一种光固化陶瓷成形的铺设装置及工艺
1.本发明属于光固化3d打印领域,具体涉及一种光固化陶瓷成形的铺设装置及工艺。
背景技术:
2.光固化3d打印成型技术是一种成型精度高,成型速度快的增材制造工艺,在工业,艺术等领域已被广泛应用。当陶瓷材料应用于该工艺时,将光敏树脂材料与粉末陶瓷充分混合形成高固相低粘度的浆体,再进行光固化操作。在铺设环节应充分考虑陶瓷浆体的非牛顿流变特性,因此传统的铺设工艺不能完全满足该工艺中的应用需求。
技术实现要素:
3.本发明的目的在于提供一种光固化陶瓷成型的铺设装置及工艺,克服了现有铺设工艺无法适应陶瓷浆体的非牛顿流变特性。
4.实现本发明目的的技术解决方案为:一种光固化陶瓷成形的铺设装置,包括机架,梳齿条,铺设窄板条,螺旋测微调节螺钉,螺母和压缩弹簧;
5.梳齿条和铺设窄板条分别通过l型板与螺旋测微调节螺钉连接,其中一个l型板的一端连接有水平设置的铺设窄板条,l型板的另一侧通过通孔和螺旋测微调节螺钉连接,另外一个l型板的一端设有梳齿条,l型板的另一侧通过通孔和螺旋测微调节螺钉连接;
6.螺旋测微调节螺钉均设置在机架上,且螺旋测微调节螺钉外周位于l型板的上侧套设有压缩弹簧,螺旋测微调节螺钉配设有螺母,两个螺旋测微调节螺钉设置在机架上两个独立的支架上。
7.进一步的,通过调整螺母,实现梳齿条和铺设窄板条高度的可调。
8.进一步的,所述梳齿条的梳齿紧密均匀分布,齿距为(0.02
‑
0.06)*铺设长度。
9.进一步的,所述铺设窄板条的尺寸为3
‑
6cm,根据打印范围调整。
10.进一步的,还包括驱动装置,用于驱动铺设装置往返运动。
11.一种利用上述的装置进行铺设的工艺,包括如下步骤:
12.步骤(1):利用螺旋测微调节螺钉调节铺设窄板条和梳齿条的深度;
13.步骤(2):利用电机驱动铺设装置匀速往返移动一次,其中朝铺设窄板条的方向移动为“往”,朝梳齿条的方向移动为“返”,如果当前为第一层打印时只需完成“返”向移动;
14.步骤(3):进行光固化3d打印;
15.步骤(4):判断是否为最后一层,如果是最后一层则打印结束,否则回至步骤(2)。
16.进一步的,步骤(1)中调节铺设窄板条和梳齿条的深度,使得梳齿条插入进当前待打印层的陶瓷浆体中,且插入深度不大于当前设定的层厚值。
17.本发明与现有技术相比,其显著优点在于:
18.1)本发明通过梳齿条装置,可以有效去除陶瓷浆体中多余空气,避免后续气泡的产生,影响成型精度和成型件的致密度。
19.2)本发明中利用铺设窄板条,不仅可以铺平陶瓷浆体,而且可以压实陶瓷浆体材料,提高成型件的致密度。
20.3)本发明将进一步完善光固化陶瓷3d打印工艺,促进光固化3d打印技术的发展,创造一定的社会效益。
附图说明
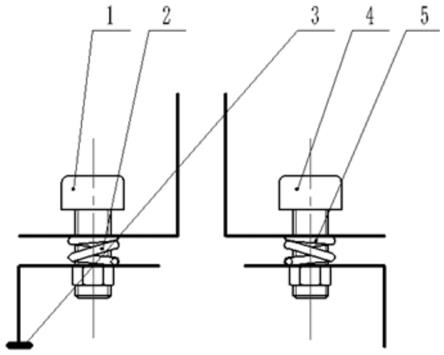
21.图1为本发明的铺设装置主视图。
22.图2为本发明的铺设装置右视图。
23.图3为本发明的后处理工艺流程图。
24.附图标记说明:
[0025]1‑
第一螺旋测微调节螺钉,2
‑
第一压缩弹簧,3
‑
铺设窄板条,4
‑
第二螺旋测微调节螺钉,5
‑
第二压缩弹簧,6
‑
梳齿条。
具体实施方式
[0026]
下面结合附图对本发明作进一步详细描述。
[0027]
如图1
‑
2所示,一种光固化陶瓷成型的铺设装置,包括梳齿条6,铺设窄板条3,第一螺旋测微调节螺钉1和第而螺旋测微调节螺钉4,第一压缩弹簧2和第二压缩弹簧5;
[0028]
所述梳齿条6,它可以有效去除树脂材料与陶瓷材料混合浆体中混入的多余空气,防止后续气泡的产生;所述铺设窄板条3,它可以配合梳齿条6的动作,既实现浆体铺平又能够起到压实的作用;所述螺旋测微调节螺钉1和4,它可以分别调节铺设窄板条3和梳齿条6的纵向深度距离;所述压缩弹簧2和5,它预留了上下两部分之间的间距,留有可供调节的余地。
[0029]
梳齿条6中的梳齿是紧密均匀分布的,可以有效作用于全部铺设区域;
[0030]
铺设窄板条3底部是一较窄的平面,避免了传统刮刀只能刮平不能压实浆体材料的缺陷,又弥补了类似铺粉辊只能压实不能铺平浆体材料的不足;
[0031]
第一和第二螺旋测微调节螺钉可以分别调节铺设窄板条3和梳齿条6的纵向深度,在层厚发生变化时,可以实现精确调节;
[0032]
第一螺旋测微调节螺钉1和第二螺旋测微调节螺钉4在进行调节时,第一压缩弹簧2和第二压缩弹簧5预留了上下机架部分的距离,给调节铺设窄板条3和梳齿条6的纵向深度提供了足够空间;
[0033]
铺设窄板条3和梳齿条6的机架是相互独立的,利用螺旋测微调节螺钉调节纵向深度时可以根据需要进行不同的调节;
[0034]
在利用第二螺旋测微调节螺钉4调节梳齿条6的纵向深度时,要求梳齿条6可以插入进待打印层的陶瓷浆体中,而插入的深度应不大于当前设置的层厚,以防破坏已打印部分的结构。
[0035]
参见图3所示,本发明包括光固化陶瓷成型的铺设工艺,所述工艺主要包括铺设窄板条纵向深度的调节,梳齿条纵向深度的调节,多余空气的排出,陶瓷浆体的铺平与压实;其中所述铺设窄板条纵向深度的调节是利用第一螺旋测微调节螺钉1结合第一压缩弹簧2实现的;所述梳齿条纵向深度的调节是利用第二螺旋测微调节螺钉4结合第二压缩弹簧5实
现的;所述多余空气的排出是利用梳齿条6实现的;所述陶瓷浆体的铺平与压实是利用铺设窄板条3的移动实现的。
[0036]
步骤(1):调节铺设窄板条和梳齿条的深度,根据当前设定的层厚值,利用螺旋测微调节螺钉分别调节铺设窄板条和梳齿条的深度,其中梳齿条需要插入进当前待打印层的陶瓷浆体中,且插入深度不大于当前设定的层厚值;
[0037]
步骤(2):利用电机驱动铺设装置匀速往返移动一次,其中朝铺设窄板条的方向移动为“往”,朝梳齿条的方向移动为“返”,如果当前为第一层打印时只需完成“返”向移动;
[0038]
步骤(3):进行光固化3d打印;
[0039]
步骤(4):判断是否为最后一层,如果是最后一层则打印结束,否则回至步骤(2)。
[0040]
所述铺设装置的往返移动可以利用电机驱动滚珠丝杠实现。
[0041]
所述第一压缩弹簧2和第二压缩弹簧5应选用弹簧刚度稍高的弹簧,避免因移动过程中的振动引起上下机架之间距离的微小变化。
[0042]
本发明改善了光固化陶瓷成型的铺设工艺,避免因陶瓷浆体的复杂流变特性导致浆体表面无法完全铺平、压实的现象。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1