一种钢筋轴向机械连接系统及其铆接方法与流程
1.本发明涉及结构杆件的连接技术领域,涉及一种杆件连接结构、连接工具及其连接方法,具体涉及一种钢筋轴向机械连接系统及其铆接方法。
背景技术:
2.钢筋机械连接是一项新型钢筋连接工艺,广泛应用在公路桥梁、房屋建设、核电站等涉及钢筋混凝土的大型钢结构建筑。钢筋机械连接具有接头强度高于钢筋母材、速度比电焊快、无污染等优点。目前国内、外常用的钢筋机械连接方式主要有套筒径向冷挤压、锥套轴向挤压、锥螺纹、直螺纹、镦粗直螺纹和灌浆套筒等连接方式。
3.径向冷挤压连接主要存在挤压工具笨重、挤压速度慢、对不同厂家同规格钢筋适应性差、接头安装工艺要求高,性能不稳定等缺点。
4.锥套轴向挤压比直套径向挤压速度快、挤压工具较轻,但存在对不同厂家同规格钢筋适应性差、套筒整体结构件多、制造成本高、锁片加工工艺复杂和现场操作不方便等缺点。
5.各螺纹连接是目前应用范围最广的方法,但螺纹连接存在以下不足:螺纹连接首先要对被连接钢筋两端进行滚丝,需要专用设备和专人操作,同时滚丝效率低,滚丝要对丝头进行检查,并要用专用的保护套对丝头进行防护。螺纹连接现场操作性差,丝头和螺纹套筒的配合精度要求高、接头性能受人为操作影响大,对不同厂家同规格钢筋适应性差,接头性能不稳定。
6.另一种灌浆套筒连接成本高,现场操作难度大,接头安装质量检测难度大。
技术实现要素:
7.本发明根据现有技术的不足公开了一种钢筋轴向机械连接系统及其铆接方法。本发明目的是提供一种适应性强、稳定性好、强度高、操作方便、施工效率高的钢筋轴向机械连接系统及其专用工具和铆接方法。
8.本发明通过以下技术方案实现:
9.一种钢筋轴向机械连接系统,其特征在于:包括用于挤压并连接钢筋的连接套和挤压套;
10.连接套为圆柱筒结构,圆柱筒中部有将连接套内孔分隔为两部分用于固定限位两端连接钢筋的内凸台,圆柱筒一端外周设置法兰结构的端法兰、另一端端部外周表面设置直径渐变小用于与挤压套配合的过渡段;
11.挤压套为圆柱筒结构,挤压套套装于连接套外壁与连接套挤压配合,挤压套内孔由一端至另一端是内径依次变小的固定段、挤压段和成形段;
12.钢筋:钢筋伸入连接套固定的钢筋端头经硬化热处理。
13.所述固定段内孔为与连接套直筒段结构配合的直筒状结构。
14.所述挤压段内孔由连续的、直径渐变小的多段圆弧构成。
15.所述成形段内孔为直筒状结构,直径小于挤压段最小直径。
16.本发明过渡段为圆锥形结构;连接套内径d2与连接套外径d1为1/10≤d2/d1≤9/10;内凸台直径d3与连接套内径d2为0≤d3<d2。
17.本发明系统采用专用工具实现连接,铆接工具包括导向机构、滑动压头、固定压头和液压驱动油缸;所述导向机构为一滑杆装置,一端设置固定的固定压头,另一端设置由驱动油缸驱动的滑动压头,滑动压头设置驱动挤压套的驱动臂,固定压头设置固定连接套端法兰的固定臂;铆接方法包括:将连接套插入下端钢筋,连接套法兰端支撑在固定压头上,挤压套插入上端钢筋,再将上端钢筋插入连接套,将挤压套和连接套配合接触,滑动压头接触挤压套另一端,启动泵站,挤压套沿轴线方向挤压连接套,直至挤压套一端接触连接套法兰表面,完成接头连接。
18.本发明有益性:本发明挤压套增加了固定段,固定段在安装期初与连接套直筒段部分配合,极大防止压铆安装过程出现偏心,挤压套与连接套的配合更加紧密,安装过程中减少了人工手调校正挤压套的环节。其次挤压段由多段圆弧构成,该种结构设计有利于压铆安装时连接套金属的流动,有效降低安装过程的力,接头连接部分钢筋经硬化处理使的接头机械性能稳定且得到进一步提升。
附图说明
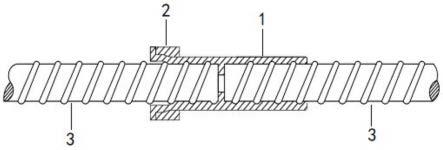
19.图1是本发明连接系统联接结构示意图;
20.图2是本发明连接套截面结构示意图;
21.图3是本发明连接套内径示意图;
22.图4是图3中b部放大示意图;
23.图5是本发明挤压套截面结构示意图;
24.图6是本发明连接系统截面示意图;
25.图7是本发明连接系统专用工具示意图;
26.图8是本发明连接系统挤压联接过程示意图。
27.图中,1是连接套,2是挤压套,3是钢筋,4是导向机构,5是滑动压头,6是固定压头,7是液压驱动油缸,8是操作手柄,11是过渡段,12是直筒段,13是内凸台,14是端法兰,21是固定段,22是挤压段,23是成形段;
28.d是连接套法兰直径,d1是连接套外径,d2是连接套内径,d3是连接套凸台内径,l是连接套长度,l1是连接套锥形面长度,β是锥形面与轴向夹角。
具体实施方式
29.下面结合具体实施方式对本发明进一步说明,具体实施方式是对本发明原理的进一步说明,不以任何方式限制本发明,与本发明相同或类似技术均没有超出本发明保护的范围。
30.结合附图。
31.如图所示,本发明钢筋机械连接系统由连接套1连接两端的被连接钢筋3并由挤压套2在专用挤压工具挤压后连接构成,如图1所示,连接钢筋3应满足gb/t1499.2的规定。
32.钢筋轴向连接系统包括挤压套2和连接套1。
33.本发明连接套结构如图2、图3、图4所示,连接套1结构包括过渡段11、直筒段12、内凸台13、端法兰14。
34.过渡段11:过渡段11的主要作用是防止因挤压初期压铆力过大导致的偏心现象。
35.直筒段12:直筒段12在挤压工具的作用下发生最大塑性变形,使连接套筒金属流动到连接钢筋3横肋之间的间隙中连接固定钢筋。
36.端法兰14:限位结构,当挤压套2接触到端法兰14时,则表示压铆已完成,同时端法兰14压铆时与安装工具下底座接触,为连接套1挤压提供承力面。
37.内凸台13:对两端插入的钢筋起到限位作用,防止连接套1在竖直安装时从一端掉落,同时保证了两端钢筋挤压连接长度相等。
38.如图所示,连接套内径d2与连接套外径d1为1/10≤d2/d1≤9/10;内凸台直径d3为0≤d3<d2。
39.本发明挤压套2结构如图5所示。挤压套2结构包括固定段21、挤压段22、成形段23。
40.固定段21;固定段21为直筒状结构,与连接套1直筒段12部分配合防止压铆过程出现偏心,同时在安装的过程中,因固定段21的存在,挤压套2与连接套1的配合更加紧密,安装过程中减少了人工手调挤压套的环节。
41.挤压段22:挤压段22由多段圆弧构成,主要起挤压连接套1金属的作用,多段圆弧结构保证了挤压套2与连接套1挤压初期之间的接触形式为线接触,该种设计有效降低安装过程的力,同时有利于连接套金属的流动。
42.成形段23;成形段23为直筒状,成形段23对挤压后的连接套1进一步收缩。
43.本发明连接系统在对被连接钢筋3进行挤压连接前,对插入连接套1的被连接钢筋3端部进行硬化处理,包括整体硬化和表面部分深度,硬化使钢筋端部一定长度段的钢筋硬度高于钢筋其他区域,通常采用的方式是对需要处理的钢筋段进行局部热处理,其热处理的关键是使该段钢筋硬度高于其他区域。这样处理的主要作用是:处理段的钢硬度高,处理段钢筋上的横肋强度高于其他区域,在轴向挤压过程中处理段横肋不会发生塑性变形,导致横肋高度及形状变化,横肋之间的凹槽体积不变,这样连接套1金属完全填充到凹槽中,使连接套1与连接钢筋3之间的摩擦力更大,连接更牢固,同时由于插入连接套1的连接钢筋3处理段横肋强度高,在轴向施加载荷的时候,横肋承受的剪切力增大,钢筋横肋在受载时不会发生塑性变形,使钢筋不会从套筒中拔出,可能发生的破坏形式只有套筒外部钢筋断或者套筒被拉断。
44.采用本发明连接系统进行钢筋连接,使用专业压铆工具,沿连接套1轴线方向推动挤压套2挤压连接套1,使连接套1外径沿收缩,连接套1金属沿径向方向流入连接钢筋3横肋与横肋之间的间隙,使连接钢筋3与连接套1形成一个整体,两端连接钢筋3或杆件之间产生夹紧力,实现接头连接。如图8所示,图8是本发明连接系统挤压联接过程示意图,图中挤压套2受压驱动挤压连接套1变形实现联接;图1表示完成挤压连接后的示意图。
45.如图7所示,本发明安装专用工具结构包括:导向机构4、滑动压头5、固定压头6、液压驱动油缸7。安装时,先将连接套1插入下端连接钢筋3,连接套1端法兰14支撑在工具固定压头6上,挤压套2插入上端连接钢筋3,再将上端连接钢筋3插入连接套1,接着使挤压套2和连接套1配合接触,工具滑动压头5接触挤压套2另一端,启动泵站,挤压套2沿轴线方向挤压连接套1,直至挤压套2一端接触连接套1端法兰14表面,即完成接头连接。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1