一种制备旋转靶材生胚的冷等静压成型模具的制作方法
1.本实用新型涉及旋转靶材加工领域,具体涉及一种制备旋转靶材生胚的冷等静压成型模具。
背景技术:
2.镀膜靶材是通过磁控溅射、多弧离子镀或其他类型的镀膜系统在适当工艺条件下溅射在基板上形成各种功能薄膜的溅射源,常用于半导体加工等行业。旋转靶材作为一种靶材,呈圆筒状,常用在磁控溅射镀膜工艺中。制作旋转靶材,要对原材料进行研磨、造粒等前处理得到待成型粉料,把这些粉料装入到外模为软性胶套而内膜为刚性金属模芯的具有圆筒状模腔的成型模具中。装粉完成后,对模具连同其内的粉料一并进行冷等静压介质压制,就成型得到了旋转靶材生胚。接着,工人需把生胚烧结成靶材,并把烧结后的靶材车削加工成圆筒状。最后,工人把多条经车削加工后的圆筒状靶材,通过绑定工艺绑定在一起,就制得所需的旋转靶材了。
3.实际生产中,由于成型模具需连同待成型粉料一起进入到液体介质中受压制,多次压制后成型模具的软性胶套容易产生形变,导致成型模具的模腔变形,从而导致压制得到的靶材生胚的形状不规则。对这样的生胚烧结后得到的靶材壁厚不均、外表面不规则,后续需要车削掉较多的靶材才能得到可供使用的圆筒状旋转靶材,生产效率低且浪费原材料。
技术实现要素:
4.本实用新型的发明目的是提供一种制备旋转靶材生胚的冷等静压成型模具,该成型模具能压制成型得到较为规则的旋转靶材生胚,生胚烧结后无需车削掉较多的靶材,生产效率高且减少原材料的浪费。
5.提供一种制备旋转靶材生胚的冷等静压成型模具,包括模具主体,模具主体包括刚性内模芯和软性外模,软性外模与刚性内模芯之间形成模腔以容置待成型粉料,成型模具包括设置在软性外模外侧的塑形件和驱动装置,该驱动装置驱动该塑形件往内侧移动至夹住所述软性外模以进行塑形。
6.其中,包括支撑座,所述模具主体放在该支撑座上,所述驱动装置包括装在该支撑座上的多个驱动单元,多个驱动单元围绕所述模具主体周侧分布,所述塑形件相应地包括分别装在多个驱动单元上的多个塑形块,各个驱动单元分别驱动各个塑形块往内侧移动直至各个塑形块共同夹住所述软性外模以进行塑形。
7.其中,所述软性外模的外侧壁为圆筒状,所述的各个塑形块都具有与软性外模的圆筒状外侧壁形状相贴合的弧状内侧壁,这些塑形块受所述各个驱动单元驱动并往内侧移动直至对软性外模形成围拢从而共同夹住所述软性外模。
8.其中,每个所述驱动单元包括上、下两条驱动伸缩杆,驱动伸缩杆朝向所述模具主体伸出,塑形块具体系上部装在居上的驱动伸缩杆末端而下部装在居下的驱动伸缩杆末
端。
9.其中,所述塑形块的数量为四个。
10.其中,所述塑形块具体系通过可拆卸的方式装在所述驱动单元上。
11.其中,所述支撑座中部设有振动机,振动机上表面供所述模具主体放置,能对该模具主体所装的待成型粉料实施振动。
12.有益效果:虽然软性外模在多次使用后会产生形变,但软性外模由于被塑形件夹住进行塑形,能在塑形件的塑形下保持其本身的形状,从而使得模腔亦始终维持着正常的形状,那么待成型粉料在装填到模腔中后压实,仍能具有较为规则的形状,如此,只要对待成型粉料压制然后开模,就能得到较为规则的旋转靶材生胚了。生胚烧结后的靶材壁厚均匀、外表面较规则,后续无需车削掉较多的靶材,生产效率高且减少了原材料的浪费。
附图说明
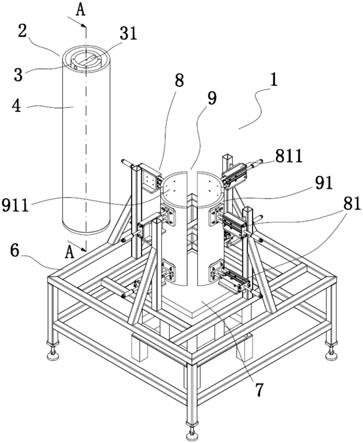
13.图1是成型模具的结构示意图。
14.图2是图1中的模具主体的爆炸图。
15.图3是沿图1中a
‑
a方向的剖视图。
16.图4是成型模具中模具主体放置到振动机上的结构示意图。
17.图5是单个驱动单元的示意图。
18.图6是图5的驱动单元的爆炸图。
19.图7是成型模具中塑形件对软性外模进行塑形的结构示意图。
20.符号说明:
[0021]1‑
成型模具;2
‑
模具主体;21
‑
圆形底座;211
‑
环状凸台;22
‑
软性塞环;3
‑
刚性内模芯; 31
‑
握柄;4
‑
软性外模;5
‑
模腔;6
‑
支撑座;7
‑
振动机;8
‑
驱动装置;81
‑
驱动单元;811
‑
驱动伸缩杆;812
‑
居上的驱动伸缩杆;813
‑
上安装板;814
‑
居下的驱动伸缩杆;815
‑
下安装板; 816
‑
通槽;817
‑
螺栓;9
‑
塑形件;91
‑
塑形块;911
‑
弧状内侧壁;912
‑
螺纹孔。
具体实施方式
[0022]
以下结合具体实施方式作本发明创造作进一步详细说明。
[0023]
冷等静压成型模具用于成型旋转靶材生胚,其原理是把经过前处理工艺得到的原材料待成型粉料装入到成型模具的模腔内,再把模具主体连同粉料一同置入冷等静压液体介质环境中,利用液体介质对模具施压,使粉料被压制成与模腔一致的圆筒状,开模后取料即得到所需的旋转靶材生胚。
[0024]
见图1,冷等静压成型模具1的模具主体2包括圆筒状的刚性内模芯3和同为圆筒状的软性外模4。见图2和图3,刚性内模芯3顶部和底部都设有横置的握柄31以供握持,用于提起并移动刚性内模芯3。模具主体2的底部配有圆形底座21,圆形底座21顶部朝上凸出有环状凸台211,该环状凸台211内径与刚性内模芯3的外径相配而外径与软性外模4的内径相配。把刚性内模芯3安装在环状凸台211的内侧并把软性外模4安装在环状凸台211的外侧,此时软性外模4就如图1所示包围在刚性内模芯3外侧,两者实现圆心对准,软性外模 4和刚性内模芯3之间形成圆筒状的模腔5,供待成型的原材料粉料装填容置。模具主体2还配有结构相同的两个软性塞环22,两个软性塞环22均采用聚氨酯制成,每个软性塞环22的内径、外
径分别与刚性内模芯3的外径、软性外模4的内径相配。两个软性塞环22分别装在模腔5的顶部和底部,用于堵住并密封模腔5,防止粉料外溢和液体介质渗入。
[0025]
由于模具主体2需与所装的粉料一同置入液体介质中受压,多次受压后软性外模4容易产生形变,导致模腔5变形,致使成型后得不到较为规则的圆筒状旋转靶材生胚,为此,在装粉前需先对软性外模4进行塑形。见图1和图4,成型模具1设有支撑座6,支撑座6中部设有振动机7,振动机7上表面用于放置模具主体2,能振动模具主体2中的粉料。支撑座6 上安装有上下两层、每层四条的驱动伸缩杆811,每层四条驱动伸缩杆811围绕模具主体2 周侧分布,末端能朝向模具主体2伸出。位于同一层的四条驱动伸缩杆811处于同一水平面,且每条驱动伸缩杆811都与处于同一层的相邻的其它驱动伸缩杆811垂直。居上的驱动伸缩杆与居下的驱动伸缩杆一一平行对齐,一上一下对齐的两条驱动伸缩杆812、814(见图5)共同组成一个驱动单元81,在每个驱动单元81末端都安装有一个塑形块91,各个塑形块91都具有与软性外模4的圆筒状外侧壁形状相贴合的弧状内侧壁911。
[0026]
以其中一个驱动单元81及其相应的塑形块91为例,见图5和图6,驱动单元81中,居上的驱动伸缩杆812末端安装有一块上安装板813而居下的驱动伸缩杆814末端安装有一块下安装板815,两块安装板各自开有四个通槽816以供螺栓817穿过。塑形块91外侧壁的上部开有与上安装板813的四个通槽816一一对准的四个螺纹孔912,而塑形块91外侧壁的下部亦开有与下安装板815的四个通槽816一一对准的四个螺纹孔912,如此,用八个螺栓817 分别拧紧一一对准后的通槽816和螺纹孔912,塑形块91就安装到驱动单元81上了。其余驱动单元以同样的方式安装相应的塑形块,见图4和图6,四个塑形块91在各自的驱动单元81的驱动下分别往内侧移动靠近软性外模4,直至对软性外模4形成围拢,如图7所示,就共同夹住软性外模4并对其进行塑形了。由于塑形块91系通过螺栓817可拆卸地安装到驱动单元81上,若要改用不同尺寸的模具主体以制备不同尺寸的旋转靶材生胚时,操作人员只需要通过拧松拆卸螺栓817的方式拆卸原本的塑形块91,并通过上述的安装方式安装上与更换后的软性外模尺寸相配的塑形块即可。
[0027]
使用成型模具1制备旋转靶材生胚的冷等静压成型方法具体如下:
[0028]
首先,把模具主体2的圆形底座21放置到振动机7上表面,随后把刚性内模芯3和软性外模4安装到圆形底座21上,使刚性内模芯3和软性外模4完成定心并形成模腔5。把其中一个软性塞环22放入到模腔5的底部作为封底,然后执行塑形步骤:操作人员控制四个驱动单元81驱动相应的四个塑形块91往内侧移动直至共同夹住软性外模4的外侧壁,从而把软性外模4塑形成圆筒状,则使得模腔5呈圆筒状,就完成塑形步骤了。塑形完成后,在驱动单元81和塑形块91保持对软性外模4塑形的状态下,执行装粉步骤:由于待成型粉料中含有尺寸各异的大颗粒粉料和小颗粒粉料,装入到模腔5中的待成型粉料彼此之间容易出现间隙而不够紧密,为此,操作人员需先开启振动机7并开始往模腔5中装填入待成型粉料,模腔5中的粉料随着振动机7的振动,彼此之间的间隙逐渐被尺寸更小的粉料填满。装填粉料期间,操作人员间歇性地从上往下挤压模腔5中的粉料,模腔5中的粉料在水平方向上受到软性外模3、塑形块91的限制,在竖直方向上受操作人员挤压,加上振动机7的振动作用下达到压实的效果。直至粉料将近填满模腔5时,操作人员需关闭振动机7并往模腔5中放入另一个软性塞环22作为模腔5封顶,就完成装粉步骤了,此时模腔5中的粉料已被压实到一定程度,能撑住软性外模4的内侧壁。接着执行退回步骤:操作人员控制四个驱动单元81反向驱动相
应的四个塑形块91往外侧移动退回,则塑形块91不再围拢、夹住软性外模4的外侧壁。完成退回步骤后,模腔5中的粉料保持撑住软性外模4的内侧壁,使得软性外模4维持圆筒状。这时执行压制成型步骤:把模具主体2连同所装的待成型粉料一同置入冷等静压介质中,液体介质压制模具主体2的软性外模4从而压制模腔5中的待成型粉料成型。压制完成后,把模具主体2从液体介质环境中取出然后开模,即可得到所需的较为规则的圆筒状旋转靶材生胚。
[0029]
如上所述仅为本发明创造的实施方式,不以此限定专利保护范围。本领域技术人员在本发明创造的基础上作出非实质性的变化或替换,仍落入专利保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1