混凝土3D打印系统、方法及相关设备
混凝土3d打印系统、方法及相关设备
技术领域
1.本技术涉及建筑施工技术领域,尤其涉及一种混凝土3d打印方法、系统及相关设备。
背景技术:
2.随着科学的发展,机械制造、电子通信等领域已经实现了现代化和自动化,而土建领域仍然沿用传统施工工艺,效率低精度差,为节省人力成本和降低建筑工期,土建行业通过混凝土3d打印技术提高土建行业的施工效率。但目前混凝土3d打印技术的应用主要集中在将结构拆分成多个小的体积构件,再在现场进行拼装。因为现场进行3d打印的设备框架较大,限制了打印建筑物的尺寸,难以应用在大体量或高层的结构上,搭建高层结构用时较长,造成基于3d打印技术的效率低下。
技术实现要素:
3.本技术提供一种混凝土3d打印系统、方法及相关设备,以提高施工现场混凝土3d打印的施工效率。
4.一种混凝土3d打印系统,包括:打印喷嘴、砂浆装置,支撑架、电缆装置、通信模块;
5.所述电缆装置位于所述支撑架上,包括电缆驱动器和磁铁模块,所述磁铁模块用于控制所述电缆装置的磁力状态,所述电缆装置通过电缆与所述打印喷嘴连接,所述电缆驱动器用于驱动电缆以控制所述打印喷嘴移动;
6.所述砂浆装置位于打印平面,并通过砂浆软管与所述打印喷嘴连接,所述砂浆软管用于将砂浆由所述砂浆装置传送到所述打印喷嘴中;
7.所述通信模块用于向所述电缆装置发送控制信号,所述电缆装置通过控制信号控制所述电缆装置的工作状态;
8.所述支撑架位于所述打印平面。
9.一种混凝土3d打印方法,包括:
10.确定打印目标的目标结构,并根据所述目标结构规划打印路径;
11.获取打印喷嘴的当前喷嘴位置,并基于所述打印路径,确定所述打印喷嘴的预设打印位置;
12.根据所述当前喷嘴位置向电缆装置发送控制信息,并基于所述控制信息切换所述电缆装置的工作状态,并控制所述打印喷嘴移动到所述预设打印位置;
13.设置砂浆装置的泵送速率,控制所述砂浆装置向所述打印喷嘴输送砂浆,进行3d打印。
14.一种混凝土3d打印装置,包括:
15.打印路径规划模块,用于确定打印目标的目标结构,并根据所述目标结构规划打印路径;
16.位置确定模块,用于获取所述打印喷嘴的当前喷嘴位置,并基于所述打印路径,确
定所述打印喷嘴的预设打印位置;
17.喷嘴控制模块,用于根据所述当前喷嘴位置向电缆装置发送控制信息,并基于所述控制信息切换所述电缆装置的工作状态,并控制所述打印喷嘴移动到所述预设打印位置;
18.打印模块,用于设置砂浆装置的泵送速率,控制所述砂浆装置向所述打印喷嘴输送砂浆,进行3d打印。
19.一种计算机可读存储介质,所述计算机可读存储介质存储有计算机程序,所述计算机程序被处理器执行时实现上述混凝土3d打印方法的步骤。
20.本技术提供的混凝土3d打印系统、方法及相关设备,通过搭建混凝土3d打印系统,根据支撑架与电缆装置搭建混凝土打印平台,电缆装置位于支撑架上,通过电缆与打印喷嘴连接,根据通信模块,调整电缆长度并控制打印喷嘴移动,以实现混凝土3d打印。根据打印目标的结构,动态调整支撑架以适应打印目标的大小,通过电缆牵引打印喷嘴,以快速打印大型建筑,提高混凝土打印的施工效率。通过生成打印路径,并根据打拼喷嘴的打印位置控制电缆装置调整电缆的长度,以移动打印喷嘴的位置,进而提高3d打印的效率。
附图说明
21.为了更清楚地说明本技术实施例的技术方案,下面将对本技术实施例的描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
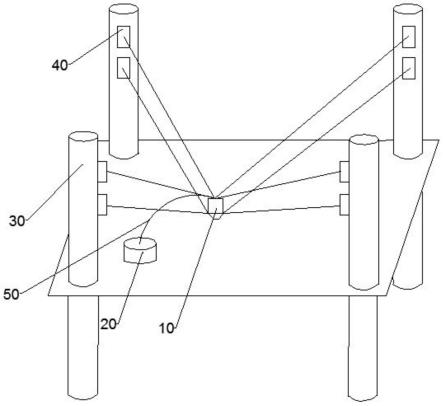
22.图1是本技术一实施例中混凝土3d打印系统的结构示意图;
23.图2是本技术另一实施例中混凝土3d打印系统的结构示意图;
24.图3是本技术另一实施例中电缆装置的结构示意图;
25.图4是本技术一实施例中混凝土3d打印方法的一流程图;
26.图5是本技术一实施例中混凝土3d打印装置的结构示意图;
27.附图标记说明:
28.打印喷嘴10,砂浆装置20,支撑架30,电缆装置40,砂浆软管50;
29.第一电缆装置401,第二电缆装置402,电缆驱动器441,磁铁模块442,遥感模块443,电池模块444。
具体实施方式
30.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
31.在一实施例中,如图1和图3所示,提供一种混凝土3d打印系统,包括:打印喷嘴10、砂浆装置20,混凝土3d打印系统还包括支撑架30、电缆装置40、通信模块;
32.电缆装置40位于支撑架30上,包括电缆驱动器441和磁铁模块442,磁铁模块442用于控制电缆装置40的磁力状态,电缆装置40通过电缆与打印喷嘴10连接,电缆驱动器441用
于驱动电缆以控制打印喷嘴10移动;
33.砂浆装置20位于打印平面,并通过砂浆软管50与打印喷嘴10连接,砂浆软管50用于将砂浆由砂浆装置20传送到打印喷嘴10中;
34.通信模块用于向电缆装置40发送控制信号,电缆装置40通过控制信号控制电缆装置40的工作状态;
35.支撑架30位于打印平面。
36.具体的,打印喷嘴10用于打印结构,砂浆装置20用于向打印喷嘴10输送砂浆,砂浆装置20通过砂浆软管50与打印喷嘴10连接。
37.打印平面指的是当前打印结构所在的平面,打印平面用于放置砂浆装置20。
38.电缆装置40位于支撑架30上具有移动功能和磁吸功能,电缆装置40可固定在支撑架30上或者在支撑架30上移动,以调整电缆装置40的位置,电缆装置40通过电缆与打印喷嘴10连接,通过制动电缆牵动打印喷嘴10移动。电缆装置40中包括电缆驱动器441和磁铁模块442,电缆驱动器441用于控制电缆的长短,从而改变打印喷嘴10的位置;磁铁模块442用于控制电缆装置40的磁力大小,从而改变电缆装置40的状态。
39.通信模块用于向电缆装置40发送控制信号,电缆装置40接收到控制信号之后,通过电缆装置40的电缆驱动器441调整电缆的长度。
40.需要说明的是,通信模块作为混凝土3d打印系统与外部通信的介质,不设置在混凝土3d打印系统中,通信模块用于接受外部通信端发送的控制信号,再将控制信号发送给电缆装置40。
41.具体的,当需要移动打印喷嘴10时,则向电缆装置40发送对应的控制信号,电缆装置40通过电缆驱动器441,改变电缆的长度,以牵动打印喷嘴10移动,在此过程中,若需要移动电缆装置40的位置,则通过磁铁模块442改变电缆装置40的磁力。
42.优选的,有多个电缆装置40分布在打印目标的各个方向,通过多个方向的电缆牵引,改变打印喷嘴10的位置。例如,若电缆装置40分布在打印喷嘴10的四角位置,若需要将打印喷嘴10从左边移动到右边,则位于打印喷嘴10左侧的电缆装置40需要将电缆伸长,位于打印喷嘴10右侧的电缆装置40需要将电缆缩短,以实现将打印喷嘴10从左边移动右边。对应的,有多个支撑架30固定在打印目标的四周,用于支撑电缆装置40。
43.优选的,电缆装置40为电缆小车,电缆小车可在支撑架30上移动。
44.本实施例提供的混凝土3d打印系统,可应用在高层建筑上,解决了施工现场对大型建筑进行打印的效果,提高混凝土3d打印大型建筑的适用性。
45.其中,对于没有适应条件的钢柱的建筑,可搭建临时钢柱作为支撑架30,用以固定电缆装置40。对于多层或者高层建筑,可先搭建一层的支撑架30,逐层打印,直至完成多层打印。
46.优选的,砂浆装置20通过软管与打印喷嘴10连接,其中,打印喷嘴10中设置有搅拌模块,作为一种可选的实施方式,打印喷嘴10还与添加剂储存容器连接,添加剂储存容器向打印喷嘴10输送添加剂。
47.本技术实施例提供的混凝土3d打印系统,通过设置支撑架30,并将电缆装置40设置在支撑架30上,通过电缆装置40中的电缆与打印喷嘴10连接,根据电缆牵引打印喷嘴10,移动打印喷嘴10按照预定路径打印,其中,电缆装置40可在支撑架30上移动,通过调整电缆
装置40的位置,可根据大型建筑的面积,动态调整支撑架30的位置,从而适应于大型建筑的施工,提高了混凝土3d打印的适用性,丰富混凝土3d打印的应用场景,并且能够提高建筑的打印效率。
48.作为一种可选的实施方式,如图2所示,电缆装置40还包括第一电缆装置401和第二电缆装置402;
49.第一电缆装置401位于第二电缆装置402上方,第一电缆装置401用于控制打印喷嘴10的垂直高度和水平位置;
50.第二电缆装置402用于维持打印喷嘴10的稳定。
51.具体的,以一个支撑架30为单位,一个单位支撑架30上设置有第一电缆装置401和第二电缆装置402,第一电缆装置401位于第二电缆装置402上方,第一电缆装置401用于支撑打印喷嘴10的重量,同时控制打印喷嘴10的垂直位置和水平位置,第二电缆装置402用于维持打印喷嘴10的稳定。
52.在本实施例中,通过设置第一电缆装置401、第二电缆装置402,通过第一电缆装置401支撑打印喷嘴10的重量,并能够控制打印喷嘴10的垂直位置和水平位置,使打印喷嘴10能够在垂直面移动,第二电缆装置402用于维持打印喷嘴10的稳定,通过第一电缆装置401和第二电缆装置402共同控制打印喷嘴10移动。
53.作为一种可选的实施方式,如图3所示,电缆装置还包括遥感模块443和电池模块444;
54.遥感模块443用于接收通信模块发送的控制信号;
55.电池模块444用于通过外部电源对电缆装置进行充电。
56.具体的,遥感模块443用于接收控制信号,并根据控制信号分别控制电磁驱动器和磁铁模块442的工作状态。电池模块444用于对电缆装置进行充电,保证电缆装置的电力。
57.在本实施例中,通过遥感模块443接收控制信号,实时接收控制信号,以根据控制信号调整打印喷嘴10移动并打印,提高了控制打印喷嘴10的效率以及3d打印的效率。
58.作为一种可选的实施方式,电缆装置40的工作状态包括移动状态和固定状态;
59.磁铁模块442根据电缆装置40的工作状态切换磁铁模块442的磁力状态。
60.具体的,电缆装置40的工作状态包括移动状态和固定状态,不同工作状态对应不同的磁力状态,在移动状态时,电缆装置40的磁力为低磁力;在固定状态时,电缆装置40的磁力为高磁力。磁铁模块442根据电缆装置40的工作状态对应切换磁力状态。
61.电缆装置40的工作状态在移动状态和固定状态之间切换,当需要从移动状态变为固定状态时,磁铁模块442切换为高磁力;当需要从固定状态变为移动状态,磁铁模块442切换为低磁力,并按照控制信号中要求的位置进行移动。
62.在本实例中,通过切换磁力大小配合电缆装置40的工作状态进行调整,以使得电缆装置40更好地通过电缆控制打印喷嘴10的移动,以按照预设打印路径进行打印,提高3d打印的效率。
63.在一实施例中,如图4所示,提供一种混凝土3d打印方法,包括如下步骤:
64.s10,确定打印目标的目标结构,并根据目标结构规划打印路径。
65.具体的,确定打印目标的目标结构,根据目标结构的分片信息,确定每一个分片的打印路径以及分片之间的移动路径,得到目标结构的打印路径。
66.其中,分片信息表示目标结构的分层信息,按照每一层的结构规划打印路径,并逐层打印,得到最终的目标结构。
67.s20,获取打印喷嘴的当前喷嘴位置,并基于打印路径,确定打印喷嘴的预设打印位置。
68.具体的,获取打印喷嘴的当前喷嘴位置,并基于打印路径,确定打印喷嘴的预设打印位置。
69.优选的,在打印开始之前,在当前打印范围内选取一个参考原点,并测量该参考原点的实际位置,控制打印喷嘴移动到参考原点,将参考原点的实际位置作为打印喷嘴的当前喷嘴位置。基于打印路径,确定打印喷嘴的预设打印位置。
70.在打印过程中,根据打印喷嘴的移动速率以及打印路径,确定打印喷嘴的当前喷嘴位置以及预设打印位置。
71.s30,根据当前喷嘴位置向电缆装置发送控制信息,并基于控制信息切换电缆装置的工作状态,并控制打印喷嘴移动到预设打印位置。
72.具体的,向电缆装置发送控制信息,具体的,控制信息应当包括当前喷嘴信息、预设打印位置以及移动路径,根据移动路径确定电缆装置的工作状态,将打印喷嘴移动到预设打印位置。
73.s40,设置砂浆装置的泵送速率,控制砂浆装置向打印喷嘴输送砂浆,进行3d打印。
74.具体的,当移动喷嘴移动到预设打印位置之后,设置砂浆装置的泵送速率,按照泵送速率将砂浆输送到打印喷嘴中,进行打印。
75.本实施例提供的混凝土3d打印方法,根据打印目标的目标结构,规划打印路径,获取打印喷嘴的当前喷嘴位置,并基于打印路径,确定打印喷嘴的预设打印位置,向电缆装置发送控制信息,以改变电缆装置的工作状态,通过电缆装置将打印喷嘴移动到预设打印位置,设置砂浆装置的泵送效率,根据预设的泵送效率,将砂浆传送到打印喷嘴中进行打印,提高3d打印的效率,并拓展混凝土3d打印的应用场景。
76.作为一种可选的实施方式,在s20中,获取打印喷嘴的当前喷嘴位置,并基于打印路径,确定打印喷嘴的预设打印位置包括:
77.s201,获取打印喷嘴的移动速率。
78.s202,根据移动速率,确定打印喷嘴在打印路径中的每个时刻的位置信息,作为打印喷嘴的预设打印位置。
79.具体的,获取打印喷嘴单位时间的移动速率,通过移动速率以及在当前单位时刻的当前喷嘴位置,获得打印喷嘴的预设打印位置。其中,当前喷嘴位置与下一单位时刻的预设打印位置之间的轨迹应与打印路径相对应。
80.具体的,根据分层信息进行逐层打印,其中,在当前层打印完成之后,控制打印喷嘴垂直移动进行下一层的打印。
81.在本实施例中,通过打印喷嘴的移动速率,根据打印喷嘴的移动速率以及当前喷嘴位置,确定打印喷嘴的预设打印位置,从而能够根据预设打印位置向电缆装置发送控制信息,以根据控制信息控制打印喷嘴移动,从而能够更好的根据打印路径进行打印,提高打印效率,简化打印流程。
82.作为一种可选的实施方式,在s30,根据当前喷嘴位置向电缆装置发送控制信息,
并基于控制信息切换电缆装置的工作状态,以控制打印喷嘴移动到预设打印位置包括:
83.s301,确定打印喷嘴的当前喷嘴位置与预设打印位置之间的相对位置。
84.s302,根据相对位置生成控制信息。
85.s303,根据控制信息调整电缆装置的位置和电缆长度,将打印喷嘴移动到预设打印位置。
86.具体的,确定当前喷嘴位置与预设打印位置之前的相对位置,其中相对位置应当包括的当前喷嘴位置与预设打印位置之前的垂直距离和水平距离。
87.根据相对位置生成控制信息,根据控制信息调整电缆装置的位置以及电缆长度,通过改变电缆装置的位置以及电缆长度移动打印喷嘴的位置,从而将打印喷嘴移动到预设打印位置。
88.其中,当当前喷嘴位置与预设打印位置在相同层,则相对位置只包括当前喷嘴位置与预设打印位置之前的水平距离。当当前喷嘴位置与预设打印位置不在相同层,则需要对打印喷嘴进行垂直移动,在根据下一层的开始打印位置与当前层的结束打印位置确定,是否需要对打印喷嘴进行水平移动。
89.在本实施例中,通过确定打印喷嘴的当前喷嘴位置与预设打印位置的相对位置,根据相对位置生成准确的控制信息,以快速将打印喷嘴移动到正确的预设打印位置,提高打印的效率。
90.应理解,上述实施例中各步骤的序号的大小并不意味着执行顺序的先后,各过程的执行顺序应以其功能和内在逻辑确定,而不应对本技术实施例的实施过程构成任何限定。
91.在一实施例中,提供一种混凝土3d打印装置,该混凝土3d打印装置与上述实施例中混凝土3d打印方法一一对应。如图5所示,该混凝土3d打印装置包括:
92.打印路径规划模块41,用于确定打印目标的目标结构,并根据目标结构规划打印路径。
93.位置确定模块42,用于获取打印喷嘴的当前喷嘴位置,并基于打印路径,确定打印喷嘴的预设打印位置。
94.喷嘴控制模块43,用于根据当前喷嘴位置向电缆装置发送控制信息,并基于控制信息切换电缆装置的工作状态,并控制打印喷嘴移动到预设打印位置。
95.打印模块44,用于设置砂浆装置的泵送速率,控制砂浆装置向打印喷嘴输送砂浆,进行3d打印。
96.进一步的,位置确定模块42包括:
97.速率获取单元,用于获取打印喷嘴的移动速率。
98.位置确定单元,用于根据移动速率,确定打印喷嘴在打印路径中的每个时刻的位置信息,作为打印喷嘴的预设打印位置。
99.进一步的,喷嘴控制模块43包括:
100.相对位置获取单元,用于确定打印喷嘴的当前喷嘴位置与预设打印位置之间的相对位置。
101.控制信息生成单元,用于根据相对位置生成控制信息。
102.喷嘴移动单元,用于根据控制信息调整电缆装置的位置和电缆长度,将打印喷嘴
移动到预设打印位置。
103.其中上述模块/单元中的“第一”和“第二”的意义仅在于将不同的模块/单元加以区分,并不用于限定哪个模块/单元的优先级更高或者其它的限定意义。此外,术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或模块的过程、方法、系统、产品或设备不必限于清楚地列出的那些步骤或模块,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备固有的其它步骤或模块,本技术中所出现的模块的划分,仅仅是一种逻辑上的划分,实际应用中实现时可以有另外的划分方式。
104.关于混凝土3d打印装置的具体限定可以参见上文中对于混凝土3d打印方法的限定,在此不再赘述。上述混凝土3d打印装置中的各个模块可全部或部分通过软件、硬件及其组合来实现。上述各模块可以硬件形式内嵌于或独立于计算机设备中的处理器中,也可以以软件形式存储于计算机设备中的存储器中,以便于处理器调用执行以上各个模块对应的操作。
105.在一个实施例中,提供了一种计算机设备,包括存储器、处理器及存储在存储器上并在处理器上运行的计算机程序,处理器执行计算机程序时实现上述实施例中混凝土3d打印方法的步骤,例如图4所示的步骤s10至步骤s40及该方法的其它扩展和相关步骤的延伸。或者,处理器执行计算机程序时实现上述实施例中混凝土3d打印装置的各模块/单元的功能,例如图5所示模块41至模块44的功能。为避免重复,这里不再赘述。
106.所述处理器可以是中央处理单元(central processing unit,cpu),还可以是其他通用处理器、数字信号处理器(digital signal processor,dsp)、专用集成电路(application specific integrated circuit,asic)、现成可编程门阵列(field-programmable gate array,fpga)或者其他可编程逻辑器件、分立门或者晶体管逻辑器件、分立硬件组件等。通用处理器可以是微处理器或者该处理器也可以是任何常规的处理器等,所述处理器是所述计算机装置的控制中心,利用各种接口和线路连接整个计算机装置的各个部分。
107.所述存储器可用于存储所述计算机程序和/或模块,所述处理器通过运行或执行存储在所述存储器内的计算机程序和/或模块,以及调用存储在存储器内的数据,实现所述计算机装置的各种功能。所述存储器可主要包括存储程序区和存储数据区,其中,存储程序区可存储操作系统、至少一个功能所需的应用程序(比如声音播放功能、图像播放功能等)等;存储数据区可存储根据手机的使用所创建的数据(比如音频数据、视频数据等)等。
108.所述存储器可以集成在所述处理器中,也可以与所述处理器分开设置。
109.在一个实施例中,提供了一种计算机可读存储介质,其上存储有计算机程序,计算机程序被处理器执行时实现上述实施例中混凝土3d打印方法的步骤,例如图4所示的步骤s10至步骤s40及该方法的其它扩展和相关步骤的延伸。或者,计算机程序被处理器执行时实现上述实施例中混凝土3d打印装置的各模块/单元的功能,例如图5所示模块41至模块44的功能。为避免重复,这里不再赘述。
110.本领域普通技术人员可以理解实现上述实施例方法中的全部或部分流程,是可以通过计算机程序来指令相关的硬件来完成,所述的计算机程序可存储于一非易失性计算机可读取存储介质中,该计算机程序在执行时,可包括如上述各方法的实施例的流程。其中,本技术所提供的各实施例中所使用的对存储器、存储、数据库或其它介质的任何引用,均可
包括非易失性和/或易失性存储器。非易失性存储器可包括只读存储器(rom)、可编程rom(prom)、电可编程rom(eprom)、电可擦除可编程rom(eeprom)或闪存。易失性存储器可包括随机存取存储器(ram)或者外部高速缓冲存储器。作为说明而非局限,ram以多种形式可得,诸如静态ram(sram)、动态ram(dram)、同步dram(sdram)、双数据率sdram(ddrsdram)、增强型sdram(esdram)、同步链路(synchlink)dram(sldram)、存储器总线(rambus)直接ram(rdram)、直接存储器总线动态ram(drdram)、以及存储器总线动态ram(rdram)等。
111.所属领域的技术人员可以清楚地了解到,为了描述的方便和简洁,仅以上述各功能单元、模块的划分进行举例说明,实际应用中,可以根据需要而将上述功能分配由不同的功能单元、模块完成,即将所述装置的内部结构划分成不同的功能单元或模块,以完成以上描述的全部或者部分功能。
112.以上所述实施例仅用以说明本技术的技术方案,而非对其限制;尽管参照前述实施例对本技术进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本技术各实施例技术方案的精神和范围,均应包含在本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1