切削装置的制作方法
1.本发明涉及对晶片等被加工物进行切削的切削装置。
背景技术:
2.通过对在由呈格子状排列的多条分割预定线(间隔道)划分出的区域中分别形成有ic(integrated circuit:集成电路)、lsi(large scale integration:大规模集成电路)等器件的晶片进行分割,制造出分别具有器件的多个器件芯片。该器件芯片搭载于移动电话、个人计算机等各种电子设备。
3.在晶片的分割中,例如使用切削装置。切削装置具有:保持单元(保持工作台),其对被加工物进行保持;以及切削单元,其安装有对被加工物进行切削的环状的切削刀具。通过使切削刀具进行旋转并切入到保持单元所保持的被加工物,对被加工物进行切削、分割。
4.另外,切削装置具有:显示单元,其显示与切削加工相关的各种信息;以及操作面板,其用于供操作者向切削装置输入规定的信息。例如在专利文献1中公开了在操作者进行操作的位置设置有显示单元和操作面板的切削装置。操作者一边参照显示在显示单元上的信息一边对操作面板进行操作,从而向切削装置输入加工条件等信息。
5.专利文献1:日本特开2006
‑
156809号公报
6.当持续进行切削刀具对被加工物的切削时,在切削刀具的前端部(刃尖)产生磨损或缺陷。因此,在使用了切削刀具一定的期间之后,进行将使用完的切削刀具更换为未使用的切削刀具(更换用的切削刀具)的刀具更换作业。
7.在更换切削刀具时,操作者使显示单元显示用于进行刀具更换作业的画面(刀具更换画面),并且使用操作面板输入未使用的切削刀具的信息。另外,手动或自动地进行使用完的切削刀具的卸下和未使用的切削刀具的安装。然后,操作者通过选择刀具更换画面所包含的结束键(确定键)来确定切削刀具的更换处理。
8.但是,在操作切削装置的过程中,操作者有时由于各种原因而错误地选择刀具更换画面的结束键。例如,在使显示单元显示刀具更换画面之后立即发生了紧急事态的情况下,操作者有可能在突然离开现场应对紧急事态之后忘记更换切削刀具而选择刀具更换画面的结束键。另外,有时在由于操作失误等而将刀具更换画面无意地显示在显示单元上的情况下,操作者为了关闭刀具更换画面而错误地选择了结束键。
9.如果在未进行切削刀具的更换的状态下选择结束键,则尽管处于在切削单元上安装着使用完的切削刀具的状态,切削装置会以安装着无磨损或缺损的未使用的切削刀具为前提而开始被加工物的加工。其结果为,有可能产生切削刀具向被加工物的切入量不足等被加工物不能如愿地被加工的事态,产生加工不良。
技术实现要素:
10.本发明是鉴于上述问题而完成的,其目的在于,提供能够可靠地实施切削刀具的更换并防止加工不良的产生的切削装置。
11.根据本发明的一个方式,提供一种切削装置,其构成为包含:保持单元,其对被加工物进行保持;切削单元,其具有切削刀具并且该切削刀具能够旋转,该切削刀具对该保持单元所保持的该被加工物进行切削;加工进给单元,其使该保持单元和该切削单元沿着加工进给方向相对地移动;切入进给单元,其使该切削单元沿着切入方向移动;检测单元,其检测该切削刀具的前端位置;开闭自如的罩,其将配设有该切削单元的加工区域封闭;以及显示单元,该切削单元包含:旋转轴;壳体,其将该旋转轴支承为能够旋转;以及凸缘,其配设于该旋转轴的前端部,供该切削刀具装卸自如地安装,该显示单元显示刀具更换画面,该刀具更换画面包含:第一显示部,其显示与该切削刀具进行更换的未使用的切削刀具的外径和刃尖伸出量;第二显示部,其显示该切削刀具的刃尖的消耗量;以及结束键,其使该切削刀具的更换处理结束,当选择该结束键时,通过该检测单元来检测该切削刀具的前端位置,在安装于该切削单元的该切削刀具的外径与该第一显示部所显示的该未使用的切削刀具的外径对应的情况下,允许更换该切削刀具,在安装于该切削单元的该切削刀具的外径不与该第一显示部所显示的该未使用的切削刀具的外径对应的情况下,不允许更换该切削刀具并发出警告。
12.另外,优选的是,该第二显示部所显示的该消耗量被备份,即使在选择了该结束键的情况下,该切削装置也能够在该第二显示部中恢复该消耗量。另外,优选的是,当在该显示单元上显示该刀具更换画面时,能够进行该罩的开闭,在尽管不存在该罩被打开的信息但选择了该结束键而通过该检测单元检测该切削刀具的前端位置之前,不允许更换该切削刀具并发出警告。
13.另外,根据本发明的另一方式,提供一种切削装置,其构成为包含:保持单元,其对被加工物进行保持;切削单元,其具有切削刀具并且该切削刀具能够旋转,该切削刀具对该保持单元所保持的该被加工物进行切削;加工进给单元,其使该保持单元和该切削单元沿着加工进给方向相对地移动;切入进给单元,其使该切削单元沿着切入方向移动;开闭自如的罩,其将配设有该切削单元的加工区域封闭;以及显示单元,该切削单元包含:旋转轴;壳体,其将该旋转轴支承为能够旋转;以及凸缘,其配设于该旋转轴的前端部,供该切削刀具装卸自如地安装,该显示单元显示刀具更换画面,该刀具更换画面包含:第一显示部,其显示与该切削刀具进行更换的未使用的切削刀具的外径和刃尖伸出量;第二显示部,其显示该切削刀具的刃尖的消耗量;以及结束键,其使该切削刀具的更换处理结束,当在该显示单元上显示该刀具更换画面时,能够进行该罩的开闭,当尽管不存在该罩被打开的信息但选择了该结束键时,不允许更换该切削刀具并发出警告。
14.在本发明的一个方式的切削装置中,在安装于切削单元的切削刀具的外径不与未使用的切削刀具的外径对应的情况下,或者在不存在封闭切削单元的罩被打开的信息的情况下,即使选择刀具更换画面的结束键,也不允许更换切削刀具,而是发出警告。因此,能够防止被加工物被使用完的切削刀具无意地加工,并且操作者能够容易地识别到未正确地进行切削刀具的更换的意思。由此,能够可靠地实施切削刀具的更换,防止加工不良的产生。
附图说明
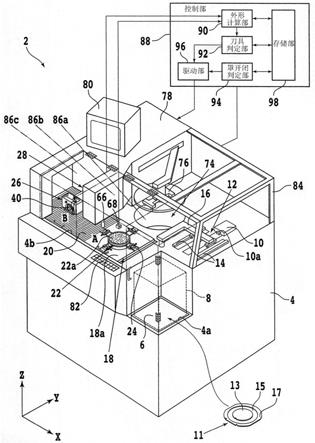
15.图1是示出切削装置的立体图。
16.图2的(a)是示出切削单元的立体图,图2的(b)是示出安装有刀具罩的切削单元的
立体图。
17.图3是示出检测单元的侧视图。
18.图4是示出显示刀具更换画面的显示单元的主视图。
19.图5是示出切削装置的动作的流程图。
20.标号说明
21.11:被加工物;13:晶片;15:带(划片带);17:框架;2:切削装置;4:基台;4a:开口;4b:开口;6:盒支承台;8:盒;10:搬送单元(搬送组件);10a:把持部;12:暂放区域;14:导轨;16:搬送单元(搬送组件);18:加工进给单元(第1移动组件);18a:移动工作台;20:防尘防滴罩;22:保持单元(保持工作台);22a:保持面;24:夹具;26:切削单元(切削组件);28:切入进给单元(第2移动组件);30:壳体;32:旋转轴(主轴);34:凸缘(安装座);36:凸缘部;36a:正面;36b:凸部;38:支承轴;38a:螺纹部;40:切削刀具;42:基台;42a:开口;42b:把持部;44:切削刃;46:固定螺母;46a:开口;48:刀具罩;48a、48b:螺纹孔;50:管;52:喷嘴;54:装卸罩;54a:圆孔;56:管;58:喷嘴;60:螺钉;62:装卸罩;62a:圆孔;64:螺钉;66:拍摄单元(拍摄组件);68:检测单元(检测组件);70:基台;70a:凹部;72a:投光部;72b:受光部;74:清洗单元(清洗组件);76:搬送单元(搬送组件);78:支承台;80:显示单元(显示部、显示组件);82:输入单元(输入部、输入组件);84:框体;86a、86b、86c:罩;88:控制部(控制单元、控制组件);90:外径计算部;92:刀具判定部;94:罩开闭判定部;96:驱动部;98:存储部;100:刀具更换画面;102:第一显示部(未使用刀具信息显示部);102a、102b、102c、102d、102e、102f、102g、102h:显示栏;104:第二显示部(刀具使用信息显示部);104a、104b、104c、104d:显示栏;106:结束键(确定键)。
具体实施方式
22.以下,参照附图对本发明的一个方式的实施方式进行说明。首先,对本实施方式的切削装置的结构例进行说明。图1是示出切削装置2的立体图。
23.切削装置2具有对构成切削装置2的各结构要素进行支承的基台4。在基台4的前方的角部形成有开口4a,在该开口4a中设置有盒支承台6,该盒支承台6通过升降机构(未图示)沿着z轴方向(切入方向、铅垂方向、上下方向)移动。在该盒支承台6上搭载有盒8,该盒8能够收纳由切削装置2实施切削加工的多个被加工物11。另外,在图1中用虚线表示盒8的轮廓。
24.例如,被加工物11具有由硅等构成的圆盘状的晶片13。晶片13被以相互交叉的方式呈格子状排列的多条分割预定线(间隔道)划分成多个区域。另外,在该多个区域的正面侧分别形成有ic、lsi等器件。当利用切削装置2沿着分割预定线对晶片13进行切削而进行分割时,能够得到分别具有器件的多个器件芯片。
25.在晶片13的背面侧粘贴有由树脂等形成且直径比晶片13大的圆形的带(划片带)15。另外,在带15的外周部粘贴有环状的框架17,该框架17由金属等形成且在中央部具有直径比晶片13大的圆形的开口。由此,晶片13借助带15而被框架17支承。即,图1所示的被加工物11是包含晶片13、带15以及框架17的框架单元。
26.但是,由切削装置2加工的被加工物11的种类、材质、形状、构造、大小等没有限制。例如,被加工物11也可以具有由硅以外的半导体(gaas、inp、gan、sic等)、玻璃、陶瓷、树脂、
金属等构成的晶片13。另外,形成于晶片13的器件的种类、数量、形状、构造、大小、配置等也没有限制,也可以在晶片13上不形成器件。
27.另外,被加工物11也可以具有未被框架17支承的晶片13或者未粘贴有带15的晶片13。此外,被加工物11也可以是csp(chip size package:芯片尺寸封装)基板、qfn(quad flat non
‑
leaded package:四方无引脚扁平封装)基板等封装基板。
28.在开口4a的后方设置有搬送单元(搬送组件)10,该搬送单元10进行被加工物11从盒8的搬出和被加工物11向盒8的搬入。搬送单元10由能够沿着y轴方向(分度进给方向、前后方向)移动的搬送机构构成。另外,在搬送单元10的位于开口4a侧(盒8侧)的端部设置有把持被加工物11(例如框架17)的端部的把持部10a。
29.在开口4a与搬送单元10之间设置有供从盒8搬出的被加工物11或者搬入到盒8的被加工物11暂放的暂放区域12。在该暂放区域12中设置有沿着y轴方向大致相互平行地配置的一对导轨14。一对导轨14以沿着x轴方向(加工进给方向、左右方向)相互接近和远离的方式移动,夹着被加工物11而进行被加工物11的对位。
30.在暂放区域12的附近设置有搬送被加工物11的搬送单元(搬送组件)16。例如,搬送单元16由搬送机构构成,该搬送机构具有对被加工物11的上表面侧(例如框架17的上表面侧)进行吸引保持的吸引垫。
31.在开口4a的侧方形成有长度方向沿着x轴方向的矩形状的开口4b。在该开口4b的内部设置有加工进给单元(第1移动组件)18和覆盖加工进给单元18的一部分的防尘防滴罩20。加工进给单元18例如由滚珠丝杠式的移动机构构成,具有上表面从防尘防滴罩20露出的移动工作台18a。
32.在移动工作台18a上设置有对被加工物11进行保持的保持单元(保持工作台)22。保持单元22的上表面构成对被加工物11进行保持的保持面22a。保持面22a经由形成于保持单元22的内部的吸引路(未图示)而与喷射器等吸引源(未图示)连接。另外,在保持单元22的周围设置有多个夹具24,该多个夹具24把持并固定被加工物11的端部(例如框架17)。
33.加工进给单元18使保持单元22与移动工作台18a一起沿着x轴方向移动。而且,保持单元22通过加工进给单元18而被定位于进行被加工物11的搬送的搬送区域a和进行被加工物11的加工的加工区域b。另外,保持单元22与电动机等旋转驱动源(未图示)连接,该旋转驱动源使保持单元22绕与z轴方向大致平行的旋转轴进行旋转。
34.在加工区域b中设置有对保持单元22所保持的被加工物11进行切削的切削单元(切削组件)26。切削单元26具有对被加工物11进行切削的环状的切削刀具40并且切削刀具40能够旋转。另外,切削单元26与使切削单元26沿着y轴方向和z轴方向移动的切入进给单元(第2移动组件)28连接。例如,切入进给单元28由具有沿着y轴方向的y轴滚珠丝杠和沿着z轴方向的z轴滚珠丝杠的滚珠丝杠式的移动机构构成。
35.图2的(a)是示出切削单元26的立体图。切削单元26具有圆筒状的壳体30,在该壳体30中收纳有圆筒状的旋转轴(主轴)32。旋转轴32被壳体30支承为能够旋转,旋转轴32的前端部(一端侧)露出到壳体30的外部。
36.在旋转轴32的前端部配设有对切削刀具40进行支承的凸缘(安装座)34。另外,在旋转轴32的基端部(另一端侧)连结有使旋转轴32进行旋转的电动机等旋转驱动源(未图示)。
37.凸缘34具有圆盘状的凸缘部36和从凸缘部36的正面36a的中央部突出的圆筒状的支承轴38。在凸缘部36的外周部的正面36a侧设置有从正面36a突出的环状的凸部36b。另外,凸部36b的前端面与正面36a大致平行地形成。另外,在支承轴38的外周面形成有螺纹部38a。
38.在凸缘34上装卸自如地安装有对被加工物11进行切削的环状的切削刀具40。切削刀具40具有由金属等形成的环状的基台42和沿着基台42的外缘部形成的环状的切削刃44。在基台42的中央部设置有沿厚度方向贯穿基台42的圆形的开口42a。另外,在基台42的开口42a的周围形成有沿基台42的厚度方向突出的环状的把持部42b。例如,操作者对把持部42b进行把持而将切削刀具40安装于凸缘34。
39.切削刃44形成为从基台42的外周缘朝向基台42的半径方向外侧突出。切削刃44从基台42的外周缘的突出量(刃尖伸出量)根据切削刀具40的规格而适当调整。例如,切削刃44是通过利用镀镍等结合材料固定由金刚石等形成的磨粒而形成的。
40.但是,切削刃44的磨粒和结合材料的材质没有限制,根据被加工物11的材质和加工内容等而适当选择。另外,图2的(a)示出了基台42和切削刃44构成为一体的毂型的切削刀具40,但也可以使用由通过由金属、陶瓷、树脂等形成的结合材料固定磨粒而成的环状的切削刃构成的垫圈型的切削刀具。
41.在支承轴38的螺纹部38a上紧固用于固定切削刀具40的环状的固定螺母46。在固定螺母46的中央部形成有与支承轴38的直径对应的圆形的开口46a,在该开口46a中形成有与支承轴38的螺纹部38a对应的螺纹槽。
42.切削刀具40以将支承轴38插入于基台42的开口42a的方式安装于凸缘34。如果在该状态下将固定螺母46与支承轴38的螺纹部38a螺合而进行紧固,则切削刀具40被凸缘部36的凸部36b的前端面和固定螺母46夹持。另外,通过卸下紧固于支承轴38的固定螺母46,能够卸下安装于凸缘部36的切削刀具40。这样,切削刀具40装卸自如地安装于旋转轴32的前端部(凸缘34)。
43.图2的(b)是示出安装有刀具罩48的切削单元26的立体图。如图2的(b)所示,在壳体30的前端部固定有形成为长方体状的刀具罩48,安装于切削单元26的切削刀具40被刀具罩48覆盖。
44.刀具罩48具有:管50,其提供切削液;以及喷嘴52,其与管50连接,并朝向切削刀具40的背面侧开口。另外,在刀具罩48的前表面侧安装有装卸罩54,在刀具罩48的上表面侧安装有装卸罩62。切削刀具40的上部被刀具罩48和装卸罩54、62覆盖。
45.装卸罩54具有提供切削液的管56和与管56连接的喷嘴58。喷嘴58设置成在装卸罩54安装于刀具罩48时朝向切削刀具40的正面侧开口。通过将螺钉60插入到形成于装卸罩54的圆孔54a中并拧入形成于刀具罩48的螺纹孔48a,装卸罩54固定于刀具罩48。
46.另外,通过将螺钉64插入到形成于装卸罩62的圆孔62a中并拧入形成于刀具罩48的螺纹孔48b,装卸罩62固定于刀具罩48。另外,也可以在装卸罩62的内侧设置有照射用于对切削刀具40进行修整的激光束的激光照射单元(激光照射组件)。
47.在利用切削单元26对被加工物11进行切削时,向管50、56提供纯水等切削液。该切削液经由喷嘴52、58而提供到切削刀具40的正背面侧。由此,被加工物11和切削刀具40被冷却,并且由切削产生的屑(切削屑)被冲洗掉。
48.如图1所示,在与保持单元22的移动路径(搬送区域a与加工区域b之间)重叠的位置设置有拍摄单元(拍摄组件)66。拍摄单元66由照相机等构成,对保持单元22所保持的被加工物11进行拍摄。根据由拍摄单元66取得的图像,进行被加工物11与切削单元26的对位等。
49.另外,在切削单元26的附近(例如移动工作台18a上)设置有检测单元(检测组件)68,该检测单元68对安装于切削单元26的切削刀具40的前端位置进行检测。根据由检测单元68检测出的切削刀具40的前端位置,能够确定切削刀具40的外径。
50.图3是示出检测单元68的侧视图。例如,检测单元68具有在上表面侧形成有凹部70a的长方体状的基台70。在该凹部70a中设置有彼此对置的投光部72a和受光部72b。
51.例如,投光部72a经由光纤等而与led(light emitting diode:发光二极管)等光源(未图示)连接,朝向受光部72b照射光。而且,从投光部72a照射的光被受光部72b接受。例如,受光部72b经由光纤等而与构成为包含光电转换元件的光电转换部(未图示)连接。而且,通过光电转换部生成与受光部72b的受光量对应的电信号(电压),并输入至后述的控制部88(参照图1)。
52.在检测单元68设置在移动工作台18a(参照图1)上的情况下,通过加工进给单元18来控制检测单元68在x轴方向上的位置。而且,在将切削单元26和检测单元68配置成切削刀具40的切削刃44与投光部72a和受光部72b之间的区域重叠的状态下,当通过切入进给单元28使切削单元26下降时,切削刀具40的前端部(刃尖)插入到投光部72a与受光部72b之间。
53.当切削单元26下降至规定的高度位置时,从投光部72a朝向受光部72b的光被切削刀具40的前端部遮挡,受光部72b的受光量减少。而且,受光量减少时的切削单元26的高度位置根据切削刀具40的外径(切削刃44的外径)而不同。因此,通过使切削单元26下降,并且监视受光部72b的受光量和切削单元26的高度位置,能够确定切削刀具40的外径。
54.如图1所示,在保持单元22的后方设置有对被加工物11进行清洗的清洗单元(清洗组件)74。例如,清洗单元74具有:旋转工作台,其对被加工物11进行保持;以及喷嘴,其朝向旋转工作台所保持的被加工物11提供纯水等清洗液。另外,在清洗单元74的上方设置有在保持单元22与清洗单元74之间搬送被加工物11的搬送单元(搬送组件)76。例如,搬送单元76由具有吸引垫的搬送机构构成,该吸引垫对被加工物11的上表面侧(例如框架17的上表面侧)进行吸引保持。
55.另外,在设置于加工区域b的后方的支承台78上设置有显示单元(显示部、显示组件)80,该显示单元80显示与切削装置2的切削加工相关的各种信息(加工条件等)和由拍摄单元66取得的图像等。此外,在基台4的前表面侧设置有用于操作者向切削装置2输入各种信息(加工条件等)的输入单元(输入部、输入组件)82。
56.例如,使用各种显示器作为显示单元80,使用具有多个操作键的操作面板作为输入单元82。但是,切削装置2也可以具有作为用户接口的触摸面板。在该情况下,触摸面板作为显示单元80和输入单元82而发挥功能,操作者能够通过触摸面板的触摸操作来输入信息。
57.另外,在基台4上设置有覆盖基台4的上表面侧的框体84。而且,在支承台78和框体84上安装有覆盖切削装置2的结构要素的开闭自如的罩。
58.例如,将载置于盒支承台6的盒8封闭的罩86a、将搬送区域a封闭的罩86b以及将配
设有切削单元26的加工区域b封闭的罩86c固定于支承台78或框体84。在图1中,用双点划线表示罩86a、86b、86c的轮廓。在被加工物11的加工中,罩86a、86b、86c分别在关闭的状态下被锁定,并且根据需要由操作者进行开闭。
59.构成切削装置2的各结构要素(盒支承台6、搬送单元10、导轨14、搬送单元16、加工进给单元18、保持单元22、夹具24、切削单元26、切入进给单元28、拍摄单元66、检测单元68、清洗单元72、搬送单元76、显示单元80、输入单元82等)与控制部(控制单元、控制组件)88连接。控制部88对切削装置2的各结构要素的动作进行控制。
60.例如,控制部88由计算机构成。具体而言,控制部88具有:处理部,其进行切削装置2的运转所需的运算等处理;以及存储部,其存储用于处理部的处理的各种信息(数据、程序等)。处理部例如构成为包含cpu(central processing unit:中央处理单元)等处理器。另外,存储部由rom(read only memory:只读存储器)、ram(random access memory:随机存取存储器)等存储器构成。处理部和存储部经由总线而相互连接。另外,控制部88的结构和功能的详细情况在后面进行叙述。
61.在对被加工物11进行加工时,首先,利用搬送单元10的把持部10a对收纳在盒8中的一个被加工物11的端部(例如框架17)进行把持。当在该状态下使搬送单元10沿着y轴方向向后方移动时,被加工物11被从盒8拉出,并配置在一对导轨14上。
62.一对导轨14在从下侧支承着被加工物11(例如框架17)的状态下,以相互接近的方式沿着x轴方向移动。由此,被加工物11被一对导轨14夹持,进行被加工物11的对位。然后,被加工物11被搬送单元16吸引保持,并搬送到保持单元22上。
63.例如,在对具有晶片13、带15以及框架17的被加工物11进行加工的情况下,晶片13隔着带15而配置在保持单元22上,并且框架17被夹具24固定。在该状态下,当使吸引源的负压作用于保持面22a时,晶片13隔着带15而被保持单元22吸引保持。
64.然后,使安装于切削单元26的切削刀具40进行旋转,并切入保持单元22所保持的晶片13。例如,在将切削刀具40的下端定位于比被加工物11的上表面靠下方的位置的状态下,通过加工进给单元18使保持单元22移动。由此,保持单元22和切削单元26沿着加工进给方向相对地移动,晶片13被线状地切削。
65.另外,通过与切削单元26连接的切入进给单元28使切削单元26沿y轴方向移动,由此进行分度进给。另外,通过切入进给单元28使切削单元26沿z轴方向移动,由此调整切削刀具40向被加工物11的切入量。而且,在晶片13的加工中,向晶片13和切削刀具40提供纯水等切削液。
66.当被加工物11的加工完成时,被加工物11被搬送单元76从保持单元22上搬送到清洗单元74,并由清洗单元74进行清洗。而且,清洗后的被加工物11在被搬送单元16搬送到一对导轨14上之后,被搬送单元10的把持部10a把持而收纳在盒8中。
67.这里,当利用切削刀具40对被加工物11进行切削时,切削刀具40的切削刃44磨损,切削刃44从基台42的外周缘的突出量(刃尖伸出量)逐渐减少。因此,在使用了切削刀具40一定期间之后,进行将使用完的切削刀具40更换为未使用的切削刀具的刀具更换作业。此时,操作者操作输入单元82,使显示单元80显示用于进行切削刀具40的更换作业的画面(刀具更换画面)。
68.图4是示出显示刀具更换画面100的显示单元80的主视图。刀具更换画面100包含:
第一显示部(未使用刀具信息显示部)102,其显示与未使用的切削刀具(更换用的切削刀具)相关的信息;第二显示部(刀具使用信息显示部)104,其显示与安装于切削单元26的切削刀具40的使用状况相关的信息;以及结束键(确定键)106,其结束切削刀具40的更换处理。
69.在第一显示部102中显示关于要与安装于切削单元26的切削刀具40进行更换的未使用的切削刀具的各种信息。例如,第一显示部102包含:显示栏102a,其显示未使用的切削刀具的id(名称等);显示栏102b,其显示未使用的切削刀具的品种(材质等);显示栏102c,其显示未使用的切削刀具上所附的条形码所表示的id(文字、数字、记号等);以及显示栏102d,其显示将切削刀具40更换为未使用的切削刀具的理由。
70.此外,第一显示部102包含:显示栏102e,其显示未使用的切削刀具的外径(切削刃的外径);显示栏102f,其显示未使用的切削刀具的切刃的厚度;显示栏102g,其显示未使用的切削刀具的类型(例如,毂型或垫圈型);以及显示栏102h,其显示未使用的切削刀具的刃尖伸出量。
71.例如,通过读取未使用的切削刀具上所附的条形码,自动地输入与显示栏102a~102h对应的信息,并显示在显示栏102a~102h中。但是,操作者也可以通过操作输入单元82而手动地输入显示在显示栏102a~102h中的信息。
72.在第二显示部104中显示安装于切削单元26的切削刀具40(作为更换对象的切削刀具)的使用状况。例如,第二显示部104包含:显示栏104a,其显示由切削刀具40加工后的线的条数(分割预定线的条数等);显示栏104b,其显示由切削刀具40加工后的区域的距离;显示栏104c,其显示切削刀具40的消耗量;以及显示栏104d,其显示在切削刀具40对被加工物11进行加工时的旋转轴32(参照图2的(a))的最大的转速。另外,切削刀具40的消耗量相当于对被加工物11进行加工之前的切削刀具40的外径(刃尖伸出量)与切削刀具40的当前的外径(刃尖伸出量)之差。
73.在与未使用的切削刀具相关的各种信息被输入到切削装置2并显示在第一显示部102上的状态下,当使用输入单元82选择结束键106时,刀具更换画面100被关闭。此时,第一显示部102所显示的信息被确定,并且第二显示部104所显示的与使用完的切削刀具40的使用状况相关的信息被重置。
74.另外,在显示单元80和输入单元82由触摸面板构成的情况下,操作者能够通过显示了刀具更换画面100的触摸面板的触摸操作来输入信息。例如,通过点击显示有显示栏102a~102h、显示栏104a~104d的区域来选择规定的显示栏,成为能够在所选择的显示栏中输入文字或数值的状态。另外,通过点击显示有结束键106的区域来选择结束键106。
75.在进行切削刀具的更换时,使显示单元80显示刀具更换画面100,输入与未使用的切削刀具相关的信息。另外,将安装于切削单元26的切削刀具40卸下,并且将未使用的切削刀具安装于切削单元26。然后,当在所输入的信息显示在第一显示部102上的状态下选择结束键106时,切削刀具的更换作业完成,再次开始被加工物11的加工。
76.这里,在本实施方式的切削装置2中,在选择了结束键106时,确认是否实际进行了切削刀具的装卸。而且,在判断为未进行切削刀具的装卸的情况下,切削装置2不允许切削刀具的更换处理而发出警告。由此,能够防止被加工物11被消耗的切削刀具错误地加工,从而防止加工不良的产生。
77.图5是示出切削装置2的动作的流程图。以下,参照图1和图5对切削装置2的动作的具体例进行说明。切削刀具的更换作业时的切削装置2的各结构要素的动作由控制部88(参照图1)控制。
78.在图1中用框图表示控制部88的功能结构。控制部88具有:外径计算部90,其计算安装于切削单元26的切削刀具的外径;刀具判定部92,其根据由外径计算部90计算出的外径而判定安装于切削单元26的切削刀具是否为未使用的切削刀具。另外,控制部88具有罩开闭判定部94,该罩开闭判定部94判定封闭加工区域b的罩86c是否进行了开闭。
79.刀具判定部92的判定结果和罩开闭判定部94的判定结果分别被输入到驱动部96。然后,驱动部96根据所输入的判定结果来对切削装置2的各结构要素进行驱动。另外,外径计算部90、刀具判定部92以及罩开闭判定部94分别与存储部98连接,参照存储在存储部98中的信息来进行处理。
80.如图5所示,首先,操作者操作输入单元82,使显示单元80显示刀具更换画面100(参照图3)(步骤s1)。然后,操作者通过操作输入单元82来输入与未使用的切削刀具(更换用的切削刀具)相关的信息。其结果为,所输入的各种信息显示在刀具更换画面100的第一显示部102(显示栏102a~102h)中。
81.另外,当在显示单元80上显示刀具更换画面100时,覆盖加工区域b的罩86c的锁定被控制部88解除,能够进行罩86c的开闭。然后,操作者在打开罩86c而将安装于切削单元26的使用完的切削刀具40更换为未使用的切削刀具之后,关闭罩86c。然后,操作者操作输入单元82来选择刀具更换画面100的结束键106,给予完成切削刀具的更换处理的指示。
82.当选择了结束键106时(在步骤s2中为“是”),控制部88将刀具更换画面100的第二显示部104(显示栏104a~104d)所显示的信息存储在存储部98中。由此,对使用完的切削刀具40的使用状况(加工线数、加工距离、切削刀具40的消耗量、旋转轴32的最大转速)进行备份。但是,实施切削刀具40的使用状况的备份的时机没有限制。
83.然后,控制部88在上次的切削刀具的更换作业之后,确认是否存在覆盖切削单元26的罩86c的开闭(步骤s3)。例如,在切削装置2中设置有在罩86c的开闭时被操作者按压的按钮式的开关(安全按钮)。另外,对罩86c的开闭进行检测的传感器也可以设置于罩86c的附近。
84.是否按压了安全按钮的信息和传感器对罩86c的开闭的检测结果被存储在存储部98中。然后,当选择了结束键106时,罩开闭判定部94访问存储部98,参照存储在存储部98中的信息来判定是否存在罩86c的开闭。
85.这里,在未实际实施切削刀具的装卸作业的情况下,在存储部98中未存储罩86c被打开的信息(安全按钮被按压的信息、由传感器检测到的罩86c的开闭的信息等)。在该情况下,罩开闭判定部94判定为罩86c未进行开闭(在步骤s4中为“否”),不允许切削刀具的更换(步骤s5)。在该情况下,控制部88不实施关闭刀具更换画面100的处理和确认刀具更换画面100的第一显示部102所显示的信息的处理。
86.另外,罩开闭判定部94的判定结果(不存在罩86c的开闭)被输入到驱动部96。然后,被输入了该判定结果的驱动部96对切削装置2的规定的结构要素(显示单元80等)进行驱动,发出通知未进行切削刀具的装卸的意思的警告(步骤s6)。
87.另外,警告的发出方法没有限制。例如,驱动部96使显示单元80显示未进行切削刀
具的更换的意思的信息。另外,切削装置2也可以具有警告灯,驱动部96也可以使该警告灯点亮或闪烁。此外,切削装置2也可以具有扬声器,驱动部96也可以使扬声器发出警告音或者通知警告内容的声音。
88.此外,控制部88读出备份在存储部98中的与切削刀具40的使用状况相关的信息,并在刀具更换画面100的第二显示部104(显示栏104a~104d)中恢复(重新显示)(步骤s7)。由此,第二显示部104返回到在显示单元80上显示有刀具更换画面100时(步骤s1)的状态。
89.另一方面,在由罩开闭判定部94判定为罩86c进行了开闭的情况下(在步骤s4中为“是”),该判定结果被输入到驱动部96。然后,驱动部96对检测单元68和切入进给单元28进行控制,使检测单元68检测切削刀具40的前端位置(下端位置)(步骤s8)。然后,从检测单元68向外径计算部90输入检测结果,并且从切入进给单元28向外径计算部90输入检测中的切削单元26的高度位置的信息。
90.外径计算部90根据从检测单元68和切入进给单元28输入的信号,计算安装于切削单元26的切削刀具的外径。例如,在存储部98中预先存储有表示从检测单元68的投光部72a照射到受光部72b的光(参照图3)被切削刀具遮挡时的切削单元26的高度位置与该切削刀具的外径的关系的信息。而且,外径计算部90参照存储在存储部98中的信息来确定安装于切削单元26的切削刀具的外径。
91.由外径计算部90计算出的外径的值被输入到刀具判定部92。然后,刀具判定部92根据从外径计算部90输入的外径,判定安装于切削单元26的切削刀具是否为未使用的切削刀具。具体而言,在存储部98中预先存储有应与使用完的切削刀具40进行更换的未使用的切削刀具的外径的值(基准外径值)。该基准外径值相当于刀具更换画面100的第一显示部102(显示栏102e)所显示的未使用的切削刀具的外径的值。
92.而且,刀具判定部92对从外径计算部90输入的外径的值和基准外径值进行比较。这里,在切削单元26上正确地安装有未使用的切削刀具的情况下,由外径计算部90计算出的外径的值与基准外径值一致,或者差值收敛在规定的误差范围内(例如
±
10μm)。在该情况下,刀具判定部92判定为安装于切削单元26的切削刀具的外径与更换用的刀具的外径对应(在步骤s9中为“是”),允许更换切削刀具(步骤s10)。
93.当允许更换切削刀具时,确定刀具更换画面100的第一显示部102所显示的信息并存储在存储部98中,并且第二显示部104所显示的信息被重置。由此,切削刀具的更换作业完成。
94.另一方面,在未进行切削刀具的装卸、使用完的切削刀具40处于安装在切削单元26上的状态的情况下,由外径计算部90计算出的外径的值比基准外径值小。而且,在从外径计算部90输入的外径的值与基准外径值不同或者差值偏离规定的误差范围的情况下,刀具判定部92判断为安装于切削单元26的切削刀具的外径不与更换用的刀具的外径对应(在步骤s9中为“否”),不允许更换刀具(步骤s5)。然后,与未确认罩86c的开闭的情况相同,进行警告的发出(步骤s6)和第二显示部104的显示的恢复(步骤s7)。
95.在切削装置2发出警告时,操作者在将未使用的切削刀具正确地安装于切削单元26之后,再次选择刀具更换画面100的结束键106。由此,切削刀具的更换作业完成,成为能够开始使用了未使用的切削刀具的被加工物11的加工的状态。
96.上述切削装置2的动作由控制部88控制。具体而言,在存储部98中存储有记述图5
所示的一系列动作的程序,控制部88从存储部98读出并执行该程序。由此,生成对切削装置2的各结构要素的动作进行控制的控制信号,实现切削刀具的更换处理。
97.如上所述,在本实施方式的切削装置2中,在安装于切削单元26的切削刀具的外径不与未使用的切削刀具的外径对应的情况下,或者在不存在封闭切削单元26的罩86c被打开的信息的情况下,即使选择刀具更换画面100的结束键106,也不允许更换切削刀具,而是发出警告。因此,能够防止被加工物11被使用完的切削刀具无意地加工,并且操作者能够容易地识别到未正确地进行切削刀具的更换的意思。由此,能够可靠地实施切削刀具的更换,防止加工不良的产生。
98.另外,在本实施方式中,对根据有无罩86c的开闭(步骤s4)和切削刀具的外径的对应关系(步骤s9)来判定安装于切削单元26的切削刀具是使用完还是未使用的例子进行了说明。但是,切削装置2也可以仅根据有无罩86c的开闭和切削刀具的外径的对应关系中的一方来判定切削刀具是使用完还是未使用。
99.除此以外,上述实施方式的构造、方法等能够在不脱离本发明的目的的范围内进行适当变更来实施。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1