多模式多层硅片截断机的制作方法
1.本发明涉及多层硅片切割设备领域,更具体涉及一种多模式多层硅片截断机。
背景技术:
2.单晶硅的制法通常是先制得多晶硅或无定形硅,然后用直拉法或悬浮区熔法从熔体中生长出棒状单晶硅。硅棒的生长形成一端平滑的球形一端尖锐的圆锥形。熔融的单质硅在凝固时硅原子以金刚石晶格排列成许多晶核,如果这些晶核长成晶面取向相同的晶粒,则这些晶粒平行结合起来便结晶成单晶硅。单晶硅是一种比较活泼的非金属元素,是晶体材料的重要组成部分,处于新材料发展的前沿。其主要用途是用作半导体材料和利用太阳能光伏发电、供热等。
3.对于半导体材料的应用中,需要将硅棒分隔成块状,再将硅块切成硅片,然后将相对较薄的硅片用胶粘起来,再进行切割成小的片状进行使用。利用现有线网设备(底下横线上部纵线)进行截断时具有以下的缺陷:
4.1、次品率高,由于将较薄的硅片粘接起来进行切割的,由于横线与纵线之间具有间距,先由底部的横线进行切割,因此在切完一层或者多层硅片时,上方的纵线才开始切割,但是切湾的硅片与下方的硅片粘接的部分较小容易导致切割完成的一侧坍塌,无法进行另一方向的截断,次品率高;
5.2、切割品种单一,只能切割规定尺寸的硅片。
6.3、同时由于现有的切割外部都是包裹一侧弹性层,因此很容易被金刚石切割线磨损,因此需要对切割轮进行更换,现有的切割轮更换不便。
技术实现要素:
7.为了解决上述问题,本发明的目的在于提供了一种极大提高硅棒截断效率、切割模式多样、拆卸更换便利的多模式多层硅片截断机。
8.根据本发明的一个方面,提供了多模式多层硅片截断机,包括安装架、第一收放线部、第二收放线部、第一移动部、第二移动部、第三移动部、第一切割部、第二切割部、第一伺服回转台和第二伺服回转台,安装架的一端设置第一收放线部,安装架的另一端设置第二收放线部,安装架上水平设置第一移动部,第一伺服回转台和第二伺服回转台均安装在第一移动部上,第二移动部和第三移动部设置在安装架上且竖直设置在第一移动部的上方,第二移动部上安装第一切割部且驱动第一切割部向第一移动部方向移动,第三移动部上安装第二切割部且驱动第二切割部向第一移动部方向移动,第一移动部驱动第一伺服回转台移动到第二切割部的下方,第一移动部驱动第二伺服回转台移动到第一切割部的下方,第一收放线部通过切割线连接第一切割部,第二收放线部通过切割线连接第二切割部。
9.在一些实施方式中,包括机架、电机、第一切割轮组、第二切割轮组、第一过渡轮组、第二过渡轮组和同步带驱动组件,电机固定安装在机架正面,第一切割轮组和第二切割轮组设置在机架正面的底部,第一过渡轮组和第二过渡轮组正面,第一过渡轮组位于第一
切割轮组的上方,第二过渡轮组位于第二切割轮组的上方,同步带驱动组设置在机架的背面,同步带驱动组件连接电机的输出端和第一切割轮组以及第二切割轮组且驱动第一切割轮组以及第二切割轮组同向转动。
10.在一些实施方式中,第一切割轮组包括切割轮、第一轴承组件、第二轴承组件、芯轴组件、弹性片组件和外盖,第一轴承组件和第二轴承组件固定在机架上,芯轴组件穿过切割轮且将切割轮设置在第一轴承组件和第二轴承组件之间,芯轴组件固定连接第一轴承组件和第二轴承组件,芯轴组件上靠近第一轴承组件的一侧设有弹性片组,弹性片组设置在第一轴承组件与切割轮之间且限定切割轮的位置,外盖盖合在第二轴承组件的外侧隔绝第二轴承组件与外部空间。
11.在一些实施方式中,芯轴组件包括外轴和内轴,外轴靠近第一轴承组件的一端设有第一斜边,外轴中间紧连第一斜边设有第二斜边,外轴中心设有通孔,第一斜边设置在第一轴承组件内,第二斜边设置在切割轮内,內轴穿过通过固定连接第一轴承组件且将外轴与第一轴承组件固定成一体。
12.在一些实施方式中,第一轴承组件包括第一轴承座、第一轴承、第一转轴和端部密封件,第一轴承座固定安装在机架上,第一轴承安装在第一轴承座内,第一转轴设置在第一轴承内且一端延伸出第一轴承座,端部密封件套在第一转轴的外部且安装在第一轴承座上。
13.在一些实施方式中,第一转轴的中心设有螺纹孔和第一安装孔,第一斜边与第一安装孔贴合,内轴的一端与螺纹孔啮合。
14.在一些实施方式中,第二轴承组件包括第二轴承座、第二轴承和驱动套,第二轴承座与机架固定连接,第二轴承安装在第二轴承座内,第二轴承座远离第一轴承组件的一侧设有内螺纹,外盖与内螺纹啮合,第二轴承座靠近第一轴承组件的一侧设有外螺纹,驱动套与外螺纹啮合,外轴远离第一轴承组件的一端固定在第二轴承内。
15.在一些实施方式中,第一轴承为深沟球轴承。
16.在一些实施方式中,第二轴承为圆柱滚子轴承。
17.在一些实施方式中,第二斜边上设有外螺纹,弹性片组件与外螺纹啮合,弹性片组件包括螺纹套、弹片和压片,压片压合切割轮,螺纹套设置在外螺纹上,弹片设置在螺纹套与压片之间,螺纹套驱动弹片收缩进而将压片压向切割轮。
18.在一些实施方式中,第一切割轮组的结构与第二切割轮组的结构相同。
19.在一些实施方式中,同步带驱动组件包括主动轮、第一从动轮、第二从动轮、第一过带轮、第二过带轮、第三过带轮、第四过带轮、第五过带轮和同步带,主动轮固定在电机的输出端,第一从动轮连接第一切割轮组,第二从动轮连接第二切割轮组,第一过带轮设置在主动轮的下方,第一从动轮的垂直上方依次设有第三过带轮和第二过带轮,第二从动轮的垂直上方依次设有第四过带轮和第五过带轮;
20.同步带依次穿过主动轮、第二过带轮、第一从动轮、第三过带轮、第四过带轮、第二从动轮、第五过带轮和第一过带轮再与主动轮形成驱动回路。
21.在一些实施方式中,第一切割部的结构与第二切割部的结构相同。
22.在一些实施方式中,第一伺服回转台包括伺服电机和工作台,伺服电机的输出端连接工作台且驱动工作台进行任意角度的转动。
23.在一些实施方式中,第一伺服回转台的结构与第二伺服回转台的结构相同。
24.本发明公开的多模式多层硅片截断机,通过利用第一移动部的驱动,能够将第一伺服回转台和第二伺服回转台移动到第一切割部下方或者第二切割部下方进行截断;利用第一伺服回转台和第二伺服回转台能够转动不同的角度,进而实现对多角度、以及多边型的硅片进行切割;利用第一切割部和第二切割部,可以安装相同线距或者不同线距的切割线,进而实现多种的切割形状;通过利用电机与同步带驱动组件实现电机对第一切割轮组与第二切割轮组的同时同向的驱动;通过利用第一轴承组件和第二轴承组件带动切割轮转动;通过芯轴组件既能够时切割轮与第一轴承和第二轴承固定又能够快速脱离切割轮,便于对切割轮进行更换;利用弹性片组件便于调整切割轮在外轴上的位置;通过驱动套不需要敲击就能够快速脱离外轴与切割轮。
附图说明
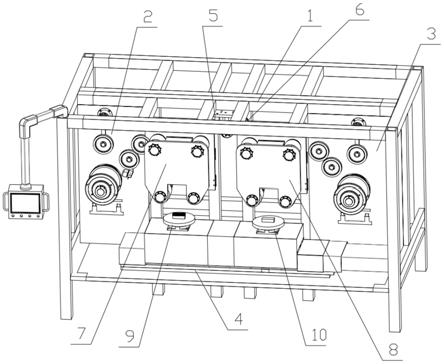
25.图1是本发明多模式多层硅片截断机的结构示意图;
26.图2是本发明多模式多层硅片截断机的第一切割部的结构示意图;
27.图3是本发明多模式多层硅片截断机的第一切割轮组的结构示意图;
28.图4是本发明多模式多层硅片截断机的芯轴组件的结构示意图;
29.图5是本发明多模式多层硅片截断机的第一轴承组件的结构示意图;
30.图6是本发明多模式多层硅片截断机的第二轴承组件的结构示意图;
31.图7是本发明多模式多层硅片截断机的弹性片组件的结构示意图;
32.图8是本发明多模式多层硅片截断机的同步带驱动组件的结构示意图;
33.图9是本发明多模式多层硅片截断机的第一伺服回转台的结构示意图;
34.图10是本发明多模式多层硅片截断机的第一伺服回转台和第二伺服回转台一实施方式的示意图;
35.图11是本发明多模式多层硅片截断机的对多层硅片的能够切割形状的俯视图;
36.图12是本发明多模式多层硅片截断机的中所述的多层硅片切割完成的结构示意图。
具体实施方式
37.下面结合附图所示的各实施方式对本发明进行详细说明,但应当说明的是,这些实施方式并非对本发明的限制,本领域普通技术人员根据这些实施方式所作的功能、方法或者结构上的等效变换或替代,均属于本发明的保护范围之内。
38.在本发明的描述中,需要说明的是,除非另有规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是机械连接或电连接,也可以是两个元件内部的连通,可以是直接相连,也可以通过中间媒介间接相连,对于本领域的普通技术人员而言,可以根据具体情况理解所述术语的具体含义。
39.如图1所示,本发明所述的多模式多层硅片截断机,包括安装架1、第一收放线部2、第二收放线部3、第一移动部4、第二移动部5、第三移动部6、第一切割部7、第二切割部8、第一伺服回转台9和第二伺服回转台10,安装架1的一端设置第一收放线部2,安装架1的另一端设置第二收放线部3,安装架1上水平设置第一移动部4,第一伺服回转台9和第二伺服回
转台10均安装在第一移动部4上,第二移动部5和第三移动部6设置在安装架1上且竖直设置在第一移动部4的上方,第二移动部5上安装第一切割部7且驱动第一切割部7向第一移动部4方向移动,第三移动部6上安装第二切割部8且驱动第二切割部8向第一移动部4方向移动,第一移动部4驱动第一伺服回转台9移动到第二切割部8的下方,第一移动部4驱动第二伺服回转台10移动到第一切割部7的下方,第一收放线部2通过切割线连接第一切割部7,第二收放线部3通过切割线连接第二切割部8。通过利用第一移动部4的驱动,能够将第一伺服回转台9和第二伺服回转台10移动到第一切割部7下方或者第二切割部8下方进行截断;利用第一伺服回转台9和第二伺服回转台10能够转动不同的角度,进而实现对多角度、以及多边型的硅片进行切割;利用第一切割部7和第二切割部8,可以安装相同线距或者不同线距的切割线,进而实现多种的切割形状。
40.第一收放线部2和第二收放线部3属于现有的成熟技术,在硅棒切割设备上多有使用,当然第一收放线部2和第二收放线部3两者的结构相同。
41.第一移动部4、第二移动部5、第三移动部6均可以采用电机、丝杆、丝杆螺母座、线轨以及滑块的传动方式,响应迅速而且移动位置精准适合较小的硅片的切割加工中。
42.如图2所示,第一切割部7包括机架71、电机72、第一切割轮组73、第二切割轮组74、第一过渡轮组75、第二过渡轮组76和同步带驱动组件77,电机72固定安装在机架71正面,第一切割轮组73和第二切割轮组74设置在机架71正面的底部,第一过渡轮组75和第二过渡轮组76正面,第一过渡轮组75位于第一切割轮组73的上方,第二过渡轮组76位于第二切割轮组74的上方,同步带7709驱动组设置在机架71的背面,同步带驱动组件77连接电机72的输出端和第一切割轮组73以及第二切割轮组74且驱动第一切割轮组73以及第二切割轮组74同向转动。通过利用电机72与同步带驱动组件77实现电机72对第一切割轮组73与第二切割轮组74的同时同向的驱动;通过第一切割轮组73和第二切割轮组74形成多条单个方向的切割线组,进而对多层硅片进行切断;通过第一过渡轮组75和第二过渡轮组76实现对金刚石切割线的穿线连接收放线机构。
43.如图3所示,第一切割轮组73包括切割轮731、第一轴承组件732、第二轴承组件733、芯轴组件734、弹性片组件735和外盖736,第一轴承组件732和第二轴承组件733固定在机架71上,芯轴组件734穿过切割轮731且将切割轮731设置在第一轴承组件732和第二轴承组件733之间,芯轴组件734固定连接第一轴承组件732和第二轴承组件733,芯轴组件734上靠近第一轴承组件732的一侧设有弹性片组,弹性片组设置在第一轴承组件732与切割轮731之间且限定切割轮731的位置,外盖736盖合在第二轴承组件733的外侧隔绝第二轴承组件733与外部空间。通过利用第一轴承组件732和第二轴承组件733带动切割轮731转动;通过芯轴组件734既能够时切割轮731与第一轴承7322和第二轴承7332固定又能够快速脱离切割轮731,便于对切割轮731进行更换;利用弹性片组件735便于调整切割轮731在外轴7341上的位置;通过驱动套7333不需要敲击就能够快速脱离外轴7341与切割轮731。
44.如图4所示,芯轴组件734包括外轴7341和内轴7342,外轴7341靠近第一轴承组件732的一端设有第一斜边7343,外轴7341中间紧连第一斜边7343设有第二斜边7344,外轴7341中心设有通孔,第一斜边7343设置在第一轴承组件732内,第二斜边7344设置在切割轮731内,內轴穿过通过固定连接第一轴承组件732且将外轴7341与第一轴承组件732固定成一体。通过外轴7341连接第一轴承7322、第二轴承7332以及切割轮731,利用內轴与第一转
轴7323固定连接将外轴7341与第一转轴7323拉紧。
45.同时第一斜边7343安装第一转轴7323内,第二斜边7344与切割轮731连接,具体的第一斜边7343与外轴7341的中心轴具有9
°‑
11
°
的夹角最优为10
°
的夹角,第二斜边7344与外轴7341的中心轴具有3
°‑5°
的夹角最优为4
°
的夹角,通过锥体与锥孔的配合便于在安装时保证第一转轴7323、外轴7341以及切割轮731同轴,而且安装更加快速。外轴7341的末端固定在第二轴承7332内,这样就能够使第一转轴7323、外轴7341、內轴以及切割轮731形成一个整体在第一轴承7322和第二轴承7332内转动。
46.內轴是一个长度加长的螺栓,一端限定在通孔内另一端连接第一转轴7323的螺纹孔7325,通过內轴与螺纹孔7325的连接便于将外轴7341与第一转轴7323连成一体。
47.如图5所示,第一轴承组件732包括第一轴承座7321、第一轴承7322、第一转轴7323和端部密封件7324,第一轴承座7321固定安装在机架71上,第一轴承7322安装在第一轴承座7321内,第一转轴7323设置在第一轴承7322内且一端延伸出第一轴承座7321,端部密封件7324套在第一转轴7323的外部且安装在第一轴承座7321上。通过第一轴承座7321将第一轴承组件732固定在机架71上,第一转轴7323远离第二轴承组件733的一端连接第一从动轮7702,用以带动第一转轴7323转动。
48.第一转轴7323的中心设有螺纹孔7325和第一安装孔7326,第一斜边7343与第一安装孔7326贴合,内轴7342的一端与螺纹孔7325啮合。第一安装孔7326的与第一斜边7343同轴,以便于保证第一转轴7323的与外轴7341同轴,转动起来不会振动。
49.第一轴承7322为深沟球轴承。深沟球轴承具有摩擦阻力小,转速高,能用于承受径向负荷或径向和轴向同时作用的联合负荷的机件上,也可用于承受轴向负荷的机件上。
50.如图6所示,第二轴承组件733包括第二轴承座7331、第二轴承7332和驱动套7333,第二轴承座7331与机架71固定连接,第二轴承7332安装在第二轴承座7331内,第二轴承座7331远离第一轴承组件732的一侧设有内螺纹,外盖736与内螺纹啮合,第二轴承座7331靠近第一轴承组件732的一侧设有外螺纹,驱动套7333与外螺纹啮合,外轴7341远离第一轴承组件732的一端固定在第二轴承7332内。利用第二轴承座7331将第二轴承组件733固定在机架71上,同时利用驱动套7333转动挤压切割轮731脱离外轴7341,实现快递更换。
51.第二轴承7332为圆柱滚子轴承。圆柱滚子与滚道为线接触轴承。负荷能力大,主要承受径向负荷。滚动体与套圈挡边摩擦小,适于高速旋转。圆柱滚子轴承是内圈、外圈可分离的结构,这样在需要对切割轮731进行更换时,利用驱动套7333快速脱离切割轮731和外轴7341以后,直接将轴承的内圈和外轴7341直接取出,更换更加迅速便捷。
52.如图7所示,第二斜边7344上设有外螺纹,弹性片组件735与外螺纹啮合,弹性片组件735包括螺纹套7351、弹片7352和压片7353,压片7353压合切割轮731,螺纹套7351设置在外螺纹上,弹片7352设置在螺纹套7351与压片7353之间,螺纹套7351驱动弹片7352收缩进而将压片7353压向切割轮731。利用螺纹套7351在外螺纹上移动调整和控制切割轮731的位置。
53.切割轮731的外部包覆弹性材料,而且弹性材料上具有多个小槽用来放置金刚石切割线,这样设有多根同一方向的切割线,每两根切割线之间的间距就是需要切割的硅片的距离大小。现有技术中切割轮731安装拆卸非常不便,因此只有在切割轮731磨损严重必须更换时才进行更换,一般情况下不进行不同线距的切割轮731的更换。
54.本发明在进行更换时,首先利用扳手掰动螺纹套7351最终使螺纹套7351脱离外轴7341;然后松开外盖736露出內轴的端部,转动內轴的端部使之与第一转轴7323脱离;在用扳手掰动驱动套7333驱动切割轮731,是切割轮731脱离外轴7341;最后抽出第二轴承7332的内圈以及外轴7341,取下切割轮731。在需要安装新的线距的切割轮731时,反向操作上述步骤即可。
55.第一切割轮组73的结构与第二切割轮组74的结构相同。以便于标准化的生产。
56.第一过渡轮组75和第二过渡轮组76的结构相同,同时与第一切割轮组73的结构的类似,其区别在于第一转轴7323设置在第一轴承7322但是并不延伸出第一轴承座7321,端部密封件7324将第一转轴7323密封在第一轴承座7321。通过这样的结构将过渡轮的更换也比较便利。
57.如图8所示,同步带驱动组件77包括主动轮7701、第一从动轮7702、第二从动轮7703、第一过带轮7704、第二过带轮7705、第三过带轮7706、第四过带轮7707、第五过带轮7708和同步带7709,主动轮7701固定在电机72的输出端,第一从动轮7702连接第一切割轮组73,第二从动轮7703连接第二切割轮组74,第一过带轮7704设置在主动轮7701的下方,第一从动轮7702的垂直上方依次设有第三过带轮7706和第二过带轮7705,第二从动轮7703的垂直上方依次设有第四过带轮7707和第五过带轮7708;
58.同步带7709依次穿过主动轮7701、第二过带轮7705、第一从动轮7702、第三过带轮7706、第四过带轮7707、第二从动轮7703、第五过带轮7708和第一过带轮7704再与主动轮7701形成驱动回路。通过这样的设置利用电机72带动主动轮7701转动,进而利用同步带7709带动第一从动轮7702和第二从动轮7703同向转动。
59.第一切割部7的结构与第二切割部8的结构相同。结构相同的第一切割部7与第二切割部8便于标准化生产,且质量更加可靠。
60.如图9所示,第一伺服回转台9包括伺服电机91和工作台92,伺服电机91的输出端连接工作台92且驱动工作台92进行任意角度的转动。伺服电机91通过安装在滑块上,伺服电机91的输出端连接工作台92,利用伺服电机91控制工作台92转动的角度进行不同模式的切割。
61.第一伺服回转台9的结构与第二伺服回转台10的结构相同。结构相同的第一伺服回转台9与第二伺服回转台10便于标准化生产,且质量更加可靠。
62.如图10所示,在第一移动部4的带动下,第一伺服回转台9移动到第二切割部8的下方进行切割,而第二伺服回转台10处于等待加工位置;同样的第一移动部4可以驱动第二伺服回转台10移动到第一切割部7的下方进行切割,而第一伺服回转台9处于等待加工位置。通过这样的设置在第一切割部7和第二切割部8的切割线的线距不同时,由于第一伺服回转台9和第二伺服回转台10能够转动,进而能够衍生出无数中的切割方式。
63.如图11所示,本发明存在多种实施方式。
64.实施方式一:
65.如a图中所示,第一切割部7和第二切割部8上切割线的线距相同,第一伺服回转台9位于第一切割部7的下方,第二伺服回转台10位于第二切割部8的下方,第一切割部7与第二切割部8进行切割;切割完成,第一伺服回转台9和第二伺服回转台10同时转动90
°
,第一切割部7与第二切割部8进行切割,用于对正方形硅片的切割。
66.实施方式二:
67.如b图中所示,第一切割部7和第二切割部8上切割线的线距不相同,第一伺服回转台9位于第一切割部7的下方,第二伺服回转台10位于第二切割部8的下方,第一切割部7与第二切割部8依次进行切割,然后第一移动部4驱动第一伺服回转台9移动到第二切割部8的下方进行切割,而第二伺服回转台10处于等待加工位置;待加工完成,第一移动部4可以驱动第二伺服回转台10移动到第一切割部7的下方进行切割,而第一伺服回转台9处于等待加工位置,进行矩形硅片的切割。
68.实施方式三:
69.如c图中所示,第一切割部7和第二切割部8上切割线的线距相同,第一伺服回转台9位于第一切割部7的下方,第二伺服回转台10位于第二切割部8的下方,第一切割部7与第二切割部8进行切割;切割完成,第一伺服回转台9和第二伺服回转台10同时转动45
°
,第一切割部7与第二切割部8进行切割,用于对菱形硅片的切割。
70.实施方式四:
71.如d图中所示,第一切割部7和第二切割部8上切割线的线距不相同,第一伺服回转台9位于第一切割部7的下方,第二伺服回转台10位于第二切割部8的下方且处于旋转45
°
状态,第一切割部7与第二切割部8依次进行切割,然后第一移动部4驱动第一伺服回转台9移动到第二切割部8的下方,第一伺服回转台9旋转45
°
后,第二切割部8进行切割,而第二伺服回转台10处于等待加工位置;待加工完成,第一移动部4可以驱动第二伺服回转台10移动到第一切割部7的下方且反向转动45
°
,第一切割部7进行切割,而第一伺服回转台9处于等待加工位置,进行平行四边形硅片的切割。
72.实施方式五:
73.如e图中所示,第一切割部7和第二切割部8上切割线的线距相同,第一伺服回转台9位于第一切割部7的下方,第二伺服回转台10位于第二切割部8的下方,第一切割部7与第二切割部8进行切割;切割完成,第一伺服回转台9和第二伺服回转台10同时转动60
°
,第一切割部7与第二切割部8进行切割;切割完成第一伺服回转台9和第二伺服回转台10同时转动60
°
,用于对正六边形形硅片的切割。
74.实施方式六:
75.第一切割部7和第二切割部8上切割线的线距不相同,第一伺服回转台9位于第一切割部7的下方,第二伺服回转台10位于第二切割部8的下方,第一切割部7与第二切割部8进行切割;切割完成,第一伺服回转台9和第二伺服回转台10同时转动90
°
,第一切割部7与第二切割部8进行切割,用于对不同大小的正方形硅片的切割。
76.实施方式六:
77.第一切割部7和第二切割部8上切割线的线距不相同,第一切割部7和第二切割部8上切割线的线距相同,第一伺服回转台9位于第一切割部7的下方,第二伺服回转台10位于第二切割部8的下方,第一切割部7与第二切割部8进行切割;切割完成,第一伺服回转台9和第二伺服回转台10同时转动45
°
,第一切割部7与第二切割部8进行切割,用于对不同大小的菱形硅片的切割。
78.实施方式八:
79.第一切割部7和第二切割部8上切割线的线距不相同,第一伺服回转台9位于第一
切割部7的下方,第二伺服回转台10位于第二切割部8的下方,第一切割部7与第二切割部8进行切割;切割完成,第一伺服回转台9和第二伺服回转台10同时转动60
°
,第一切割部7与第二切割部8进行切割;切割完成第一伺服回转台9和第二伺服回转台10同时转动60
°
,用于对不同大小的正六边形形硅片的切割。
80.通过第一伺服回转台9和第二伺服回转台10旋转角度的不同,以及第一切割部7和第二切割部8上切割线的线距相同或者不相同,理论上可以衍生出无数中硅片的切割方式,且加工效率更高。
81.如图11所示,多层硅片切割完成的结构示意图,在未进行切割时,由多层的硅片重叠,硅片之间用胶粘连接,由于将较薄的硅片粘接起来进行切割的,由于横线与纵线之间具有间距,先由底部的横线进行切割,因此在切完一层或者多层硅片时,上方的纵线才开始切割,但是切湾的硅片与下方的硅片粘接的部分较小容易导致切割完成的一侧坍塌,无法进行另一方向的截断,次品率高。
82.因此在进行切割时,以第一切割部7和第二切割部8上切割线的线距相同,需要切割相同大小的正方形硅片进行距离说明:首先第一切割部7和第二切割部8向下移动切割单层硅片厚度的90%;第一切割部7和第二切割部8向上移动;然后第一伺服回转台9和第二伺服回转台10同时顺时针转动90
°
;第一切割部7和第二切割部8向下移动切割第一层硅片直至切到第二层硅片厚度的90%;第一切割部7和第二切割部8向上移动;然后第一伺服回转台9和第二伺服回转台10同时逆时针转动90
°
;第一切割部7和第二切割部8向下移动切割第二层硅片直至切到第三层硅片厚度的90%;如此往复直至全部切完,这样有效避免上述的缺陷,而且由于采用伺服电机91驱动工作台92,因此旋转角度精准,而且相应快,成品率高的同时加工效率也高。
83.以上所述的仅是本发明的一些实施方式,应当指出,对于本领域的普通技术人员来说,在不脱离本发明的创造构思的前提下,还可以做出其它变形和改进,这些都属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1