺母安装块的前侧安装面安装在一起,且丝杆螺母安装块的上侧边沿与升降滑板的上侧边沿相对齐,所述丝杆螺母安装块的内孔与丝杆螺母的外圆相配合,所述丝杆螺母内部与旋转丝杠外部相啮合,所述旋转丝杠上侧轴端与升降电机的输出轴通过联轴器同轴连接,所述升降移动装置安装立柱的前侧安装平面与丝杠轴承安装板的后侧安装面安装固定在一起,且丝杠轴承安装板的上侧边沿与导轨安装板的下侧边沿相对齐,所述丝杠轴承安装板的内孔与丝杠轴承的外圆相配合,且丝杠轴承的内圆与旋转丝杠相配合。
[0004]
进一步的,所述限位块表面光滑无毛刺,材料选择cr12mov,表面处理化学镀镍。
[0005]
进一步的,所述切削电机带轮和切削片带轮直径比为2:1,提升转速加强切割效果。
[0006]
进一步的,所述切削片保护罩有保护功能,材质选用不锈钢。
[0007]
进一步的,所述丝杆螺母与旋转丝杠啮合,旋转丝杠(509)丝杠螺距选择10mm,旋转丝杠(509)每旋转一圈丝杆螺母(507)水平移动10mm。
[0008]
本发明与现有技术相比的有益效果是:(1) 本发明适用性强,切削深度可以通过程序控制;(2)本发明安全系数高,切削过程中无需人员参与,避免了人员受伤;(3)本发明自动化程度高,人工上料后,设备自动运行,后续操作无需人员参与。
附图说明
[0009]
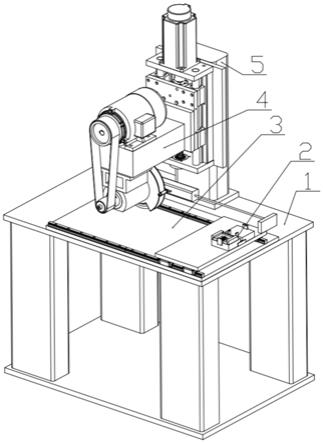
图1为本发明整体结构示意图;图2为本发明陶瓷瓷砖定位工装示意图;图3为本发明工装送进装置示意图;图4为本发明瓷砖切削装置示意图;图5为本发明升降移动装置示意图。
[0010]
附图标号:1-设备台面;2-陶瓷瓷砖定位工装;3-工装送进装置;4-瓷砖切削装置;5-升降移动装置;201-工装底板;202-限位块;203-侧面夹紧块;204-侧面夹紧块弹簧;205-侧面夹紧块弹簧挡板;206-前侧夹紧块弹簧挡板;207-前侧夹紧块弹簧;208-前侧夹紧块滑板;209-前侧夹紧块压板;210-左侧导向块;211-右侧导向块;301-工装送进装置底板;302-送进装置导轨;303-送进装置滑块;304-送进装置滑板;305-送进装置气缸连接板;306-送进装置气缸安装支架;307-送进装置气缸;401-切削装置安装支架;402-切削电机;403-切削电机带轮;404-同步皮带;405-切削片带轮;406-切削片带轮旋转轴;407-切削片带轮旋转轴导向套;408-切削片;409-切削片保护罩;410-导向套安装支架;501-升降移动装置安装立柱;502-电机安装板;503-升降电机;504-导向轴;505-导向轴滑块;506-联轴器;507-丝杆螺母;508-丝杆螺母安装块;509-旋转丝杠;510-丝杠轴承;511-升降滑板;512-丝杠轴承安装板;513-导轨安装板。
具体实施方式
[0011]
下面结合附图1-5对本发明做以下详细说明。
[0012]
如图1、图2、图3、图4、图5所示,一种陶瓷瓷砖自动化加工设备,包括设备台面1,设备台面1的上板上表面安装了升降移动装置5,且升降移动装置5的后侧边沿与设备台面1的上板后侧边沿对齐,设备台面1的上板上表面安装了工装送进装置3,且工装送进装置3的前侧边沿与设备台面1的上板前侧边沿相对齐,升降移动装置5中升降滑板511的前侧安装平面与瓷砖切削装置4的后侧安装平面安装在一起,且瓷砖切削装置4中切削装置安装支架401的下侧边沿与升降滑板511的下侧边沿相对齐,工装送进装置3中送进装置滑板304的上侧安装平面安装固定了陶瓷瓷砖定位工装2,且陶瓷瓷砖定位工装2的右侧边沿与送进装置滑板304的右侧边沿相对齐。
[0013]
陶瓷瓷砖定位工装2具体结构如图2所示,陶瓷瓷砖定位工装2包括工装底板201、后侧限位块202、侧面夹紧块203、侧面夹紧块弹簧204、侧面夹紧块弹簧挡板205、前侧夹紧块弹簧挡板206、前侧夹紧块弹簧207、前侧夹紧块滑板208、前侧夹紧块压板209、左侧导向块210、右侧导向块211,工装底板201安装固定在送进装置滑板304上表面,工装底板201的
上安装面与后侧限位块202的下安装面安装固定在一起,且后侧限位块202的后侧边沿与工装底板201的后侧边沿相对齐,工装底板201的左侧与右侧t 型槽分别与侧面夹紧块203外侧相配合,且两个侧面夹紧块203有圆角侧向内安装,侧面夹紧块203的右侧平面与侧面夹紧块弹簧204相接触,侧面夹紧块弹簧204的右侧端面与侧面夹紧块弹簧挡板205的左侧安装面固定连接在一起,侧面夹紧块弹簧挡板205的左侧安装面与工装底板201的右侧安装面安装在一起,工装底板201的上侧安装面与左侧导向块210的下侧安装面安装在一起,且左侧导向块210的前侧与右侧边沿分别与工装底板201的前侧与右侧边沿相对齐,工装底板201的上侧安装面与前侧夹紧块滑板208的下侧安装面相接触,且前侧夹紧块滑板208位于左侧导向块210和右侧导向块211中间,工装底板201的前侧安装面与前侧夹紧块弹簧挡板206的后侧安装面安装在一起,前侧夹紧块弹簧挡板206的后侧安装面与前侧夹紧块弹簧207的前端固定连接在一起,前侧夹紧块弹簧207的后端与前侧夹紧块滑板208凹槽前侧面相接触,前侧夹紧块滑板208的后侧安装面与前侧夹紧块压板209的前侧安装面安装在一起。侧面夹紧块203在侧面夹紧块弹簧204的推动作用下向内侧夹紧,前侧夹紧块压板209在前侧夹紧块弹簧207的推动作用下向后侧压紧,尺寸不同的陶瓷瓷砖在侧面夹紧块弹簧204、侧面夹紧块203、前侧夹紧块压板209的夹紧作用下都可以定位。
[0014]
工装送进装置3具体结构如图3所示,工装送进装置3包括工装送进装置底板301、送进装置导轨302、送进装置滑块303、送进装置滑板304、送进装置气缸连接板305、送进装置气缸安装支架306、送进装置气缸307,工装送进装置底板301安装固定在设备台面1的上板表面,工装送进装置底板301的上安装面与送进装置导轨302的下安装面安装在一起,送进装置导轨302的外侧与送进装置滑块303的内侧相配合,送进装置滑块303的上侧安装面与送进装置滑板304的下侧安装面安装在一起,送进装置滑板304的上安装面与送进装置气缸连接板305的下安装面安装固定在一起,且送进装置气缸连接板305靠近送进装置滑板304的右后角,送进装置气缸连接板305的左侧安装面与送进装置气缸307的伸出轴端部相连接,送进装置气缸307的左侧安装面与送进装置气缸安装支架306的右侧安装面安装在一起,送进装置气缸安装支架306的下侧安装面与工装送进装置底板301的上侧安装面安装在一起。在送进装置气缸307的推动作用下,以及送进装置导轨302和送进装置滑块303的导向作用下,送进装置滑板304左右方向移动。
[0015]
瓷砖切削装置4具体结构如图4所示,瓷砖切削装置4包括切削装置安装支架401、切削电机402、切削电机带轮403、同步皮带404、切削片带轮405、切削片带轮旋转轴406、切削片带轮旋转轴导向套407、切削片408、切削片保护罩409、导向套安装支架410,切削装置安装支架401的后侧安装面安装固定在升降滑板511的前侧安装面上,切削装置安装支架401的上安装面与切削电机402的下侧安装面安装在一起,且切削电机402的前侧边沿与切削装置安装支架401的前侧边沿相对齐,切削电机402的输出轴与切削电机带轮403同轴连接,切削装置安装支架401的下侧安装平面与导向套安装支架410的上侧安装平面安装在一起,且导向套安装支架410的前侧边沿与切削装置安装支架401的前侧边沿相对齐,导向套安装支架410的下侧安装面与切削片带轮旋转轴导向套407的上侧安装面安装固定在一起,切削片带轮旋转轴导向套407的前侧轴端与切削片带轮405同轴配合,切削片带轮405与切削电机带轮403通过同步皮带404的捆绑连接在一起,切削片带轮旋转轴导向套407的后侧安装平面与切削片保护罩409的前侧安装面安装在一起,切削片带轮旋转轴导向套407的后
部轴端与切削片408同轴配合,且切削片408位于切削片保护罩409的内部。切削电机402旋转带动切削电机带轮403旋转,切削电机带轮403通过同步皮带404带动切削片带轮405,切削片带轮405通过切削片带轮旋转轴406带动切削片408进行切削加工。
[0016]
升降移动装置5包括具体结构如图5所示,升降移动装置5包括升降移动装置安装立柱501、电机安装板502、升降电机503、导向轴504、导向轴滑块505、联轴器506、丝杆螺母507、丝杆螺母安装块508、旋转丝杠509、丝杠轴承510、升降滑板511、丝杠轴承安装板512、导轨安装板513,升降移动装置安装立柱501的下板下安装面与设备台面1的上板上安装面安装在一起,升降移动装置安装立柱501前板前安装面与电机安装板502的后安装面安装固定在一起,且电机安装板502的上侧边沿与升降移动装置安装立柱501前板上侧边沿相对齐,电机安装板502的上侧安装平面与升降电机503的下安装平面安装在一起,升降移动装置安装立柱501的前板前安装面与导轨安装板513的后安装面安装在一起,且导轨安装板513的上侧平面与电机安装板502的下侧平面相对齐,导轨安装板513的前侧安装面与导向轴504的后侧安装面安装在一起,导向轴504的外侧与导向轴滑块505的内侧相配合,导向轴滑块505的前侧安装面与升降滑板511的后侧安装面安装在一起,升降滑板511的后侧安装面与丝杆螺母安装块508的前侧安装面安装在一起,且丝杆螺母安装块508的上侧边沿与升降滑板511的上侧边沿相对齐,丝杆螺母安装块508的内孔与丝杆螺母507的外圆相配合,丝杆螺母507内部与旋转丝杠509外部相啮合,旋转丝杠509上侧轴端与升降电机503的输出轴通过联轴器506同轴连接,升降移动装置安装立柱501的前侧安装平面与丝杠轴承安装板512的后侧安装面安装固定在一起,且丝杠轴承安装板512的上侧边沿与导轨安装板513的下侧边沿相对齐,丝杠轴承安装板512的内孔与丝杠轴承510的外圆相配合,且丝杠轴承510的内圆与旋转丝杠509相配合。升降电机503旋转通过联轴器506将速度传递给旋转丝杠509,旋转丝杠509与丝杆螺母507配合将旋转丝杠509的旋转运动转换为丝杆螺母507的直线进给运动,在导向轴504和导向轴滑块505的导向作用下,丝杆螺母507通过丝杆螺母安装块508带动升降滑板511做上下直线运动。
[0017]
限位块202表面光滑无毛刺,材料选择cr12mov,表面处理化学镀镍。切削电机带轮403和切削片带轮405通过同步皮带404直径比为2:1,提升转速加强切割效果。切削片保护罩409有保护功能,材质选用不锈钢。丝杆螺母507与旋转丝杠509啮合,旋转丝杠(509)丝杠螺距选择10mm,旋转丝杠(509)每旋转一圈丝杆螺母(507)水平移动10mm。
[0018]
操作者将待加工的陶瓷瓷砖放置在陶瓷瓷砖定位工装2上面,在送进装置气缸307的拉动作用下,将瓷砖向右运送到瓷砖切削装置4的正下方,切削电机402高速旋转带动切削电机带轮403转动,同步皮带404将切削电机带轮403的速度与扭矩传递给切削片带轮405,切削片带轮405旋转的同时带动切削片带轮旋转轴406,切削片带轮旋转轴406与切削片带轮旋转轴导向套407等速旋转。升降电机503带动旋转丝杠509旋转,丝杆螺母507与旋转丝杠509配合并将旋转丝杠509的旋转运动转换为丝杆螺母507的直线运动,丝杆螺母507带动升降滑板511直线运动,升降滑板511运动的同时控制切削片408距离瓷砖的距离并对瓷砖进行切割,完成后各部件退回原位,人工将瓷砖取下开始下一个循环。
[0019]
以上所述,仅是本发明的较佳实施例而已,并非是对本发明作其它形式的限制,凡是未脱离本发明技术方案内容,依据本发明的申请范围内所做的任何修改、等同替换和改进等,仍属于本发明技术方案的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1