运行效率高的砌砖生产线的制作方法
1.本实用新型涉及砌块成型设备技术领域,特别是涉及一种运行效率高的砌砖生产线。
背景技术:
2.1、带养护架静养制砖生产线,是对免烧压制成型砖的生产、带养护架静养砖品、及成品叠层的一种自动化程度较高的砖块生产线;
3.2、传统的砖块生产线,压砖主机在对砖型压制成型后,直接由叠板机对砖板进行叠层动作,因为砖板叠层为上板压下砖,所以叠板机通常只能叠至3层,层数过高将会导致最底层湿坯砖被压坏;叠层后再由人工驾驶叉车将其运输至静养区域进行静养,砖块从生产到结束的整个过程。
4.传统的砖块生产线存在以下缺陷:(1)因砖板叠层低,导致静养区域占地面积大,场地面积的利用率低;(2)叠板机每次叠3层后,叉车就要过来将叠垛好的砖品运走,叉车每次只能运输3板砖,运输效率低,来回时间长,且在叉车未将砖品运出前,压砖主机无法继续工作,得停下来等待那3板砖运走后,才可继续制砖,生产效率低,产量差。
技术实现要素:
5.为克服现有技术存在的技术缺陷,本实用新型提供一种运行效率高的砌砖生产线,运行效率高。
6.本实用新型采用的技术解决方案是:
7.运行效率高的砌砖生产线,包括砌块成型机、湿砖板输送线、第一养护升降机、养护架输送线、若干养护窑架、第二养护升降机、干砖板输送线和叠板机,所述湿砖板输送线一端延伸至砌块成型机而另一端连接第一养护升降机,各所述养护窑架放置在养护架输送线上,所述第一养护升降机和第二养护升降机均连接对应养护窑架,所述养护架输送线的输送方向垂直于湿砖板输送线和干砖板输送线的走向,所述干砖板输送线连接第二养护升降机,所述叠板机连接干砖板输送线的远离第二养护升降机一侧。
8.作为本实用新型的进一步改进,所述湿砖板输送线上具有湿砖清扫刷。
9.作为本实用新型的进一步改进,所述干砖板输送线上设有干砖清扫刷。
10.作为本实用新型的进一步改进,所述养护架输送线包括第一养护架输送机和第二养护架输送机,所述第一养护架输送机的走向与湿砖板输送线垂直连接,所述第二养护架输送机的走向与干砖板输送线垂直连接。
11.作为本实用新型的进一步改进,所述砌块成型机的远离湿砖板输送机一侧设有托盘输送线和托盘仓,所述托盘仓安装在托盘输送线上且托盘仓与托盘输送线之间设有过板通道。
12.作为本实用新型的进一步改进,所述第一养护架输送机和第二养护架输送机均为链板输送机。
13.本实用新型的有益效果是:
14.湿砖板输送线一端延伸至砌块成型机而另一端连接第一养护升降机,湿砖板输送线用以将砌块成型机输出的托板和托板上的湿砌块输送至第一养护升降机位置,各养护窑架放置在养护架输送线上,养护窑架跟随养护架输送线运动,第一养护升降机和第二养护升降机均连接对应养护窑架,空的养护窑架被输送至第一养护升降机处时,养护升降机将湿砖板输送线上的托板和湿砌砖竖直抬升并水平输送至养护窑架上,由于养护窑架上提前储备有若干空的养护窑架,养护窑架装满后启动养护架输送线,将下一个空的养护窑架输送至第一养护升降机位置,使得砌块成型机可以连续工作,不会因为没有养护窑架承载湿砌砖,需要等待叉车临时输送养护窑架而造成停产,保持生产节拍,养护架输送线的输送方向垂直于湿砖板输送线和干砖板输送线的走向,养护窑架装满湿砌砖后会在养护架输送线上跟随养护架输送线继续运动,等待叉车叉走乘满湿砌砖的养护窑架进行随后的养护,干砖板输送线连接第二养护升降机,养护完成后,叉车将养护完成的干砌砖连同承载的养护窑架再次放置在养护架输送线上,养护架输送线将乘满干砌砖的养护窑架输送至第二养护升降机位置,第二养护升降机将托板连同托板上的干砌砖水平输出并降至干砖板输送线上,叠板机连接干砖板输送线的远离第二养护升降机一侧,干砖板输送线将干砌砖连同托板输送至叠板机叠板,叠板机将干砌砖和托板堆叠成跺,准备下一工序的码垛。
附图说明
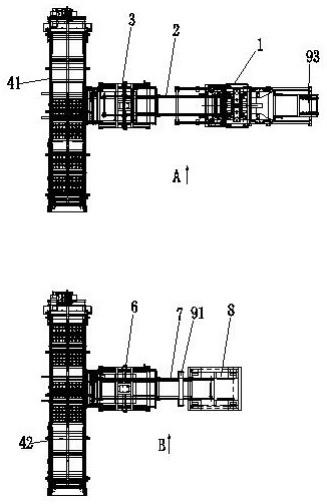
15.图1为本实用新型整体俯视示意图。
16.图2为图1中a向示意图。
17.图3为图1中b向示意图。
18.图4为第一养护升降机结构示意图。
19.附图标记说明:
20.1、砌块成型机;2、湿砖板输送线;3、第一养护升降机;31、养护机升降机构;32、养护机平移机构;33、转运叉;4、养护架输送线;41、第一养护架输送机;42、第二养护架输送机;5、养护窑架;6、第二养护升降机;7、干砖板输送线;8、叠板机;91、干砖清扫刷;92、湿砖清扫刷;93、托盘仓。
具体实施方式
21.下面结合附图对本实用新型作进一步说明:
22.如图1
‑
4所示,本实施例提供运行效率高的砌砖生产线,包括砌块成型机1、湿砖板输送线2、第一养护升降机3、养护架输送线4、若干养护窑架5、第二养护升降机6、干砖板输送线7和叠板机8,湿砖板输送线2一端延伸至砌块成型机1而另一端连接第一养护升降机3,湿砖板输送线2用以将砌块成型机1输出的托板和托板上的湿砌块输送至第一养护升降机3位置,各养护窑架5放置在养护架输送线4上,养护窑架5跟随养护架输送线4运动,第一养护升降机3和第二养护升降机6均连接对应养护窑架5,空的养护窑架5被输送至第一养护升降机3处时,第一养护升降机3将湿砖板输送线2上的托板和湿砌砖竖直抬升并水平输送至养护窑架5上,由于养护架输送线4上提前储备有若干空的养护窑架5,养护窑架5装满后启动养护架输送线4,将下一个空的养护窑架5输送至第一养护升降机3位置,使得砌块成型机1
可以连续工作,不会因为没有养护窑架5承载湿砌砖,需要等待叉车临时输送养护窑架5而造成停产,保持生产节拍,养护架输送线4的输送方向垂直于湿砖板输送线2和干砖板输送线7的走向,养护窑架5装满湿砌砖后会在养护架输送线4上跟随养护架输送线4继续运动,等待叉车叉走乘满湿砌砖的养护窑架5进行随后的养护。
23.干砖板输送线7连接第二养护升降机6,养护完成后,叉车将养护完成的干砌砖连同承载的养护窑架5再次放置在养护架输送线4上,养护架输送线4将乘满干砌砖的养护窑架5输送至第二养护升降机6位置,第二养护升降机6将托板连同托板上的干砌砖水平输出并降至干砖板输送线7上,叠板机8连接干砖板输送线7的远离第二养护升降机6一侧,干砖板输送线7将干砌砖连同托板输送至叠板机8叠板,叠板机8将干砌砖和托板堆叠成跺,准备下一工序的码垛,养护架输送线4包括第一养护架输送机41和第二养护架输送机42,第一养护架输送机41的走向与湿砖板输送线2垂直连接,第二养护架输送机42的走向与干砖板输送线7垂直连接,第一养护架输送机41和第二养护架输送机42均为链板输送机。
24.其中,第一养护升降机3包括养护机架、养护机升降机构31,养护机平移机构32,养护机平移机构32上具有转运叉33,养护机升降机构31沿养护机架升降运动,养护机平移机构32安装在养护机升降机构31上且沿养护机升降机构31升降运动,养护机平移机构32带动转运叉33水平运动,转运叉33在养护机升降机构31带动下将位于湿砖板输送线2上的砖板竖直抬升并由养护机平移机构32水平送入养护窑架5内,第一养护升降机3和第二养护升降机6结构相同,第二养护升降机6在此不再赘述,第二养护窑架5将位于养护窑架5内的砖板水平转运出并由养护机升降机构31降至干砖板输送线7上。
25.叠板机8包括安装在干砖板输送线7末端的叠板机架和沿叠板机架水平滑动的叠板升降机构,该叠板升降机构沿叠板机架水平滑动至干砖板输送线7末端,叠板升降机构将干砖板输送线7上的砖板抬升并水平输送出以进行叠板,叠板机8为现有技术在此不再赘述。
26.湿砖板输送线2上具有湿砖清扫刷92,用以清扫从砌块成型机1输出的湿砌砖上的残渣,保证湿砌砖表面洁净,干砖板输送线7上设有干砖清扫刷91,用以清扫养护完成后的干砌砖。
27.叉车提前将空的养护窑架5叉到第一养护架输送机41上,第一养护架输送线4再将空的养护窑架5输送至第一养护升降机3位置时停下,第一养护升降机3将湿砖板输送线2上的砖板输送至养护窑架5上,随后第一养护升降机3启动将下一个空的养护窑架5输送至第一养护升降机3处,由于第一养护架输送机41上可以同时输送多个空的养护窑架5,即使叉车没有办法及时将装满湿砌砖的养护窑架5叉走养护也不会造成砌块成型机1停止生产;叉车提前将装满养护完成的干砌砖的养护窑架5叉到第二养护架输送机42上,第二养护架输送线4在将装满的养护窑架5输送至第二养护升降机6位置时停下,第二养护升降机6将养护窑架5上的砖板输送至湿砖板输送线2上,随后第二养护升降机6启动将下一个满的养护窑架5输送至第二养护架升降机处,由于第二养护架输送机42上可以同时输送多个满的养护窑架5,叉车可以同时将多个装满干砌砖的养护窑架5叉至第二养护升降机6上再由干砖板输送线7送至叠板机8叠板,保证养护窑架5上的干砌砖及时卸下并被叠板机8叠板。
28.砌块成型机1的远离湿砖板输送线2一侧设有托盘输送线和托盘仓93,托盘仓93安装在托盘输送线上且托盘仓93与托盘输送线之间设有过板通道,托盘仓93用以及时向砌块
成型机1输送托板。
29.以上显示和描述了本发明创造的基本原理和主要特征及本发明的优点,本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本发明创造精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内,本实用新型要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1