一种显示屏玻璃自动钻孔机的制作方法
一种显示屏玻璃自动钻孔机
【技术领域】
1.本实用新型涉及一种显示屏玻璃自动钻孔机。
背景技术:
2.lcd液晶屏是liquid crystal display的简称,lcd的构造是在两片平行的玻璃当中放置液态的晶体,两片玻璃中间有许多垂直和水平的细小电线,透过通电与否来控制杆状水晶分子改变方向,将光线折射出来产生画面。有些lcd液晶屏产品工艺需要在lcd液晶屏表面特定的位置钻一个小圆孔,用来安装机芯表针,实现行针电子表(带机械表针的数字电子表),基于上述特定工艺需求的lcd液晶屏,需要用到显示屏玻璃钻孔机器。随着手机保护屏,电子显示屏和工艺玻璃应用领域的不断扩展,根据特定工艺要求在其表面相应位置钻孔,需要用到显示屏玻璃钻孔机器。
3.目前市场上无同类自动化产品机器,大部分靠手工用台钻+治具方式单片定位钻孔,翻转2面钻孔成型,一片产品需要分2次打孔完成,生产效率低下,破损报废率高,1人只能操作一台机器,非熟练工人操作时容易钻坏产品,对工人操作熟练程度有一定要求,破损报废率高,钻孔工作过程中需要用水冷却钻孔产品,工人操作时手一直浸泡水中,长久工作对工人身体造成不良影响。
技术实现要素:
4.本实用新型要解决的技术问题,在于提供一种显示屏玻璃自动钻孔机。
5.本实用新型是这样实现的:一种显示屏玻璃自动钻孔机,包括机架、电控系统控制箱、储料与上料机构、四工位转盘传送机构、第一钻孔机构、第二钻孔机构以及钻孔驱动机构;
6.所述钻孔驱动机构设于所述机架顶部;
7.所述第一钻孔机构以及第二钻孔机构分别与所述钻孔驱动机构传动连接;
8.所述储料与上料机构以及四工位转盘传送机构均设于所述机架内,所述储料与上料机构设于所述四工位转盘传送机构下部,且所述储料与上料机构用于四工位转盘传送机构上料以及储料;
9.所述四工位转盘传送机构的上部设于所述第一钻孔机构以及第二钻孔机构之间;
10.所述电控系统控制箱电连接所述储料与上料机构、四工位转盘传送机构、第一钻孔机构、第二钻孔机构以及钻孔驱动机构。
11.进一步的,所储料与上料机构包括:储料与上料主体连接单元、储料主体单元、上料主体单元,所述储料主体单元以及上料主体单元通过所述储料与上料主体连接单元与四工位转盘传送机构固定连接。
12.进一步的,所述四工位转盘传送机构包括两块主机安装侧板、三根侧板安装连接杆、一主轴、一主轴连接器、一高精度凸轮间歇分割器或一伺服电机、一固定套、一四工位转盘、一玻璃夹具装置、两个主轴轴承、一轴端轴承固定盖;
13.两块所述主机安装侧板与三根所述侧板安装连接杆通过螺丝紧固连接构成主体支架;所述主轴通过两个所述主轴轴承连接至两块所述主机安装侧板,所述主轴的一端部通过所述主轴连接器连接至所述高精度凸轮间歇分割器或一伺服电机,所述主轴的另一端部连接至所述轴端轴承固定盖;所述四工位转盘通过所述固定套固定于所述主轴上,所述玻璃夹具装置设于所述四工位转盘上;两块所述主机安装侧板固定于所述机架上。
14.进一步的,所述第一钻孔机构包括第一钻孔机构执行装置以及第一钻孔机构运动装置;
15.所述第一钻孔机构执行装置连接至所述第一钻孔机构运动装置,所述第一钻孔机构运动装置滑配设于所述机架上;所述钻孔驱动机构连接所述第一钻孔机构运动装置;所述第一钻孔机构执行装置上设有第一钻孔针头。
16.进一步的,所述第二钻孔机构包括第二钻孔机构执行装置以及第二钻孔机构运动装置;
17.所述第二钻孔机构执行装置连接至所述第二钻孔机构运动装置,所述第二钻孔机构运动装置滑配设于所述机架上;所述钻孔驱动机构连接所述第二钻孔机构运动装置;所述第二钻孔机构执行装置上设有第二钻孔针头。
18.进一步的,所述钻孔驱动机构包括钻孔驱动动力源单元以及钻孔驱动运动单元;
19.所述钻孔驱动动力源单元包括调速电机安装座以及调速电机;所述调速电机安装座设于所述机架上,所述调速电机设于所述调速电机安装座上;
20.所述钻孔驱动运动单元包括2套钻孔机构驱动进退移动凸轮装置以及2条凸轮装置固定杆;两条所述凸轮装置固定杆设于所述机架上;2套所述钻孔机构驱动进退移动凸轮装置设于两条所述凸轮装置固定杆之间,所述调速电机分别连接所述2套所述钻孔机构驱动进退移动凸轮装置;2套所述钻孔机构驱动进退移动凸轮装置分别连接所述第一钻孔机构以及第二钻孔机构。
21.进一步的,还包括两个不锈钢防护罩;所述不锈钢防护罩套设于所述钻孔机构驱动进退移动凸轮装置上。
22.进一步的,每套所述钻孔机构驱动进退移动凸轮装置包括第一移动把手、第二移动把手、2个偏心轮导向轴承、偏心轮、2个次轴轴承、次轴轴承座、次轴、链轮;
23.所述链轮固定设于所述次轴顶部,所述次轴轴承座通过两个次轴轴承连接至所述次轴,所述次轴轴承座上设有两个穿孔,所述凸轮装置固定杆穿过所述穿孔,将所述次轴轴承座固定于两个所述凸轮装置固定杆上,所述偏心轮连接至所述次轴底部,所述偏心轮通过一个偏心轮导向轴承连接至所述第一移动把手,所述偏心轮通过另一个偏心轮导向轴承连接至所述第二移动把手。
24.本实用新型的优点在于:本实用新型显示屏玻璃自动钻孔机采用自动送料,自动双面两次钻孔成型,一次同时双面先预钻孔一定深度,再次同时双面在原有一次钻孔位置上进行二次穿透钻通成型,最大程度上防止一次性钻通显示屏玻璃工艺孔,用力过大和钻孔过程时间过长,导致显示屏玻璃破碎或崩边,既降低了产品不良品率,又提高了产品加工效率,1个工人可以操作1
‑‑
3台机器,解决了工人实际操作过程中的不足及缺陷,最大程度上保障工人的工作环境及劳动强度,提高了公司的人员利用率及产品产量和产品良率。
【附图说明】
25.下面参照附图结合实施例对本实用新型作进一步的说明。
26.图1是本实用新型一种显示屏玻璃自动钻孔机器的右视图。
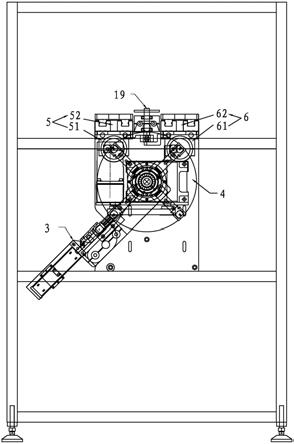
27.图2是本实用新型一种显示屏玻璃自动钻孔机器的左视图。
28.图3是本实用新型一种显示屏玻璃自动钻孔机器的主视图。
29.图4是本实用新型一种显示屏玻璃自动钻孔机器的俯视图。
30.图5是本实用新型一种显示屏玻璃自动钻孔机器的储料与上料机构示意图一。
31.图6是本实用新型一种显示屏玻璃自动钻孔机器的储料与上料机构示意图二。
32.图7是本实用新型一种显示屏玻璃自动钻孔机器的滑块导轨安装槽与压块示意图。
33.图8是本实用新型一种显示屏玻璃自动钻孔机器的钻孔机构驱动进退移动凸轮装置示意图。
【具体实施方式】
34.本实用新型实施例通过提供一种显示屏玻璃自动钻孔机,解决了现有技术中破损报废率高的技术问题,实现了降低了产品不良品率,又提高了产品加工效率的技术效果。
35.下面将结合附图和具体实施方式对本实用新型的技术方案进行清楚、完整地描述。在本实用新型的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
36.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
37.请参阅图1至图8所示,本实用新型的显示屏玻璃自动钻孔机器,包括1
‑
铝型材机架、2
‑
电控系统控制箱、3
‑
储料与上料机构、4
‑
四工位转盘传送机构、5
‑
第一钻孔机构、6
‑
第二钻孔机构、7
‑
钻孔驱动机构。
38.所述3
‑
储料与上料机构包括31
‑
储料与上料主体连接单元、32
‑
储料主体单元、33
‑
上料主体单元组成,通过31
‑
储料与上料主体连接单元与4
‑
四工位转盘传送机构连接。
39.所述31
‑
储料与上料主体连接单元包括311
‑
主轴轴承、312
‑
储料与上料安装主板、313
‑
主板连接轴;通过311
‑
主轴轴承与403主轴传动连接,312
‑
储料与上料安装主板与313
‑
主板连接轴固定连接。
40.所述32
‑
储料主体单元包括321
‑
不锈钢玻璃储料板、322
‑
第一不锈钢玻璃限位条、323
‑
第二不锈钢玻璃限位条、324
‑
导轨轨道安装条、325
‑
滑块、326
‑
储料槽推玻璃导轮、327
‑
储料槽玻璃推片组成储料主体机构;将显示屏玻璃放置于321
‑
不锈钢玻璃储料板上,之后通过327
‑
储料槽玻璃推盘将显示屏玻璃向右顶至3310
‑
上料白钢刀玻璃轨道上,之后
就可以通过335赛钢玻璃推条进行推动。
41.所述33
‑
上料主体单元包括331
‑
步进伺服电机上料丝杆导轨机构、332
‑
步进伺服电机上料机构安装板1、333
‑
步进伺服电机上料机构安装板2、334
‑
步进伺服电机上料机构安装板3、335
‑
赛钢玻璃推条、336
‑
夹具安装板1、337
‑
夹具安装板2、338
‑
夹具安装板3、339
‑
上料赛钢玻璃轨道、3310
‑
上料白钢刀玻璃轨道组成上料主体机构;通过331
‑
步进伺服电机上料丝杆导轨机构带动335
‑
赛钢玻璃推条作往复运动,依次将上面的显示屏玻璃推入至4
‑
四工位转盘传送机构中完成送料作业,通过2
‑
电控系统控制箱电连接4
‑
四工位转盘传送机构、5
‑
第一钻孔机构、6
‑
第二钻孔机构、7
‑
钻孔驱动机构,配合实现精确定位转动及精准限位钻孔,同时分别对四个工位进行显示屏玻璃送料、一次钻孔、二次钻孔、下料同步操作,钻孔下料的显示屏玻璃由外置传送带传送收集(外置传送带设置于4
‑
四工位转盘传送机构另一侧与3
‑
储料与上料机构相对,4
‑
四工位转盘传送机构放开其中的显示屏玻璃,即可落入外置传送带,送到指定位置)。
42.所述4
‑
四工位转盘传送机构包括401
‑
主机安装侧板、402
‑
侧板安装连接杆、403主轴、404
‑
主轴连接器、405
‑
高精度凸轮间歇分割器(或伺服电机)、406
‑
固定套、407
‑
四工位转盘、408
‑
玻璃夹具装置、409
‑
主轴轴承、410
‑
轴端轴承固定盖组成四工位转盘传送机构;两块401
‑
主机安装侧板与三根402
‑
侧板安装连接杆通过螺丝紧固连接构成主体支架;403
‑
主轴通过两个409
‑
主轴轴承连接至两块401
‑
主机安装侧板,403
‑
主轴的一端部通过404
‑
主轴连接器连接至405
‑
高精度凸轮间歇分割器或一伺服电机,403
‑
主轴的另一端部连接至410
‑
轴端轴承固定盖;407
‑
四工位转盘通过406
‑
固定套固定于403
‑
主轴上,408
‑
玻璃夹具装置设于407
‑
四工位转盘上;两块401
‑
主机安装侧板固定于1
‑
机架上。
43.两块所述401
‑
主机安装侧板与3支所述402
‑
侧板安装连接杆通过螺丝紧固连接构成主体支架;所述408
‑
玻璃夹具装置与407
‑
四工位转盘通过螺丝紧固连接构成四工位转盘主体;所述406
‑
固定套、407
‑
四工位转盘与408
‑
玻璃夹具装置紧固连接构成四工位转盘主体、409
‑
主轴轴承固定在所述403主轴上构成四工位转盘装置,进一步地上述四工位转盘装置与所述404
‑
主轴连接器、405
‑
高精度凸轮间歇分割器(或伺服电机)、410
‑
轴端轴承固定盖连接,连接后再固定在所述401
‑
主机安装侧板与所述402
‑
侧板安装连接杆连接构成的主体支架上,构成所述4
‑
四工位转盘传送机构。
44.所述5
‑
第一钻孔机构包括51
‑
第一钻孔机构执行装置、52
‑
第一钻孔机构运动装置组成,所述51
‑
第一钻孔机构执行装置上有2套511
‑
主轴电机(或伺服电机)与2套512
‑
主轴电机(或伺服电机)安装固定装置构成;所述52
‑
第一钻孔机构运动装置上有2个521
‑
滑块导轨安装槽与压块,4个522导轨滑块,2条523
‑
滑块导轨构成。
45.所述52
‑
第一钻孔机构运动装置上4个522导轨滑块安装配合在2条523
‑
滑块导轨上组成2套精密直线导轨总成,之后把安装配合好的2套精密直线导轨总成两端放入521
‑
滑块导轨安装槽与压块上5211
‑
安装槽底座中,并与5212
‑
安装槽压块通过螺丝紧固构成52
‑
第一钻孔机构运动装置,通过5211
‑
安装槽底座与4
‑
四工位转盘传送机构上两块401
‑
主机安装侧板相连接,将52
‑
第一钻孔机构运动装置固定在主体机架相应位置上。
46.所述51
‑
第一钻孔机构执行装置上2套511
‑
主轴电机(或伺服电机)固定在2套512
‑
主轴电机(或伺服电机)安装固定装置上,构成51
‑
第一钻孔机构执行装置,通过512
‑
主轴电机(或伺服电机)安装固定装置与522导轨滑块紧固连接,将51
‑
第一钻孔机构执行装置按要
求安装在52
‑
第一钻孔机构运动装置上。
47.所述6
‑
第二钻孔机构包括61
‑
第二钻孔机构执行装置、62
‑
第二钻孔机构运动装置组成,所述61
‑
第二钻孔机构执行装置上有2套611
‑
主轴电机(或伺服电机)与2套612
‑
主轴电机(或伺服电机)安装固定装置构成;62
‑
第二钻孔机构运动装置上有2个621
‑
滑块导轨安装槽与压块,4个622导轨滑块,2条623
‑
滑块导轨构成。
48.所述62
‑
第二钻孔机构运动装置上4个622导轨滑块安装配合在2条623
‑
滑块导轨上组成2套精密直线导轨总成,之后把安装配合好的2套精密直线导轨总成两端放入621
‑
滑块导轨安装槽与压块上6211
‑
安装槽底座中,并与6212
‑
安装槽压块通过螺丝紧固构成62
‑
第二钻孔机构运动装置,通过6211
‑
安装槽底座与4
‑
四工位转盘传送机构上两块401
‑
主机安装侧板相连接,将62
‑
第二钻孔机构运动装置固定在主体机架相应位置上。
49.所述61
‑
第二钻孔机构执行装置上2套611
‑
主轴电机(或伺服电机)固定在2套612
‑
主轴电机(或伺服电机)安装固定装置上,构成61
‑
第二钻孔机构执行装置,通过612
‑
主轴电机(或伺服电机)安装固定装置与622导轨滑块紧固连接,将61
‑
第二钻孔机构执行装置按要求安装在62
‑
第二钻孔机构运动装置上。
[0050]7‑
钻孔驱动机构包括71
‑
钻孔驱动动力源机构、72
‑
钻孔驱动运动机构、73
‑
不锈钢防护罩组成,71
‑
钻孔驱动动力源机构上711
‑
调速电机安装座固定在4
‑
四工位转盘传送机构上401
‑
主机安装侧板相应位置上;712
‑
调速电机安装在711
‑
调速电机安装座上,构成71
‑
钻孔驱动动力源机构;72
‑
钻孔驱动运动机构有2套721
‑
钻孔机构驱动进退移动凸轮装置与2条722
‑
凸轮装置固定杆组成。
[0051]
所述721
‑
钻孔机构驱动进退移动凸轮装置上有7211
‑
第一移动把手、7212
‑
第二移动把手、7213
‑
偏心轮导向轴承2个、7214
‑
偏心轮、7215
‑
次轴轴承2个、7216
‑
次轴轴承座、7217
‑
次轴、7218
‑
链轮与链条组成,7218
‑
链轮固定设于7217
‑
次轴顶部,7216
‑
次轴轴承座通过两个7215
‑
次轴轴承连接至7217
‑
次轴,7216
‑
次轴轴承座上设有两个穿孔,722
‑
凸轮装置固定杆穿过所述穿孔,将7216
‑
次轴轴承座固定于两个722
‑
凸轮装置固定杆上,7214
‑
偏心轮连接至7217
‑
次轴底部,7214
‑
偏心轮通过一个7213
‑
偏心轮导向轴承连接至所述7211
‑
第一移动把手,7214
‑
偏心轮通过另一个7213
‑
偏心轮导向轴承连接至7212
‑
第二移动把手。
[0052]
2套所述721
‑
钻孔机构驱动进退移动凸轮装置通过所述7216
‑
次轴轴承座与2条所述722
‑
凸轮装置固定杆相连接固定,2条所述722
‑
凸轮装置固定杆固定在所述4
‑
四工位转盘传送机构上2块所述401
‑
主机安装侧板相应位置上,将所述72
‑
钻孔驱动运动机构固定在主体机架相应位置上。
[0053]
2套所述721
‑
钻孔机构驱动进退移动凸轮装置上7212
‑
第二移动把手分别与51
‑
第一钻孔机构执行装置上2套512
‑
主轴电机(或伺服电机)安装固定装置相连接固定;7211
‑
第一移动把手分别与61
‑
第二钻孔机构执行装置上2套612
‑
主轴电机(或伺服电机)安装固定装置相连接固定。
[0054]
所述71
‑
钻孔驱动动力源机构通过链条将2套72
‑
钻孔驱动运动机构相连,73
‑
不锈钢防护罩固定在7217
‑
次轴顶端,构成7
‑
钻孔驱动机构。
[0055]
在具实施中,参照图1、图5和图6优选的一实施例:3
‑
储料与上料机构斜中335
‑
赛钢玻璃推条和339
‑
上料赛钢玻璃轨道,采用特殊工程塑料,防止刮伤或破坏显示屏玻璃,起到保护加工产品的作用;1
‑
铝型材机架内斜向设置有一3
‑
储料与上料机构,其水平夹角α为
45
°
,3
‑
储料与上料机构斜向设置可以更稳定的推送lcd液晶显示屏玻璃,防止其掉落;33
‑
上料主体机构中采用331
‑
步进伺服电机上料丝杆导轨机构,提高上料精度尺寸的同时方便更换加工产品后的尺寸调整,与2
‑
电控系统控制箱电连接,在3
‑
储料与上料机构平面上做前后运动,精准将显示屏玻璃送入4
‑
四工位转盘传送机构上408
‑
玻璃夹具装置中。
[0056]
在具实施中,参照图1和图3优选的一实施例:4
‑
四工位转盘传送机构采用405
‑
高精度凸轮间歇分割器(或伺服电机),启停定位精准,与2
‑
电控系统控制箱电连接,在1
‑
铝型材机架内做上下圆周运动。
[0057]
在具实施中,参照图3和图4优选的一实施例:5
‑
第一钻孔机构上2套511
‑
主轴电机(或伺服电机),配置安装相应加工孔径的金刚砂磨孔针,在2
‑
电控系统控制箱控制下,通过7
‑
钻孔驱动机构转动下,带动2套52
‑
第一钻孔机构运动装置和固定在上面的2套51
‑
第一钻孔机构执行装置做水平相对运动,对在4
‑
四工位转盘传送机构上408
‑
玻璃夹具装置中的精准定位好的显示屏玻璃表面双面进行一次预钻孔作业,钻孔过程中水嘴喷头对显示屏玻璃钻孔位置进行冷却处理。6
‑
第二钻孔机构上2套611
‑
主轴电机(或伺服电机),配置安装相应加工孔径的金刚砂磨孔针,在2
‑
电控系统控制箱控制下,通过7
‑
钻孔驱动机构转动下,带动2套62
‑
第二钻孔机构运动装置和固定在上面的2套61
‑
第二钻孔机构执行装置做水平相对运动,对在4
‑
四工位转盘传送机构上408
‑
玻璃夹具装置中的精准定位好的显示屏玻璃表面双面原一次预钻孔位置上进行二次穿透钻孔作业,钻孔过程中水嘴喷头对显示屏玻璃钻孔位置进行冷却处理。自动双面两次钻孔成型,一次同时双面先预钻孔一定深度,再次同时双面在原有一次钻孔位置上进行二次穿透钻通成型,最大程度上防止一次性钻通显示屏玻璃工艺孔,用力过大和钻孔过程时间过长,导致显示屏玻璃破碎或崩边,既降低了产品不良品率,又提高了产品加工效率。
[0058]
本实用新型工作原理如下:
[0059]2‑
电控系统控制箱包括电控系统和操作面板,通过人机界面触摸屏、plc编程器、变频器、步进伺服驱动器等元器件用来控制3
‑
储料与上料机构、4
‑
四工位转盘传送机构、5
‑
第一钻孔机构、6
‑
第二钻孔机构、7
‑
钻孔驱动机构,各机构与2
‑
电控系统控制箱电连接,精准定位,协同配合,快速高效的在显示屏玻璃表面完成双面双次成型钻孔工艺,然后自动将加工好的显示屏玻璃送到收料装置中,完成显示屏玻璃钻孔加工工作。
[0060]
现有手工用台钻+治具方式单片定位打孔,一片产品需要分2次打孔完成,生产效率低下,破损报废率高,1人只能操作一台机器,非熟练工人操作时容易钻坏产品,对工人操作熟练程度有一定要求,工人操作时手在水中浸泡环境下作业,长久对身体有影响。针对以上不足之处,本发明显示屏玻璃自动打孔机器采用自动送料,自动双面双次钻孔成型,一次同时双面先预钻孔一定深度,再次同时双面在原有一次钻孔位置上进行二次穿透钻通成型,最大程度上防止一次性钻通显示屏玻璃工艺孔,用力过大和钻孔过程时间过长,导致显示屏玻璃破碎或崩边,既降低了产品不良品率,又提高了产品加工效率,1个工人可以操作1
‑‑
3台机器,解决了工人实际操作过程中的不足及缺陷,最大程度上保障工人的工作环境及劳动强度,提高了公司的人员利用率及产品产量和产品良率。
[0061]
虽然以上描述了本实用新型的具体实施方式,但是熟悉本技术领域的技术人员应当理解,我们所描述的具体的实施例只是说明性的,而不是用于对本实用新型的范围的限定,熟悉本领域的技术人员在依照本实用新型的精神所作的等效的修饰以及变化,都应当
涵盖在本实用新型的权利要求所保护的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1