一种日用陶瓷成型设备及其工艺的制作方法
1.本发明属于陶瓷加工器械技术领域,具体涉及一种日用陶瓷成型设备及其工艺。
背景技术:
2.日用陶瓷是指饮食用陶瓷,也就是盘、碗、杯、碟、花盆等陶瓷制品,日用陶瓷在日常生活中经常被人们所使用的,一个日用陶瓷成型需要经过练泥、拉胚(成型胚)、施釉、煅烧等步骤,其中煅烧是制作日用陶瓷中非常重要的一个步骤,现有技术中很精彩因为胚体煅烧不均匀导致胚体有裂痕,有鉴于此,遂有了本方案的产生。
技术实现要素:
3.鉴于现有技术的不足,本发明所要解决的技术问题是提供一种日用陶瓷成型设备及其工艺,煅烧胚体更加的均匀,煅烧出的成品质量更好。
4.为解决上述技术问题,本发明采用的技术方案是:一种日用陶瓷成型设备,包括陶瓷成型设备,还包括高温煅烧机构,所述高温煅烧机构包括两个第一输送带、高温隧道炉和多个转动承载组件,两个所述第一输送带分别连接在高温隧道炉内的两侧且相对应,两个所述第一输送带之间形成有空隙,所述高温隧道炉包括预热段、高温段和冷却段,所述转动承载组件包括承载板和转动圆板,多个所述承载板连接在两个第一输送带的表面且间隔设置,所述承载板上表面形成有转动槽,所述转动槽的槽底形成有转动孔,所述转动圆板位于转动槽内且转动连接,所述转动圆板下表面形成有连接柱,所述连接柱穿过转动孔,所述连接柱下表面形成有第一齿轮,所述高温隧道炉形成侧壁形成有第一齿排,所述第一齿排位于高温段,所述第一齿排与第一齿轮相适配,所述高温隧道炉形成有保温腔,所述保温腔位于高温隧道炉的上方,所述保温腔覆盖预热段和高温段,所述保温腔下表面形成有第一贯穿孔,所述第一贯穿孔内设置第一抽气风扇,所述保温腔上表面形有第二贯穿孔,所述第二贯穿孔靠近高温隧道炉的进口,所述第二贯穿孔内设有第一出气风扇。
5.所述高温煅烧机构还还包括保温组件,所述保温组件包括储油桶和多个第一油管,所述储油桶形成有出油口和进油口,所述第一油管一端与进油口相连通,所述第一油管另一端与出油口相连通,所述第一油管位于保温腔内。
6.所述第一油管包括升温段和保温段,所述升温段位于第一抽气风扇上方,所述升温段竖直截面呈弓字形,所述保温段下表面与保温腔下表面贴合。
7.所述高温隧道炉上表面形成有第三贯穿孔,所述第三贯穿孔位于冷却段的前端,所述第三贯穿孔设有第二出气风扇。
8.所述高温隧道炉的两个侧壁形成有第四贯穿孔,所述第四贯穿孔位于冷却端的中段,所述第四贯穿孔设有第二抽气风扇。
9.一种日用陶瓷成型工艺,包括以下步骤:(s1)制作外承载盆;(s2)制作内培育盆;
(s3)在外承载盆周面开设第一进水口和第一出水口;(s4)煅烧外承载盆和内培育盆;(s5)组装外承载盆和内培育盆。
10.所述步骤(s1)中所述外承载盆为回转体,所述外承载盆上表面形成有开口朝上的第一容置槽,所述第一容置槽为圆柱槽,所述第一容置槽上的槽底形成有第一容水槽,所述第一容水槽为圆柱槽,所述外承载盆、第一容置槽和第一容水槽同轴设置,所述第一容水槽直径小于第一容置槽,所述外承载盆周面形成有第一进水口和第一出水口,所述第一进水口和第一出水口与第一容水槽相连通。
11.所述步骤(s2)中所述内培育盆为回转体,所述内培育盆形成有开口朝上的的第二容置槽,所述内培育盆包括卡止部和伸入部,所述卡止部形状与第一容置槽相同且相适配,所述伸入部伸入第一容水槽内,所述伸入部与第一容水槽之间形成有间隙。
12.所述步骤(s4)中具体操作如下:将外承载盆和内培育盆分别放置在不同的转动圆板的中心,第一输送带和第二输送带驱动承载板往前移动,将外承载盆和内培育盆带入高温隧道炉的预热段进行预热,然后到达高温段进行煅烧,在进入高温段时连接柱下端的第一齿轮与第一齿排啮合,从而带动转动圆板转动,使得外承载盆或内培育盆跟着转动,最后进入冷却段进行冷却。
13.与现有技术相比,本发明具有以下有益效果:1.本发明提供一种日用陶瓷成型设备及其工艺,通过干压成型法制作出外承载盆和内培育盆,然后在外承载盆周面开设与第一容水槽相连通的第一进水口和第一出水口,将外承载盆和内培育盆分别放置在不同的转动圆板的中心,第一输送带和第二输送带驱动承载板往前移动,将外承载盆和内培育盆带入高温隧道炉的预热段进行预热,然后到达高温段进行煅烧,在进入高温段时连接柱下端的第一齿轮与第一齿排啮合,从而带动转动圆板转动,使得外承载盆或内培育盆跟着转动,使得外承载盆和内培育盆的煅烧更加均匀,最后进入冷却段进行冷却,冷却结束后拿出,获得高质量的外承载盆和内培育盆,最后进行组装获得日用陶瓷花盆,该花盆的内培育盆内用来填充土壤和培育植物种子,根据植物种子对温度的要求,往外承载盆的第一容水槽加入相应温度的水,第一进水口、第一容水槽第一出水口保持供水循环,保证第一容水槽内的水不会由于热传递而导致温度下降。
14.2.通过第一抽气风扇将高温煅烧区的热气抽入保温腔内,使得预热段无需加热装置也能够具有一定的温度,但是由于热气的降温速度较快,靠近预热段进口的一侧,温度可能达不到,所以设置了保温组件,由于油的导热性较强,所以将第一油管铺设保温腔内,通过储油桶往出油口通油,使得油经过第一油管的升温段,刚从高温段的热气对油进行升温,然后流向保温段,最后从进油口流到储油桶内形成一个热量循环,这样设置可以减少预热段的热量流失。
附图说明
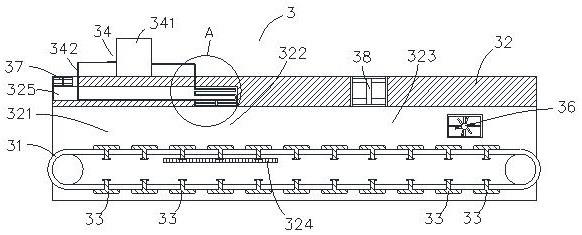
15.图1为本发明中外承载盆和内培育盆的立体结构示意图;图2为本发明中外承载盆和内培育盆装配后的剖视结构示意图;图3为本发明中高温煅烧机构的剖视结构示意图;图4为本发明中转动承载组件的立体结构示意图;
图5为本发明图3中a处的局部放大示意图。
16.图中标记:1、外承载盆;11、第一容置槽;12、容水槽;13、第一进水口;14、第一出水口;2、内培育盆;21、第二容置槽;22、卡止部;23、伸入部;3、高温煅烧机构;31、第一输送带;32、高温隧道炉;321、预热段;322、高温段;323、冷却段;324、第一齿排;325、保温腔;33、转动承载组件;331、承载板;332、转动圆板;3321、连接柱;3322、第一齿轮;34、保温组件;341、储油桶;342、第一油管;3421、升温段;3422、保温段;35、第一抽气风扇;36、第二抽气风扇;37、第一出气风扇;38、第二出气风扇。
具体实施方式
17.为了让本发明的上述特征和优点更明显易懂,下面特举实施例,并配合附图,作详细说明如下。
18.如图1-2所示,本实施例提供一种日用陶瓷成型工艺,包括以下步骤:制作外承载盆1;制作内培育盆2;在外承载盆1周面开设第一进水口13和第一出水口14;煅烧外承载盆1和内培育盆2;组装外承载盆1和内培育盆2。
19.外承载盆1为回转体,外承载盆1上表面形成有开口朝上的第一容置槽11,第一容置槽11为圆柱槽,第一容置槽11上的槽底形成有第一容水槽12,第一容水槽12为圆柱槽,外承载盆1、第一容置槽11和第一容水槽12同轴设置,第一容水槽12直径小于第一容置槽11,外承载盆1周面形成有第一进水口13和第一出水口14,第一进水口13和第一出水口14与第一容水槽12相连通。
20.内培育盆2为回转体,内培育盆2形成有开口朝上的的第二容置槽21,内培育盆2包括卡止部22和伸入部23,卡止部22形状与第一容置槽11相同且相适配,伸入部23伸入第一容水槽12内,伸入部23与第一容水槽12之间形成有间隙。
21.通过上述结构所组成日用陶瓷花盆,具有对内培育盆2进行温度控制的功能,使用该陶日用陶瓷花瓶需要使用到相应的供水组件进行配合才能达到该效果,该供水组件具有输送恒定温度水的功能,如电热水器等。具体温度控制是通过往外承载盆1的第一容水槽12加入相应温度的水,通过热量交换,使得内培育盆2和盆内土壤打到相应的温度,而且供水组件、第一进水口13、第一容水槽12第一出水口14形成水循环,保证第一容水槽12内的水不会由于热传递而导致温度下降。
22.如图3-5一种日用陶瓷成型设备,包括陶瓷成型设备和高温煅烧机构3。
23.陶瓷成型设备为现有干压成型机,用来制备外承载盆1胚体和内培育盆2胚体,高温煅烧机构3是用于煅烧外承载盆1胚体和内培育盆2胚体。
24.高温煅烧机构3包括两个第一输送带31、高温隧道炉32、多个转动承载组件33和保温组件34,两个第一输送带31分别连接在高温隧道炉32内的两侧且相对应,两个第一输送带31之间形成有空隙,高温隧道炉32包括预热段321、高温段322和冷却段323,转动承载组件33包括承载板331和转动圆板332,多个承载板331连接在两个第一输送带31的表面且间隔设置,承载板331上表面形成有转动槽,转动槽的槽底形成有转动孔,转动圆板332位于转动槽内且转动连接,转动圆板332下表面形成有连接柱3321,连接柱3321穿过转动孔,连接柱3321下表面形成有第一齿轮3322,高温隧道炉32形成侧壁形成有第一齿排324,第一齿排324位于高温段322,第一齿排324与第一齿轮3322相适配,高温隧道炉32形成有保温腔325,
保温腔325位于高温隧道炉32的上方,保温腔325覆盖预热段321和高温段322,保温腔325下表面形成有第一贯穿孔,第一贯穿孔内设置第一抽气风扇35,保温腔325上表面形有第二贯穿孔,第二贯穿孔靠近高温隧道炉32的进口,第二贯穿孔内设有第一出气风扇37,高温隧道炉32上表面形成有第三贯穿孔,第三贯穿孔位于冷却段323的前端,第三贯穿孔设有第二出气风扇38,高温隧道炉32的两个侧壁形成有第四贯穿孔,第四贯穿孔位于冷却端的中段,第四贯穿孔设有第二抽气风扇36。
25.保温组件34包括储油桶341和多个沿高温隧道炉长度方向间隔设置的第一油管342,具体地,第一油管342数量为4个,储油桶341形成有出油口和进油口,第一油管342一端与进油口相连通,第一油管342另一端与出油口相连通,第一油管342位于保温腔325内。具体地,第一油管342包括升温段3421和保温段3422,升温段3421位于第一抽气风扇35上方,升温段3421竖直截面呈弓字形,保温段3422下表面与保温腔325下表面贴合,通过第一抽气风扇35将高温煅烧区的热气抽入保温腔325内,使得预热段321无需加热装置也能够具有一定的温度,但是由于热气的降温速度较快,靠近预热段321进口的一侧,温度可能达不到,所以设置了保温组件34,由于油的导热性较强,所以将第一油管342铺设保温腔325内,通过储油桶341往出油口通油,使得油经过第一油管342的升温段3421,刚从高温段322的热气对油进行升温,然后流向保温段3422,最后从进油口流到储油桶341内形成一个热量循环,这样设置可以减少预热段321的热量流失。
26.外承载盆1和内培育盆2具体煅烧步骤如下:将外承载盆1和内培育盆2分别放置在不同的转动圆板332的中心,第一输送带31和第二输送带驱动承载板331往前移动,将外承载盆1和内培育盆2带入高温隧道炉32的预热段321进行预热,然后到达高温段322进行煅烧,在进入高温段322时连接柱3321下端的第一齿轮3322与第一齿排324啮合,从而带动转动圆板332转动,使得外承载盆1或内培育盆2跟着转动,使得外承载盆1和内培育盆2的煅烧更加均匀,第一抽气风扇35抽取高温段322的热气进入到保温腔325内,热气进入到保温腔325在进入到保温腔325时,对第一油管342升温段3421内的油进行加热,加热后的油流向保温段3422,通过热气在保温腔325内移动和第一油管342的布置,实现对预热段321的温度供应,最后进入冷却段323进行冷却,冷却结束后拿出。
27.以上显示和描述了本发明创造的基本原理和主要特征及本发明的优点,本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明创造精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内,本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1