大尺寸隐框中空玻璃及制作方法与流程
1.本发明属于玻璃领域,涉及大尺寸隐框中空玻璃及制作方法。
背景技术:
2.现如今,中空玻璃早已成为一种常见的房屋建筑材料,其具有节能以及改善室内环境等功能特点,应用极为广泛。
3.现代设计中,越来越多的涉及到超过3m的大尺寸的中空玻璃幕墙,目的主要就是让视野更加通透、外形更加美观。然而,传统的较大尺寸的中空玻璃,其边框的总宽度就已经接近30mm,再加上拼缝10-15mm,其边框总宽度至少在70mm以上,严重影响了整体的视觉效果。
技术实现要素:
4.本发明要解决的问题是在于提供大尺寸隐框中空玻璃及制作方法,解决了背景技术中的问题,两个中空玻璃单元对应的窄边结构相互对接,共用一层结构胶,减少视觉影响,提高美感,拓展视觉宽度,保证了视觉的连续性,舒适感更强。
5.为解决上述技术问题,本发明采用的技术方案是:大尺寸隐框中空玻璃,包括至少两个中空玻璃单元,所述中空玻璃单元内至少有一条边布设的间隔条与此中空玻璃单元的端部平齐,形成窄边结构,两个中空玻璃单元对应的窄边结构相互对接,共用一层结构胶,所述中空玻璃单元至少有一条边与相连的中空玻璃单元共用一层结构胶,共用的一层结构胶的两端均设有隔离条,所述隔离条远离共用的一层结构胶的一侧设有耐候密封胶。
6.进一步的,所述中空玻璃单元共用的一层结构胶为第二结构胶,厚度为8-20mm。
7.进一步的,所述的隔离条材料为塑料、橡胶、泡沫板或发泡材料,厚度为3-5mm,耐候密封胶的厚度为2mm-8mm。
8.进一步的,所述中空玻璃单元包括第一玻璃组件和第二玻璃组件,所述第一玻璃组件包括第一外玻璃组件、第一内玻璃组件、第一结构胶和间隔条,形成密封腔体结构,第二玻璃组件包括第二外玻璃组件、第二内玻璃组件、第一结构胶和间隔条,形成密封腔体结构,中空玻璃单元为夹层、中空或夹层中空结构,面上设有镀膜层、电加热层、变色层或隔音层。
9.进一步的,所述间隔条内设置有分子筛,填充率在95%以上,所述中空玻璃单元的长度≥3m,窄边结构的宽度≤7mm。
10.大尺寸隐框中空玻璃制作方法,包括以下步骤,
11.s1、准备第一外玻璃组件、第二外玻璃组件、第一内玻璃组件、第二内玻璃组件;
12.s2、准备间隔条,间隔条由不锈钢材料激光焊接制成;
13.s3、将间隔条分别设置于第一内玻璃组件和/或第二内玻璃组件的靠近中空腔方向的表面上,需要共用第二结构胶的区域所设置的间隔条沿着玻璃组件的外边沿布设,其余边需预留第一结构胶的位置宽度;
14.s4、布设第一外玻璃组件和/或第二外玻璃组件于间隔条上,使第一外玻璃组件、第一内玻璃组件和/或第二外玻璃组件、第二内玻璃组件分别形成中空腔;
15.s5、在共用第二结构胶的区域用临时的胶带黏贴密封,避免空气中的水汽进入;
16.s6、打胶。
17.进一步的,在步骤s1中,第一外玻璃组件与第一内玻璃组件的吻合匹配,第二外玻璃组件与第二内玻璃组件的吻合;步骤s2中,将间隔条内部填充分子筛并设置丁基胶。
18.进一步的,在靠近第一外玻璃组件和第二外玻璃组件或靠近第一内玻璃组件和第二内玻璃组件的一侧设置隔离条;隔离条厚度在3-5mm;在靠近第一内玻璃组件和第二内玻璃组件的一侧或在靠近第一外玻璃组件和第二外玻璃组件的一侧设置隔离条;隔离条厚度在3-5mm。
19.进一步的,在步骤s6前,将相邻的具有窄边结构的玻璃单元固定后,去除临时密封胶带,并酒精擦拭,将水渍、污垢等杂质清理干净。
20.进一步的,在隔离条远离第二结构胶的一侧设置耐候密封胶;耐候密封胶厚度在3-5mm;设置第二结构胶;第二结构胶的宽度,即两个相邻的中空玻璃单元之间的距离为12-18mm;在隔离条远离第二结构胶的一侧设置耐候密封胶;耐候密封胶厚度在3-5mm。
21.与现有技术相对,本发明具有以下技术效果。
22.1、本发明中空玻璃单元内至少有一条边布设的间隔条与此中空玻璃单元的端部平齐,形成窄边结构,两个中空玻璃单元对应的窄边结构相互对接,共用一层结构胶,窄边结构只有6mm,也就是间隔框沿着玻璃边缘设置只有6mm,通常10mm,超大尺寸玻璃时最厚可达35mm之多,本技术至少减少54%,多者可收缩85%,使中空玻璃单元之间的间距大大缩小,从而大大减少视觉影响,提高美感,拓展视觉宽度,保证了视觉的连续性,舒适感更强。
23.2、本技术中参数的设置,不是孤立的,是相互作用的,基于玻璃幕墙行业通用规范,进行改进,在确保中空玻璃性能及正常使用寿命、安全等的基础之上,结合大尺寸玻璃安装使用的具体场合,比如裙楼、一楼大堂这些建筑的特定高大空间玻璃效果,以及通常人的视觉观察习惯和正常的观察距离,制定的参数,从而实现隐框的效果,美化大堂空间,弱化多片玻璃的拼接缝隙,实现“隐框”效果;
24.3、本技术中各步骤是分阶段实施的,每一阶段内具体操作的先后顺序一般都是固定的,无法跳转或搞错,比如在共用第二结构胶的区域,一定要用临时的胶带黏贴密封,避免空气中的水汽进入,否则在存储和运输过程中,容易导致水汽进入玻璃内部,并且在现场安装过程中,必须将临时的胶带去除,并用酒精清理干净,否则也会影响密封效果。
附图说明
25.构成本发明的一部分的附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
26.图1是本发明大尺寸隐框中空玻璃厚度方向剖视的结构示意图;
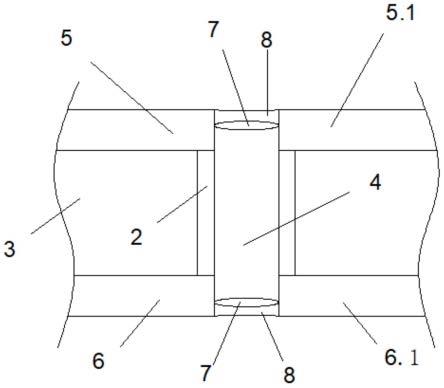
27.图2是本发明图1的横向剖视图;
28.图3是本发明大尺寸隐框中空玻璃远离窄边结构一端的结构示意图。
29.附图标记:
30.1、第一结构胶;2、间隔条;3、中空腔;4、第二结构胶;5、第一外玻璃组件;5.1、第二
外玻璃组件;6、第一内玻璃组件;6.1、第二内玻璃组件;7、隔离条;8、耐候密封胶。
具体实施方式
31.需要说明的是,在不冲突的情况下,本发明中的实施例及实施例中的特征可以相互组合。
32.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”等的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
33.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以通过具体情况理解上述术语在本发明中的具体含义。
34.下面结合附图对本发明的具体实施例做详细说明。
35.如图1-图3所示,大尺寸隐框中空玻璃及制作方法,包括至少两个中空玻璃单元,中空玻璃单元内至少有一条边布设的间隔条2与此中空玻璃单元的端部平齐,形成窄边结构,两个中空玻璃单元对应的窄边结构相互对接,共用一层结构胶,中空玻璃单元至少有一条边与相连的中空玻璃单元共用一层结构胶,共用的一层结构胶的两端均设有隔离条7,隔离条7远离共用的一层结构胶的一侧设有耐候密封胶8。
36.耐候密封胶8为黑色、灰色、白色以及彩色中的一种,有几十种颜色,耐候密封胶8的厚度为2mm-8mm,优选3mm-5mm;是防水耐候的,过薄会导致密封效果不佳,起不到密封效果,过厚会导致材料的浪费。
37.优选地,中空玻璃单元共用的一层结构胶为第二结构胶4,厚度为8-20mm。
38.优选地,隔离条7材料为塑料、橡胶、泡沫板或发泡材料,厚度为3-5mm,但任何一种材料的厚度一般在3-5mm,过厚会导致传热系数升高,过薄则影响强度。
39.优选地,中空玻璃单元包括第一玻璃组件和第二玻璃组件,第一玻璃组件包括第一外玻璃组件5、第一内玻璃组件6、第一结构胶1和间隔条2,形成密封腔体结构,第二玻璃组件包括第二外玻璃组件5.1、第二内玻璃组件6.1、第一结构胶1和间隔条2,形成密封腔体结构,中空玻璃单元为夹层、中空或夹层中空结构,面上设有镀膜层、电加热层、变色层或隔音层,也可以敷设其他功能层,本技术的中空玻璃属于大规格或超大中空玻璃,层的厚度随设计,有足够的空间,功能层的厚度没有具体的限定,均可根据客户的具体要求进行设置。
40.优选地,间隔条2材料为不锈钢,所述的不锈钢间隔条2由激光焊接工艺制成,间隔条2内设置有分子筛,填充率在95%以上,中空玻璃单元的长度≥3m,窄边结构的宽度≤7mm,通常情况下,中空玻璃边部的宽度是由间隔框上的丁基胶(6mm)+第二道密封胶构成,
即结构胶(大于7mm,通常10mm,超大尺寸玻璃时最厚可达35mm之多),本技术的结构形成的窄边结构远小于以上数值。
41.以上各个参数的设置是互相配合,共同作用的,比如隔离条的厚度为3-5mm,耐候密封胶的厚度为2mm-8mm,这些参数均是通过无数次验证,在保证中空玻璃性能的同时起到隔离和密封的作用,隔离条的厚度以及密封胶的厚度参数,太薄或者太厚对本发明所述的中空玻璃的性能和可操作性都会影响。
42.再比如,第二结构胶厚度控制在8-20mm,这个参数就与玻璃的大小有着密切的关系,如果厚度空间预留的过小,首先很容易造成中空玻璃的密封性变差,甚至失去中空玻璃的防结露功能,其次如果玻璃过大,例如大于3m,在吊装玻璃的过程中就很容易出现碰撞,造成玻璃划伤或破损,还有可能因玻璃平直度偏差,且可调整的空间过小,从而导致玻璃之间挤碰;当然,如果第二结构胶厚度过大,则会导致边框变大,就失去了“隐框”的意义。
43.大尺寸隐框中空玻璃制作方法,包括以下步骤,
44.s1、准备第一外玻璃组件5、第二外玻璃组件5.1、第一内玻璃组件6、第二内玻璃组件6.1;
45.s2、准备间隔条2,间隔条2由不锈钢材料激光焊接制成;
46.s3、将间隔条2分别设置于第一内玻璃组件6和/或第二内玻璃组件6.1的靠近中空腔3方向的表面上,需要共用第二结构胶4的区域所设置的间隔条2沿着玻璃组件的外边沿布设,其余边需预留第一结构胶1的位置宽度;
47.s4、布设第一外玻璃组件5和/或第二外玻璃组件5.1于间隔条2上,使第一外玻璃组件5、第一内玻璃组件6和/或第二外玻璃组件5.1、第二内玻璃组件6.1分别形成中空腔3;
48.s5、在共用第二结构胶4的区域用临时的胶带黏贴密封,避免空气中的水汽进入;
49.s6、打胶。
50.优选地,在步骤s1中,第一外玻璃组件5与第一内玻璃组件6的吻合匹配,第二外玻璃组件5.1与第二内玻璃组件6.1的吻合;步骤s2中,将间隔条2内部填充分子筛并设置丁基胶。
51.优选地,在靠近第一外玻璃组件5和第二外玻璃组件5.1或靠近第一内玻璃组件6和第二内玻璃组件6.1的一侧设置隔离条7;隔离条7厚度在3-5mm;在靠近第一内玻璃组件6和第二内玻璃组件6.1的一侧或在靠近第一外玻璃组件5和第二外玻璃组件5.1的一侧设置隔离条7;隔离条7厚度在3-5mm。
52.优选地,在步骤s6前,将相邻的具有窄边结构的玻璃单元固定后,去除临时密封胶带,并酒精擦拭,将水渍、污垢等杂质清理干净,临时密封胶带要求耐高温120℃,无胶残留在中空玻璃单元表面,需密封严实,防止水汽进入。
53.优选地,在隔离条7远离第二结构胶4的一侧设置耐候密封胶8;耐候密封胶8厚度在3-5mm;设置第二结构胶4;第二结构胶4的宽度,即两个相邻的中空玻璃单元之间的距离为12-18mm,太窄不便于安装操作和打胶操作,而且密封效果也会变差;过宽就会导致不美观,影响视觉效果,而且会造成胶的浪费;在隔离条7远离第二结构胶4的一侧设置耐候密封胶8;耐候密封胶8厚度在3-5mm。
54.本技术中各步骤是分阶段实施的,每一阶段内具体操作的先后顺序一般都是固定的,无法跳转或搞错,正像盖房子必须从地基做起,然后盖一楼、二楼一样。其中对操作过程
比较重要的,也是在生产过程中往往被忽略的步骤,就是在共用第二结构胶的区域,一定要用临时的胶带黏贴密封,避免空气中的水汽进入,否则在存储和运输过程中,容易导致水汽进入玻璃内部。并且在现场安装过程中,必须将临时的胶带去除,并用酒精清理干净,否则也会影响密封效果。
55.对比例1:传统的较大尺寸的中空玻璃边框的总宽度至少为27mm(包括间隔条宽度7mm,密封胶宽度20mm或以上),玻璃间的拼缝为13mm,边框总宽度至少为67mm,严重影响了整体的视觉效果。
[0056][0057]
实施例1的数据相关的实施案例:宁波杭州湾广场。
[0058]
实施例2的数据相关的实施案例:西安融创曲江印。
[0059]
对比例1的数据相关的实施案例:北京国家会议中心二期。
[0060]
实施例1和实施例2采用本技术的技术方案,边框的总宽度大大减小,相对对比例1,边框的总宽度缩小了60%及以上。
[0061]
以上对本发明的一个实施例进行了详细说明,但所述内容仅为本发明的较佳实施例,不能被认为用于限定本发明的实施范围。凡依本发明申请范围所作的均等变化与改进等,均应仍归属于本发明的专利涵盖范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1