一种耐腐蚀、阻燃型玻璃纤维烟道加工设备及工艺的制作方法
1.本发明涉及一种玻璃纤维烟道加工设备及工艺,尤其涉及一种耐腐蚀、阻燃型玻璃纤维烟道加工设备及工艺,属于玻璃纤维烟道加工设备技术领域。
背景技术:
2.方形水泥烟道在建筑业有着广泛的应用,广泛应用于居民住宅楼的排烟通道,目前国内生产的烟道,为了增加水泥烟道的强度,大多采用玻璃纤维丝网作为增强材料,使用水泥沙浆手工制作而成。
3.水泥烟道在进行加工时,需要通过成型模具对其进行加工成型,而水泥烟道的内部含有水泥,使得其在干固成型后,会与设备的内壁相抵,从而使得后续的取料较为困难,且同时因成型槽的深度较深,使得其在灌料时,其内部容易出现一定的空隙,从而会影响水泥烟道的整体质量,而为了解决以上问题有必要提出一种耐腐蚀、阻燃型玻璃纤维烟道加工设备及工艺。
技术实现要素:
4.本发明的目的是为了解决现有技术中存在的缺点,而提出的一种耐腐蚀、阻燃型玻璃纤维烟道加工设备及工艺。
5.为了实现上述目的,本发明采用了如下技术方案:
6.一种耐腐蚀、阻燃型玻璃纤维烟道加工设备,包括成型机构,所述成型机构的内部设置有四个提升机构,且四个所述提升机构关于成型机构的中心处呈环绕状设置,且所述成型机构的中心处设置有一个第一驱动机构。
7.更进一步地,位于所述第一驱动机构与四个提升机构之间共同设置有四个传动机构,且四个所述传动机构的两端分别与第一驱动机构以及四个传动机构相连接。
8.更进一步地,所述成型机构的外侧壁上设置有撞击机构,对应所述撞击机构位置的成型机构上固定安装有四个第二驱动机构。
9.更进一步地,所述成型机构包括固定座,所述固定座的上表面开设有一个成型槽,所述成型槽呈口字型设置,且所述固定座的上表面该设有一块盖板。
10.更进一步地,所述盖板的下表面对应成型槽的位置上开设有四个进料口,所述盖板对应四个进料口位置的上表面固定连接有四根进料管。
11.更进一步地,四根所述进料管分别与四个进料口相连通,且所述盖板上贯穿开设有两个第一螺纹孔,对应两个所述第一螺纹孔位置的固定座上贯穿开设有两个第二螺纹孔。
12.本发明提出的一种耐腐蚀、阻燃型玻璃纤维烟道加工设备及工艺,有益效果在于:
13.本发明一种耐腐蚀、阻燃型玻璃纤维烟道加工设备及工艺,在需要取料时,可以首先将盖板打开并取下,然后可以启动双头驱动电机,双头驱动电机可以通过两个第一驱动杆驱动两个第二锥齿轮进行转动,而两个第二锥齿轮会通过投影第一锥齿轮的啮合带动两
根转动杆进行转动,而两根转动杆会带动两个第二驱动轮进行转动,而两个第二驱动轮会通过与第一驱动轮的相抵带动两个螺纹套筒进行转动,而两个螺纹套筒转动时会通过与螺纹杆的配合驱动两块滑块上升,而两块滑块会均通过提升块带动成型的水泥烟道上升至成型槽外,从而使得水泥烟道方便拿取。
14.1)本发明一种耐腐蚀、阻燃型玻璃纤维烟道加工设备及工艺,在水泥灌装的过程中可以启动驱动电机,驱动电机会通过第二驱动杆驱动第三驱动轮进行转动,而第三驱动轮通过与第四驱动轮的相抵带动第四驱动轮进行转动,而第四驱动轮会带动固定杆进行转动,而固定杆会对带动齿轮进行转动,而齿轮会通过与相邻齿轮的啮合带动若干个齿轮同步进行转动,而若干个齿轮会同步带动第一撞击块对第二撞击块进行转动撞击,从而使得固定座的外壁发生抖动,并使得灌装时水泥中的空腔可以被震动排出,从而避免会大批量出现次品。
附图说明
15.图1为本发明提出的一种耐腐蚀、阻燃型玻璃纤维烟道加工设备及工艺的加工成型状态结构示意图;
16.图2为本发明提出的一种耐腐蚀、阻燃型玻璃纤维烟道加工设备及工艺的盖板的内部结构示意图;
17.图3为本发明提出的一种耐腐蚀、阻燃型玻璃纤维烟道加工设备及工艺的固定座的内部结构示意图;
18.图4为本发明提出的一种耐腐蚀、阻燃型玻璃纤维烟道加工设备及工艺的取件状态结构示意图;
19.图5为本发明提出的一种耐腐蚀、阻燃型玻璃纤维烟道加工设备及工艺的齿轮的内部结构示意图;
20.图6为本发明提出的一种耐腐蚀、阻燃型玻璃纤维烟道加工设备及工艺的滑块内部部结构示意图;
21.图7为本发明提出的一种耐腐蚀、阻燃型玻璃纤维烟道加工设备及工艺滑块的局部结构示意图;
22.图8为本发明提出的一种耐腐蚀、阻燃型玻璃纤维烟道加工设备及工艺的螺纹套筒的结构示意图;
23.图9为本发明提出的一种耐腐蚀、阻燃型玻璃纤维烟道加工设备及工艺滑块的侧视结构示意图;
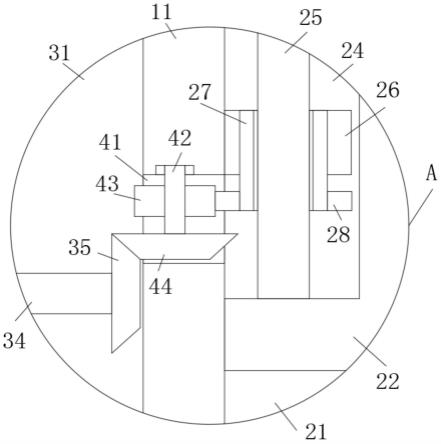
24.图10为本发明提出的一种耐腐蚀、阻燃型玻璃纤维烟道加工设备及工艺图4中a部分的放大结构示意图。
25.图中:成型机构1、固定座11、成型槽12、盖板13、进料口14、进料管15、第一螺纹孔16、第二螺纹孔17、螺栓18、提升机构2、滑槽21、滑块22、提升块23、安装槽24、螺纹杆25、安装块26、螺纹套筒27、第一驱动轮28、第一驱动机构3、安装腔31、安装架32、双头驱动电机33、第一驱动杆34、第一锥齿轮35、传动机构4、安装孔41、转动杆42、第二驱动轮43、第二锥齿轮44、撞击机构5、固定杆51、齿轮52、第一撞击块53、第二撞击块54、第二驱动机构6、驱动电机61、第二驱动杆62、第三驱动轮63、第四驱动轮64。
具体实施方式
26.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
27.参照图1-10,一种耐腐蚀、阻燃型玻璃纤维烟道加工设备及工艺,包括成型机构1,成型机构1的内部设置有四个提升机构2,且四个提升机构2关于成型机构1的中心处呈环绕状设置,且成型机构1的中心处设置有一个第一驱动机构3,位于第一驱动机构3与四个提升机构2之间共同设置有四个传动机构4,且四个传动机构4的两端分别与第一驱动机构3以及四个传动机构4相连接,成型机构1的外侧壁上设置有撞击机构5,对应撞击机构5位置的成型机构1上固定安装有四个第二驱动机构6;
28.成型机构1包括固定座11,固定座11的上表面开设有一个成型槽12,成型槽12呈口字型设置,且固定座11的上表面该设有一块盖板13,盖板13的下表面对应成型槽12的位置上开设有四个进料口14,盖板13对应四个进料口14位置的上表面固定连接有四根进料管15,四根进料管15分别与四个进料口14相连通,且盖板13上贯穿开设有两个第一螺纹孔16,对应两个第一螺纹孔16位置的固定座11上贯穿开设有两个第二螺纹孔17,两个第一螺纹孔16与两个第二螺纹孔17内共同螺纹连接有两个螺栓18,两个螺栓18的上端均贯穿延伸至盖板13外,且两个螺栓18的顶端外侧壁均与盖板13的上表面相抵;
29.四个提升机构2包括两个滑槽21,两个滑槽21分别开设在成型槽12的两侧内侧壁上,两个滑槽21的上端槽壁均呈贯穿固定座11的上表面设置,且两个滑槽21内均滑动连接有一块滑块22,两块滑块22的外侧壁上共同固定连接有一块提升块23,提升块23呈口字型设置且提升块23滑动连接在成型槽12内,两块滑块22的内壁上均开设有一个安装槽24,两个安装槽24的槽壁之间均固定连接有一根螺纹杆25,且两根螺纹杆25均呈竖直状设置,对应两个安装槽24位置的两个滑槽21槽壁上均固定连接有一块安装块26,且两块安装块26分别贯穿延伸至两个安装槽24内,两块安装块26位于两个安装槽24内的一端均通过轴承转动连接有一个螺纹套筒27,两个螺纹套筒27的下端分别贯穿两块安装块26的下表面并向下延伸,且两个螺纹套筒27位于两块安装块26外的一端均固定套接有一个第一驱动轮28,两个螺纹套筒27分别螺纹连接在两根螺纹杆25的杆壁上
30.第一驱动机构3包括安装腔31,安装腔31开设在固定座1内部的轴心线上,且安装腔31上端腔壁的中心处固定连接有一个安装架32,安装架32上固定安装有一个双头驱动电机33,双头驱动电机33的两端输出端均通过联轴器固定连接有一根第一驱动杆34,两根第一驱动杆34远离双头驱动电机33的一端均固定连接有一个第一锥齿轮35。
31.优选的,四个传动机构4均包括一个安装孔41,四个安装孔41分别贯穿开设在四个滑槽21与安装腔31之间,且四个安装孔41内均通过轴承转动连接有一根转动杆42,四根转动杆42对应四个第一驱动轮28的位置上均固定套接有一个第二驱动轮43,四个第二驱动轮43分别与对应的第一驱动杆28相抵,且位于四个第二驱动轮43下方位置的四根转动杆42杆壁上均固定套接有一个第二锥齿轮44,四个第二锥齿轮44分别与四个第一锥齿轮35相啮合。
32.优选的,撞击机构5包括若干根固定杆51,若干根固定杆51分别通过轴承转动连接在固定座11的四侧侧壁上,且若干根固定杆51的其中一端均贯穿延伸至固定座11外且固定连接有一个齿轮52,且每两个相邻的齿轮52之间均呈啮合状设置,若干个齿轮52的内壁上
均固定连接有两块第一撞击块53,且对应若干块第一撞击块53位置的固定座11外侧壁上设置有若干块第二撞击块54。
33.优选的,其中四根固定杆51的其中一端贯穿对应的齿轮52并向外延伸。
34.优选的,四个第二驱动机构6均包括一个驱动电机61,四个驱动电机61均固定连接在盖板13的上表面,且四个驱动电机61的输出端均通过联轴器固定连接有一根第二驱动杆62,四根第二驱动杆62远离驱动电机61的一端均固定连接有一个第三驱动轮63。
35.优选的,位于四个齿轮52外的四根固定杆51杆壁上均固定套接有一个第四驱动轮64,四个第四驱动轮64分别与对应的第三驱动轮63相抵。
36.优选的,四根进料管15与四个进料口14均关于固定座11上表面的中心处呈环绕状设置。
37.优选的,第二螺纹孔17的下端孔口与安装腔31相连通,且螺栓18的下端贯穿延伸至安装腔31内。
38.优选的,四根进料管15远离四个进料口14的一端均贯穿盖板13并向上延伸。
39.一种耐腐蚀、阻燃型玻璃纤维烟道加工设备的使用方法,包括以下步骤:
40.第一步:首先可以将在成型槽12的内侧槽壁与外侧槽壁均放置玻璃纤维网,然后再将盖板13放置在固定座11上,然后可以可以将螺栓18与第一螺纹孔16以及第二螺纹孔17螺纹连接,从而将盖板13固定在固定座11上,然后可以分别通过四根进料管15以及进料口14向成型槽12中灌装水泥,并等待其成型;
41.第二步:在水泥灌装的过程中可以启动驱动电机61,驱动电机61会通过第二驱动杆62驱动第三驱动轮63进行转动,而第三驱动轮63通过与第四驱动轮64的相抵带动第四驱动轮64进行转动,而第四驱动轮64会带动固定杆51进行转动,而固定杆51会对带动齿轮52进行转动,而齿轮52会通过与相邻齿轮52的啮合带动若干个齿轮52同步进行转动,而若干个齿轮52会同步带动第一撞击块53对第二撞击块54进行转动撞击,从而使得固定座11的外壁发生抖动,并使得灌装时水泥中的空腔可以被震动排出,从而避免会大批量出现次品;
42.第三步,在水泥烟道成型后,可以首先通过转动螺栓18并脱离第一螺纹孔16以及第二螺纹孔17,从而可以解除对盖板13的固定,然后可以将盖板13取下并解除对成型槽12的槽口的封闭;
43.第四步:可以启动双头驱动电机33,双头驱动电机33可以通过两个第一驱动杆34驱动两个第二锥齿轮44进行转动,而两个第二锥齿轮44会通过投影第一锥齿轮35的啮合带动两根转动杆42进行转动,而两根转动杆42会带动两个第二驱动轮43进行转动,而两个第二驱动轮43会通过与第一驱动轮28的相抵带动两个螺纹套筒27进行转动,而两个螺纹套筒27转动时会通过与螺纹杆25的配合驱动两块滑块22上升,而两块滑块22会均通过提升块23带动成型的水泥烟道上升至成型槽12外,从而使得水泥烟道方便拿取。
44.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1