一种用于切割花岗岩大理石以及各种石材的金刚石刀头的制作方法
1.本实用新型属于金刚石刀头技术领域,具体为一种用于切割花岗岩大理石以及各种石材的金刚石刀头。
背景技术:
2.金刚石就是我们常说的钻石,它是一种由纯碳组成的矿物。金刚石是自然界中最坚硬的物质,因此也就具有了许多重要的工业用途,如精细研磨材料、高硬切割工具、各类钻头、拉丝模,还被作为很多精密仪。金刚石锯片通常由基体和刀头两部分组成。基体的外圆周上设置有一圈内含金刚石的刀头。传统的金刚石锯片其刀头一般是在合金粉内加一定浓度的金刚石颗粒,再采用机械混料的方式,将两者混合后,装入模具内烧结而成。
3.现有的金刚石刀头金刚石颗粒裸露不充分时,使金刚石颗粒不能有效地参与切削,而刀头上金刚石裸露过多的部位,金刚石会过早地脱落,由此影响切割效率和使用寿命,同时现有的金刚石刀头与被切割的物体接触面积过大而产生较大的阻力,导致切割效果不好,同时影响了金刚石刀头的使用寿命。
技术实现要素:
4.本实用新型的目的在于:为了解决上述提出的问题,提供一种用于切割花岗岩大理石以及各种石材的金刚石刀头。
5.本实用新型采用的技术方案如下:一种用于切割花岗岩大理石以及各种石材的金刚石刀头,包括,金刚石刀头本体,所述金刚石刀头本体包括金刚石颗粒、复合金属层、缓冲层和焊接金属层,所述金刚石颗粒镶嵌于复合金属层和缓冲层上,所述复合金属层下端叠压粘接有缓冲层,所述缓冲层远离所述复合金属层的一侧的表面叠压粘接有焊接金属层,所述焊接金属层两端设置有流线槽,所述金刚石刀头本体斜侧两端叠压粘接有斜线连接层;所述金刚石刀头本体长度为22mm,所述金刚石刀头本体的宽度为7mm,所述金刚石颗粒外表面喷涂一层低温钎层。
6.在一优选的实施方式中,所述复合金属层的长度为22mm,所述复合金属层的宽度为7mm,所述复合金属层的厚度为2mm,所述复合金属层为fe、ni、cu、co、sn、zn、wc和mn的合金。
7.在一优选的实施方式中,所述缓冲层长度为22mm,所述缓冲层的宽度为7mm,所述缓冲层的厚度为3.5mm,所述缓冲层为多孔柔软金属材料。
8.在一优选的实施方式中,所述焊接金属层的长度为22mm,所述焊接金属层的宽度为7mm,所述复合金属层的厚度为6.5mm。
9.在一优选的实施方式中,所述流线槽延刀头切削方向呈流线形状有序排列,且流线槽相对于焊接金属层对称。
10.在一优选的实施方式中,所述斜线连接层相对于金刚石刀头本体的倾斜角为60度,所述斜线连接层叠压烧结在金刚石刀头本体两边。
11.综上所述,由于采用了上述技术方案,本实用新型的有益效果是:
12.1、本实用新型中,金刚石颗粒都能够随着锯片的旋转依次参与切削,提高了金刚石颗粒的利用率。
13.2、本实用新型中,金刚石刀头本体斜侧两端叠压粘接的斜线连接层和焊接金属层两端设置的流线槽可以降低金刚石刀头与被切割物体的接触面积,且流线槽与锯片的旋转的方向相同,提高了装置的切割效果。
14.3、本实用新型中,缓冲层内的多孔金属材料可以减少受到的压力,并且减小了对被切削材料的反向冲击,减少了崩边现象的发生,提高了装置的使用周期。
附图说明
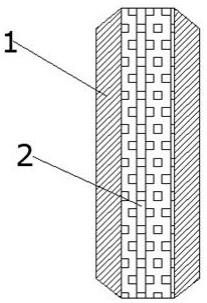
15.图1为本实用新型的结构示意简图;
16.图2为本实用新型中的剖视结构示意简图;
17.图3为本实用新型中侧视结构示意简图。
18.图中标记:1、斜线连接层;2、金刚石刀头本体;201、金刚石颗粒;202、焊接金属层;203、复合金属层;204、复合金属层;4、流线槽。
具体实施方式
19.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本实用新型,并不用于限定本实用新型。
20.参照图1-3,一种用于切割花岗岩大理石以及各种石材的金刚石刀头,包括,金刚石刀头本体2,金刚石刀头本体2包括金刚石颗粒201、复合金属层203、缓冲层204和焊接金属层202,金刚石颗粒 201镶嵌于复合金属层203和缓冲层204上,金刚石颗粒201均匀的嵌在复合金属层203上,保证金刚石颗粒201都能够随着锯片的旋转依次参与切削,复合金属层203下端叠压粘接有缓冲层204,缓冲层 204内的多孔金属材料可以减少受到的压力,并且减小了对被切削材料的反向冲击,缓冲层204远离所述复合金属层203的一侧的表面叠压粘接有焊接金属层202,焊接金属层202两端设置有流线槽4,流线槽4与锯片的旋转的方向相同,金刚石刀头本体2斜侧两端叠压粘接有斜线连接层1;金刚石刀头本体2长度为22mm,金刚石刀头本体 2的宽度为7mm,金刚石颗粒201外表面喷涂一层低温钎层。
21.需要说明的是,复合金属层203的长度为22mm,复合金属层203 的宽度为7mm,复合金属层203的厚度为2mm,复合金属层203为fe、 ni、cu、co、sn、zn、wc和mn的合金。
22.需要说明的是,缓冲层204长度为22mm,缓冲层204的宽度为 7mm,缓冲层204的厚度为3.5mm,缓冲层204为多孔柔软金属材料。
23.需要说明的是,焊接金属层202的长度为22mm,焊接金属层202 的宽度为7mm,复合金属层203的厚度为6.5mm。
24.需要说明的是,流线槽4延刀头切削方向呈流线形状有序排列,流线槽4相对于焊接金属层202对称。
25.需要说明的是,斜线连接层1相对于金刚石刀头本体2的倾斜角为60度,斜线连接层1叠压烧结在金刚石刀头本体2两边。
26.工作原理:
27.在使用之前,通过焊接将焊接金属层202与锯片焊接在一起,在使用时,通过金刚石刀头本体2上的金刚石颗粒201对岩石进行切割,金刚石颗粒201均匀的嵌在复合金属层203上,保证金刚石颗粒201 都能够随着锯片的旋转依次参与切削,提高了金刚石颗粒201的利用率,同时缓冲层204内的多孔金属材料可以减少受到的压力,并且减小了对被切削材料的反向冲击,减少了崩边现象的发生,提高了装置的使用周期。
28.同时金刚石刀头本体2斜侧两端叠压粘接的斜线连接层1和焊接金属层202两端设置的流线槽4可以降低金刚石刀头与被切割物体的接触面积,且流线槽4与锯片的旋转的方向相同,提高了装置的切割效果。
29.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1