一种陶瓷釉下彩预加工设备的制作方法
1.本说明书一个或多个实施例涉及陶瓷釉下彩加工技术领域,尤其涉及一种陶瓷釉下彩预加工设备。
背景技术:
2.中国是陶瓷生产大国,仅日用陶瓷和艺术陶瓷一项就数额惊人,湖南醴陵是全国八大陶瓷产区之一,是釉下五彩瓷的发源地,从单色的釉下彩瓷到釉下五彩瓷,经过了创造与漫长的历史发展阶段,又经过了一代代人的提高与完善,现已炉火纯青,享誉世界,陶瓷釉下五彩是夹在底釉与面釉之间的彩绘,经摄氏1280度至1380度高温烧制而成,其特点是:晶莹剔透,美观无比;高温烧制,极耐磨蚀,永不退色;无铅、镉污染,卫生环保。
3.而传统的生产加工方式需手工依次转运、绘制与临摹,显然大大地限制了其产量,且成本相对较高,效率较低,远远不能满足国内外市场的需要,针对于此,陶瓷釉下彩的自动化生产加工是未来发展的需要和方向,而目前还鲜有针对于陶瓷釉下彩预加工的专用设备,且仅结合现有常规的自动化产线,难以满足陶瓷釉下彩的一体式全面高效的自动化预加工要求。
技术实现要素:
4.有鉴于此,本说明书一个或多个实施例的目的在于提出一种陶瓷釉下彩预加工设备,以实现针对于陶瓷釉下彩的一体式全面高效的自动化预加工功能。
5.基于上述目的,本说明书一个或多个实施例提供了一种陶瓷釉下彩预加工设备,包括:
6.底盘,底盘中设有转盘,转盘底端竖直固定有转轴,转轴底端贯穿出底盘,并固定连接有槽轮,槽轮一侧设有主动拨盘,主动拨盘上固定有圆柱销,以和槽轮组成槽轮机构,主动拨盘上机械连接有驱动部,以带动转轴间歇轴向转动,底盘一侧衔接设有传送带,用于朝向转盘内传送陶瓷素坯料,转盘周向外缘处设有围栏,且围栏设计呈未封闭的环形形状,底盘一侧开设有缺口,缺口处倾斜向下设有滑道;
7.转动刷扫装置,设于传送带末端上方,转动刷扫装置与其底端的主动拨盘传动连接,以传动转动刷扫装置旋转刷扫素坯料;
8.预喷绘装置,设于底盘外一侧,用于朝向素坯料喷绘;
9.预烘干装置,设于底盘外一侧,用于朝向素坯料加热烘干;
10.传感器,设于转盘上,传感器与预喷绘装置、预烘干装置电连接,围栏的未封闭端转向传送带的间歇,以使素坯料传送进入转盘上,以触发传感器,以触发预喷绘装置喷绘以及预烘干装置加热,围栏的未封闭端依次间歇转向预喷绘装置、预烘干装置、缺口,以依次全面喷绘素坯料;
11.转盘靠近围栏的未封闭端设计呈活动连接,圆柱销转向靠近槽轮时,以可吸附转盘的活动端,以使转盘的活动端向下翻转贴附于滑道上,以使素坯料沿滑道滑落出料。
12.优选地,传送带中间沿传送方向开设有通槽,主动拨盘上固定有传动轴,转动刷扫装置包括有弹性架,传动轴向上穿设出通槽,并固定于弹性架上,弹性架上沿竖向设有毛刷部,用于环绕素坯料外侧面转动刷扫。
13.优选地,毛刷部沿周向均匀间隔设有三组。
14.优选地,驱动部为永磁同步伺服电机。
15.优选地,转盘的固定端固定于围栏上,转盘的活动端铰接于转盘的固定端,且转盘的活动端与围栏之间连接有复位弹簧,转盘的活动端底端面上设有第一磁性体,圆柱销顶端设有第二磁性体,用于吸附第一磁性体,以使转盘的活动端向下翻转贴附于滑道上。
16.优选地,传送带和滑道两侧均设有限位杆,用于限位传送素坯料。
17.优选地,预烘干装置包括有烘架、加热管,烘架设于底盘外一侧,加热管排列布设于烘架上。
18.优选地,烘架靠近预喷绘装置一端倾斜向外延伸设有侧架,且侧架朝向底盘方向倾斜,加热管一端平行延伸向侧架上。
19.从上面所述可以看出,本说明书一个或多个实施例提供的一种陶瓷釉下彩预加工设备,通过设置底盘,底盘中设有转盘,转盘底端竖直固定有转轴,转轴底端贯穿出底盘,并固定连接有槽轮,槽轮一侧设有主动拨盘,主动拨盘上固定有圆柱销,以和槽轮组成槽轮机构,主动拨盘上机械连接有驱动部,以驱动主动拨盘转动,以传动转轴间歇轴向转动,底盘一侧衔接设有传送带,待加工的陶瓷素坯料沿传送带上依次排列,以自动定向朝向转盘内传送,转盘周向外缘处设有围栏,且围栏设计呈未封闭的环形形状,底盘一侧开设有缺口,缺口处倾斜向下设有滑道,传送带末端上方设有转动刷扫装置,转动刷扫装置与其底端的主动拨盘传动连接,底盘外一侧设有预喷绘装置,底盘外一侧设有预烘干装置,转盘上设有传感器,从而素坯料传送至传送带末端,但转盘内已有素坯料或围栏的未封闭端转离传送带时,以使传送带末端的素坯料被限位滞留,而由于主动拨盘连续非间歇转动中,以传动转动刷扫装置同步连续转动,且与转盘的转向相反,以高效旋转刷扫素坯料外侧面,以利于清洁表面的粘附灰尘杂质,以避免影响后续喷绘上釉的质量,而当围栏的未封闭端转向传送带的间歇,且传送带可呈轻微倾斜的设计,以利于素坯料自动稳定向围栏的未封闭端传送进入转盘上,且抵靠于围栏内侧端限位,其中,传感器可采用光电式距离传感器或压力传感器等,以感测到转盘上的素坯料,以同步触发预喷绘装置喷绘以及预烘干装置加热,之后,围栏的未封闭端再依次间歇转向预喷绘装置、预烘干装置、缺口,以依次全面喷绘素坯料,从而素坯料的外侧四面依次经由预喷绘装置喷绘,其中预喷绘装置可通过设置用于支撑的固定架以及固定架上架设的喷管,喷管一端连接有承接喷绘用的料盒,另一端连接有喷头,喷头朝向素坯料一侧侧面,并控制在转动的间歇内进行喷绘,以实现预喷绘上底色,或通过控制不同位置的喷头喷绘以实现简单图案的预喷绘,喷绘完成的侧面再间歇转向预烘干装置,以进行加热预烘干,以避免未干的喷绘花纹在高温烧制之前变形或损坏,直至围栏的未封闭端间歇转向缺口端,以完成最后一面的喷绘,由于转盘靠近围栏的未封闭端设计呈活动连接,在圆柱销转向靠近槽轮准备再次间歇转动时,即圆柱销转向靠近缺口端,以吸附转盘的活动端,以使转盘的活动端向下翻转贴附于滑道上,其中,转盘底端连接的转轴顶端可设计呈可竖向伸缩结构,以随转盘的活动端一并下降,从而素坯料沿滑道倾斜滑落出料,而随圆柱销转离吸附位置,以转入带动槽轮再次间歇转动时,以脱离吸附,转盘的活动端上翻
复位以继续转动,且在围栏的未封闭端未转向缺口端时,即使圆柱销转动经由吸附位置,由于转盘的活动端未转向缺口端,没有下翻的空间,从而也不会造成素坯料的倾斜,不会影响到正常间歇转动,由此实现陶瓷釉下彩全面高效的传送、预喷绘、预烘干、出料集成一体式自动化预加工功能。
附图说明
20.为了更清楚地说明本说明书一个或多个实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本说明书一个或多个实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
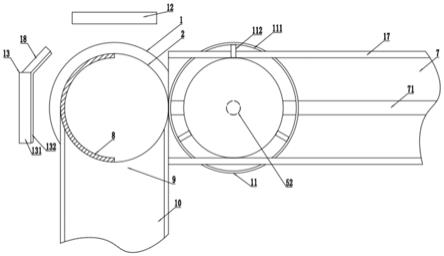
21.图1为本发明实施例的结构示意图;
22.图2为本发明实施例的槽轮和主动拨盘的结构示意图;
23.图3为本发明实施例的转盘的结构示意图;
24.图4为本发明实施例的转盘的活动端向下翻转时的结构示意图。
25.图中:1、底盘;2、转盘;3、转轴;4、槽轮;5、主动拨盘;51、圆柱销;52、传动轴;6、驱动部;7、传送带;71、通槽;8、围栏;9、缺口;10、滑道;11、转动刷扫装置;111、弹性架;112、毛刷部;12、预喷绘装置;13、预烘干装置;131、烘架;132、加热管;14、复位弹簧;15、第一磁性体;16、第二磁性体;17、限位杆;18、侧架。
具体实施方式
26.为使本公开的目的、技术方案和优点更加清楚明白,以下结合具体实施例,对本公开进一步详细说明。
27.需要说明的是,除非另外定义,本说明书一个或多个实施例使用的技术术语或者科学术语应当为本公开所属领域内具有一般技能的人士所理解的通常意义。本说明书一个或多个实施例中使用的“第一”、“第二”以及类似的词语并不表示任何顺序、数量或者重要性,而只是用来区分不同的组成部分。“包括”或者“包含”等类似的词语意指出现该词前面的元件或者物件涵盖出现在该词后面列举的元件或者物件及其等同,而不排除其他元件或者物件。“连接”或者“相连”等类似的词语并非限定于物理的或者机械的连接,而是可以包括电性的连接,不管是直接的还是间接的。“上”、“下”、“左”、“右”等仅用于表示相对位置关系,当被描述对象的绝对位置改变后,则该相对位置关系也可能相应地改变。
28.一种陶瓷釉下彩预加工设备,如图1至图4所示,包括底盘1,底盘1中设有转盘2,转盘2底端竖直固定有转轴3,转轴3底端贯穿出底盘1,并固定连接有槽轮4,槽轮4一侧设有主动拨盘5,主动拨盘5上固定有圆柱销51,以和槽轮4组成槽轮机构,主动拨盘5上机械连接有驱动部6,以带动转轴3间歇轴向转动,底盘1一侧衔接设有传送带7,用于朝向转盘2内传送陶瓷素坯料,转盘2周向外缘处设有围栏8,且围栏8设计呈未封闭的环形形状,底盘1一侧开设有缺口9,缺口9处倾斜向下设有滑道10,传送带7末端上方设有转动刷扫装置11,转动刷扫装置11与其底端的主动拨盘5传动连接,以传动转动刷扫装置11旋转刷扫素坯料,底盘1外一侧设有预喷绘装置12,用于朝向素坯料喷绘,底盘1外一侧设有预烘干装置13,用于朝向素坯料加热烘干,转盘2上设有传感器,传感器与预喷绘装置12、预烘干装置13电连接,围
栏8的未封闭端转向传送带7的间歇,以使素坯料传送进入转盘2上,以触发传感器,以触发预喷绘装置12喷绘以及预烘干装置13加热,围栏8的未封闭端依次间歇转向预喷绘装置12、预烘干装置13、缺口9,以依次全面喷绘素坯料,转盘2靠近围栏8的未封闭端设计呈活动连接,圆柱销51转向靠近槽轮4时,以可吸附转盘2的活动端,以使转盘2的活动端向下翻转贴附于滑道10上,以使素坯料沿滑道10滑落出料。
29.本发明通过设置底盘1,底盘1中设有转盘2,转盘2底端竖直固定有转轴3,转轴3底端贯穿出底盘1,并固定连接有槽轮4,槽轮4一侧设有主动拨盘5,主动拨盘5上固定有圆柱销51,以和槽轮4组成槽轮机构,主动拨盘5上机械连接有驱动部6,以驱动主动拨盘5转动,以传动转轴3间歇轴向转动,底盘1一侧衔接设有传送带7,待加工的陶瓷素坯料沿传送带7上依次排列,以自动定向朝向转盘2内传送,转盘2周向外缘处设有围栏8,且围栏8设计呈未封闭的环形形状,底盘1一侧开设有缺口9,缺口9处倾斜向下设有滑道10,传送带7末端上方设有转动刷扫装置11,转动刷扫装置11与其底端的主动拨盘5传动连接,底盘1外一侧设有预喷绘装置12,底盘1外一侧设有预烘干装置13,转盘2上设有传感器,从而素坯料传送至传送带7末端,但转盘2内已有素坯料或围栏8的未封闭端转离传送带7时,以使传送带7末端的素坯料被限位滞留,而由于主动拨盘5连续非间歇转动中,以传动转动刷扫装置11同步连续转动,且与转盘2的转向相反,以高效旋转刷扫素坯料外侧面,以利于清洁表面的粘附灰尘杂质,以避免影响后续喷绘上釉的质量,而当围栏8的未封闭端转向传送带7的间歇,且传送带7可呈轻微倾斜的设计,以利于素坯料自动稳定向围栏8的未封闭端传送进入转盘2上,且抵靠于围栏8内侧端限位,其中,传感器可采用光电式距离传感器或压力传感器等,以感测到转盘2上的素坯料,以同步触发预喷绘装置12喷绘以及预烘干装置13加热,之后,围栏8的未封闭端再依次间歇转向预喷绘装置12、预烘干装置13、缺口9,以依次全面喷绘素坯料,从而素坯料的外侧四面依次经由预喷绘装置12喷绘,其中预喷绘装置12可通过设置用于支撑的固定架以及固定架上架设的喷管,喷管一端连接有承接喷绘用的料盒,另一端连接有喷头,喷头朝向素坯料一侧侧面,并控制在转动的间歇内进行喷绘,以实现预喷绘上底色,或通过控制不同位置的喷头喷绘以实现简单图案的预喷绘,喷绘完成的侧面再间歇转向预烘干装置13,以进行加热预烘干,以避免未干的喷绘花纹在高温烧制之前变形或损坏,直至围栏8的未封闭端间歇转向缺口9端,以完成最后一面的喷绘,由于转盘2靠近围栏8的未封闭端设计呈活动连接,在圆柱销51转向靠近槽轮4准备再次间歇转动时,即圆柱销51转向靠近缺口9端,以吸附转盘2的活动端,以使转盘2的活动端向下翻转贴附于滑道10上,其中,转盘2底端连接的转轴3顶端可设计呈可竖向伸缩结构,以随转盘2的活动端一并下降,从而素坯料沿滑道10倾斜滑落出料,而随圆柱销51转离吸附位置,以转入带动槽轮4再次间歇转动时,以脱离吸附,转盘2的活动端上翻复位以继续转动,且在围栏8的未封闭端未转向缺口9端时,即使圆柱销51转动经由吸附位置,由于转盘2的活动端未转向缺口9端,没有下翻的空间,从而也不会造成素坯料的倾斜,不会影响到正常间歇转动,由此实现陶瓷釉下彩全面高效的传送、预喷绘、预烘干、出料集成一体式自动化预加工功能。
30.在本发明的实施例中,传送带7中间沿传送方向开设有通槽71,即沿中间通槽71分隔的两侧传送带7可采用各自单独的带体转动传送,主动拨盘5上固定有传动轴52,转动刷扫装置11包括有弹性架111,传动轴52向上穿设出通槽71,并固定于弹性架111上,弹性架111上沿竖向设有毛刷部112,以带动毛刷部112环绕素坯料外侧面转动刷扫。
31.在本发明的实施例中,毛刷部112沿周向均匀间隔设有三组。
32.在本发明的实施例中,驱动部6为永磁同步伺服电机,以利于降低能耗,提升稳定性。
33.在本发明的实施例中,转盘2的固定端固定于围栏8上,转盘2的活动端铰接于转盘2的固定端,且转盘2的活动端与围栏8之间连接有复位弹簧14,以实现向下翻转以及弹性复位,转盘2的活动端底端面上设有第一磁性体15,圆柱销51顶端设有第二磁性体16,用于吸附第一磁性体15,以使转盘2的活动端向下翻转贴附于滑道10上。
34.在本发明的实施例中,传送带7和滑道10两侧均设有限位杆17,用于限位传送素坯料。
35.在本发明的实施例中,预烘干装置13包括有烘架131、加热管132,烘架131设于底盘1外一侧,加热管132排列布设于烘架131上,以实现加热烘干。
36.在本发明的实施例中,烘架131靠近预喷绘装置12一端倾斜向外延伸设有侧架18,且侧架18朝向底盘1方向倾斜,加热管132一端平行延伸向侧架18上,从而围栏8的未封闭端间歇转向缺口9端,素坯料沿滑道10倾斜滑落出料时,侧架18上的加热管132逐渐开始覆盖到素坯料最后喷绘到的一面,以利于全面预烘干加工。
37.在本发明公开的一种陶瓷釉下彩预加工设备中,使用时,通过底盘1中设有转盘2,转盘2底端竖直固定有转轴3,转轴3底端固定连接有槽轮4,主动拨盘5上固定有圆柱销51,以和槽轮4组成槽轮机构,通过驱动部6以驱动传动转轴3间歇轴向转动,底盘1一侧衔接设有传送带7,转盘2周向外缘处设有围栏8,底盘1一侧开设有缺口9,缺口9处倾斜向下设有滑道10,传送带7末端上方设有转动刷扫装置11,转动刷扫装置11与其底端的主动拨盘5传动连接,以旋转刷扫素坯料,直至围栏8的未封闭端转向传送带7的间歇,素坯料传送进入转盘2上,以触发传感器,围栏8的未封闭端再依次间歇转向预喷绘装置12、预烘干装置13、缺口9,以依次全面喷绘素坯料,喷绘完成的侧面再间歇转向预烘干装置13,以进行加热预烘干,直至围栏8的未封闭端间歇转向缺口9端,圆柱销51转向靠近槽轮4准备再次间歇转动时,以吸附转盘2的活动端,以使转盘2的活动端向下翻转贴附于滑道10上,素坯料沿滑道10倾斜滑落出料,由此实现陶瓷釉下彩全面高效的传送、预喷绘、预烘干、出料集成一体式自动化预加工功能。
38.所属领域的普通技术人员应当理解:以上任何实施例的讨论仅为示例性的,并非旨在暗示本公开的范围(包括权利要求)被限于这些例子;在本公开的思路下,以上实施例或者不同实施例中的技术特征之间也可以进行组合,步骤可以以任意顺序实现,并存在如上所述的本说明书一个或多个实施例的不同方面的许多其它变化,为了简明它们没有在细节中提供。
39.本说明书一个或多个实施例旨在涵盖落入所附权利要求的宽泛范围之内的所有这样的替换、修改和变型。因此,凡在本说明书一个或多个实施例的精神和原则之内,所做的任何省略、修改、等同替换、改进等,均应包含在本公开的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1