钢壳复合建筑板材的制作方法
1.本实用新型涉及建筑板材领域,尤其涉及一种加强型复合建筑板材。
背景技术:
2.叠合板和楼承板在建筑领域中是一种常用的建筑板材,为了方便使用,叠合板常采用的预制板材主体叠合板。目前,预制板材主体叠合板和楼承板一般采用的形式主要有:国标图集内的预制板材主体叠合板、钢筋桁架楼承板。但其存在如下的技术缺陷:国标图集内的预制板材主体叠合板预制层厚度不少于60mm,自重较大,吊装后原位调整较难,且运输过程中损耗较大,大跨度板块对现场施工机械的吊重能力要求较高,导致现场施工很困难;由于制作工艺及机械模具限制,其尺寸规格宽度一般不大于2.44m,不能满足部分建筑所需的一体成型异形板块、一体吊装要求;结合钢筋桁架的楼承板以镀锌钢皮为底板,表面有凹凸面,成形后需对其表面作抹平处理,才能满足一般住宅装修设计要求,在板材主体浇筑时容易出现局部下凹现象,而且整体施工工序较多,技术要求的效果难以保证;预制板材主体叠合板和楼承板在实施装配式建筑中,还存在难以满足实际应用中施工工期、成本、质量要求的问题。
3.为了解决上述问题,申请人研发发一种钢壳复合板叠合楼盖,它包括非金属基板和镂空钢板,非金属基板的厚度为镂空钢板的厚度5~20倍,镂空钢板上冲压有若干冲压孔,冲压孔下方的边缘均设有向下突出的钢片,各钢片均向下压进非金属基板内,镂空钢板通过各块钢片紧密地复合在非金属基板上。而且申请了专利号为2020229986772的实用新型专利,并获得了授权。但是,申请人在后续实践过程中,申请人发现存在以下的小缺陷:
4.(1)通过镂空钢板冲剪六边形孔形成的边齿与水泥板结合,经养护完成后形成复合构造,但其握裹程度不够,不能满足在使用要求较为严苛的场所,如震动较大的车间;
5.(2)镂空钢板冲孔的分布间距过大,开孔开孔率仅为18%,采用的是阵列排布方式,容易发生受力不均的现象,使得镂空钢板的破坏极限偏低,不利于减少板材主体收缩过程中的应力,板件养护完成后发生应力容易产生弯曲形变;
6.(3)镂空钢板与板材主体之间的抗拔力不足,使得镂空钢板各部位受力不够均匀,特定条件下
7.可能会产生受力破坏的薄弱点,存在镂空钢板的抗拔强度不足而产生隐患。
技术实现要素:
8.为解决现有钢壳复合板叠合楼盖的存在上述缺陷,本实用新型提供一种各项性能更好的钢壳复合建筑板材。
9.为实现上述目的,本实用新型采取的技术方案是:
10.一种钢壳复合建筑板材,包括作为板材主体的非金属板材,以及作为板材主体加强复合板的钢皮,钢皮复合在非金属板材的外表面;其特征是:钢皮朝外一面冲压有若干按蜂窝状排列的六边形孔,钢皮朝内一面在六边形孔下方的边缘上均设有垂直钢皮朝内一面
的三角边齿,六边形孔的每条边对应一片三角边齿,各三角边齿均向下压进非金属板材内部,钢皮通过各块三角边齿紧密地复合在非金属板材上。钢皮的厚度为0.3mm~0.5mm;水泥板的厚度为钢皮厚度的5倍以上。
11.进一步地,所述六边形孔的总面积占整块钢皮的总面积的为35%~45%。
12.进一步地,所述六边形孔的总面积占整块钢皮的总面积的为40%。
13.进一步地,所述非金属板材为水泥板或硅酸钙板。
14.使用时,本钢壳复合建筑板材可在工厂内任意裁剪成所需要形状,由于钢皮属于容易焊接的金属件,通过焊接工艺,可拼接成任意跨度、任意形状的一体化叠合板构件。
15.相对于现有技术中的钢壳复合板叠合楼盖,现有技术中钢壳复合板叠合楼盖的阵列开孔的开孔率仅为18%,本实用新型通过改变六边形孔开孔排列方式,增加了开孔率,在板材面积相同的情况下,开孔率达到了40%以上,同时也增加了钢皮的三角边齿嵌入非金属板材内的面积,从而进一步增加了非金属板材对钢皮的握裹力,提高了钢壳复合建筑板材的破坏极限。另外,六边开孔通过蜂窝状的开孔方式,成倍地增加了钢皮与非金属板材之间的抗拔力,使得钢皮各部位受力均匀,最大限度地避免产生受力破坏的薄弱点,极大地增加了钢皮的抗拔强度。
16.由上可知,相对于现有预制板材主体叠合板和楼承板,本实用新型具有如下的优点:
17.(1)质轻易加工,结构简单,容易制造,整体厚度更薄、自重更轻,生产效率大幅提高,出厂质量容易控制,施工损耗小,可在工厂规模化生产;
18.(2)性能更强,钢皮的开孔率更科学,钢皮覆盖分布更实用,六边开孔的蜂窝状开孔排列方式增加了钢皮的抗拔强度,防脱落性能高;由于有钢皮的加持,整体抗弯、抗剪性能大幅增强,弹性模量更大;
19.(3)适应性强,相邻的钢壳复合建筑板材可任意裁剪,并可通过焊接工艺拼接成一体;
20.(4)应用范围广,可用作一般楼板;也可以拼接后浇筑板材主体形成整体结构的楼板;
21.(5)安装方便,现场安装简单,施工速度快,固定措施稳固。钢壳复合建筑板材现场安装时,由于自重相对较轻,劳动强度相对较小,方便人工铺设操作;铺设后相邻的钢壳复合建筑板材可通过焊接连接固定,钢壳复合建筑板材边沿还可以与主体结构的梁、柱、墙钢筋点焊固定;钢壳复合建筑板材固定连接方式简单,无需通过额外连接件与模板体系或主体构件连接;固定后连接比较稳固,整体结构在施工过程中不会发生移位现象,大大提高施工的安全性。
附图说明
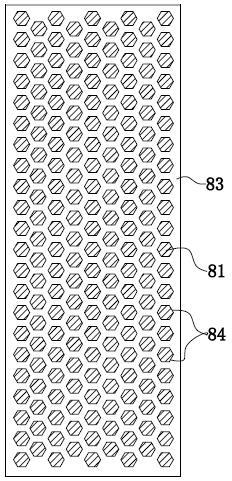
22.图1为本实用新型优选实施的钢壳复合建筑板材的主视图。
23.图2为图1的横剖图。
24.附图标号说明:8-钢壳复合建筑板材,81-非金属板材,83-钢皮,84-六边形孔,85-三角边齿。
具体实施方式
25.下面结合附图和优选的实施方式,对本实用新型及其有益技术效果进行进一步详细说明。
26.参见图1~图2,本实用新型优选实施的钢壳复合建筑板材,包括作为板材主体的非金属板材81,以及作为板材主体加强复合板的钢皮83,钢皮83复合在非金属板材81的外表面;其特征是:钢皮83朝外一面冲压有若干按蜂窝状排列的六边形孔84,钢皮83朝内一面在六边形孔84下方的边缘上均设有垂直钢皮83朝内一面的三角边齿85,六边形孔84的每条边对应一片三角边齿85,该三角边齿85由钢皮83向下冲压六边形孔84时,由六边形孔84中心点沿对角线分裂自然翻边形成,各三角边齿85均向下压进非金属板材81内部,钢皮83通过各块三角边齿85紧密地复合在非金属板材81上。非金属板材81的厚度远大于钢皮83厚度。
27.参见图1,优选地,所述六边形孔84的总面积占整块钢皮83的总面积的为35%~45%。即钢皮83的开孔率为35%~45%,进一步优选为40%。六边开孔通过蜂窝状的开孔方式,成倍地增加了钢皮83与非金属板材81之间的抗拔力,使得钢皮83各部位受力均匀,最大限度地避免产生受力破坏的薄弱点,极大地增加了钢皮83的抗拔强度。钢皮83的35%~45%开孔率,使得钢壳复合建筑板材在钢皮83与非金属板材81之间的抗拔力和钢壳复合建筑板材整体的强度之间的匹配为最优状态。如果开孔率太低,则钢皮83与板材之间的结合状态不够理想,抗热胀冷缩性能下降,钢壳复合建筑板材整体的强度增加;如果开孔率太高,则钢皮83与板材之间的结合较为紧密,抗热胀冷缩性能也是下降的,钢壳复合建筑板材整体的强度减小。
28.另外,按实际需要,所述非金属板材81为水泥板或硅酸钙板。非金属板材81还可以为pvc板或木丝板。
29.制作钢壳复合建筑板材的工艺如下,将钢皮83上的各三角边齿85均向下压进非金属板材81内部,钢皮83通过各块三角边齿85紧密地复合在非金属板材81上即可。以水泥复合墙板为例,将冲孔六边形钢皮83在水泥板塑形阶段放置在其表面;再通过钢皮83冲剪六边形孔84形成的三角边齿85与水泥板充分结合握裹,经养护完成后形成复合构造。由于有钢皮83的加持,钢壳复合建筑板材整体抗弯、抗剪性能大幅增强,弹性模量更大;整体厚度更薄、自重更轻。
30.本实用新型的钢壳复合建筑板材有多种应用方式,如钢壳复合建筑板材现场安装完成后,可用作一般楼板的免拆模板使用;也可以参照一般预制叠合板、钢筋桁架楼承板做法,在钢壳复合建筑板材上铺设钢筋和浇筑水泥,形成整体结构的预制楼板。
31.上述说明内容中,对属于现有技术中常规使用的内容,如结构和工艺,为了节省篇幅,不再赘述。未揭示的加工工艺和零件,按现有技术的常规技术处理即可。
32.根据上述说明书及具体实施例并不对本实用新型构成任何限制,本实用新型并不局限于上面揭示和描述的具体实施方式,对本实用新型的一些修改和变形,也应当落入本实用新型的权利要求的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1