一种免拆石膏条板模具及条板施工工艺的制作方法
1.本发明涉及预制建筑结构技术领域,特别涉及一种免拆石膏条板模具及条板施工工艺。
背景技术:
2.改性轻质石膏条板构造柱施工采用传统工艺,无法发挥预制构件效率高等施工特点,存在以下不足:
3.1、现有轻质石膏条板构造柱位置需要单独模板,工序多且操作复杂,施工效率低;
4.2、轻质石膏条板构造柱位置无法留设马牙槎,增强墙体的整体性和稳定性的效果差,且成型质量不好;
5.3、构造柱位置支模后浇筑混凝土,企口位置的凹槽被填满,接缝位置不能挂网抹石膏浆处理拼缝,导致拼缝位置质量较差。
6.因此考虑采用工厂批量生产适用于构造柱位置的轻质条板,即根据轻质条板安装位置与构造柱的布置位置,将轻质条板与构造柱连接的一侧加工为异形构件,在植筋位置通过轻质条板的拼接以及钢筋绑扎形成构造柱模板及内部钢筋构造,接缝处一边使用u型钢卡和粘结石膏固定,一边通过铝模成品喇叭口浇筑混凝土,从而形成墙体构造柱。因此需要研发制作这样形状的轻质墙板的模具及施工工艺。
技术实现要素:
7.本发明旨在至少解决现有技术中存在的技术问题之一。为此,本发明提出一种免拆石膏条板模具,能够成型出具有施工构造柱的异形结构的轻质条板。
8.本发明还提出一种条板施工工艺,能够施工出具有施工构造柱的异形结构的轻质条板。
9.根据本发明第一方面实施例的免拆石膏条板模具,包括:模具本体,所述模具本体设有模腔;方形钢模板,设于所述模具本体并穿过所述模腔,以成型用于施工构造柱的槽口;抽芯管,设于所述模具本体并穿过所述模腔,用于成型减重孔。
10.根据本发明实施例的免拆石膏条板模具,至少具有如下有益效果:
11.本发明中的免拆石膏条板模具,通过设置方形钢模板来成型用于施工构造柱的槽口,通过抽芯管成型减重孔,只需要向模具本体内浇筑石膏板混合浆料即可。在实际生产中,当构造柱位于轻质墙板的端部的时候,只需要将方形钢模板设于模腔的端部即可,而当构造柱位于轻质墙板的中间板内的时候,只需要将方形钢模板设于模腔的中间位置即可,因此本发明中的免拆石膏条板模具能够成型出具有施工构造柱的异形结构的轻质条板。采用本发明的免拆石膏条板模具成型出的轻质条板在实际应用中,可以通过槽口直接施工构造柱,无需再单独设置模板,有利于提高施工效率。
12.根据本发明的一些实施例,所述方形钢模板与所述模腔上端侧壁的间距能够调节,从而成型u形槽口或者长方体槽口。
13.根据本发明的一些实施例,所述抽芯管位于所述方形钢模板的下方和/或上方。
14.根据本发明的一些实施例,所述方形钢模板与所述模腔上端侧壁的间距为零,以成型u形槽口,所述模具本体对应所述模腔两端的上端设有第一固定企口,所述方形钢模板的两端的上端对应设有第二固定企口。
15.根据本发明的一些实施例,所述方形钢模板与所述模腔上端侧壁保持设定间距,以成型长方体槽口,所述模具本体对应所述模腔的上端侧壁设有盖板,所述盖板与所述模腔的两侧壁之间设有用于成型马牙槎的成型腔。
16.根据本发明的一些实施例,所述免拆石膏条板模具还包括网格布,所述网格布贴设于所述模腔内壁。
17.根据本发明的一些实施例,所述模具本体并排设有多个所述模腔。
18.根据本发明的一些实施例,所述模具本体包括:
19.底板;
20.多个竖向模板,并排且均匀地设于所述底板;
21.多个石膏板模板,设于每相邻的两个所述竖向模板之间的两端;
22.所述方形钢模板、所述抽芯管设于所述石膏板模板。
23.根据本发明第二方面实施例的条板施工工艺,包括以下步骤:
24.s01生产与所需施工的构造柱尺寸适配的方形钢模板;
25.s02拼装模具本体,插入抽芯管、安装所述方形钢模板;
26.s03在所述模具本体内设置网格布;
27.s04进行石膏板混合浆料浇筑;
28.s05拆模。
29.根据本发明实施例的条板施工工艺,至少具有如下有益效果:
30.采用本发明的条板施工工艺,通过设置方形钢模板,可以在成型轻质条板的时候,在轻质条板上成型出槽口,槽口位置根据方形钢模板的设置位置不同而不同,可以成型在轻质条板的端部,从而用于施工端部构造柱,也可以成型在轻质条板的中间位置,从而用于施工板中构造柱。抽芯管则用于成型减重孔,成型空心轻质条板。网格布的设置可以提高轻质条板的结构强度、稳定性和成型质量。因此,本发明中的条板施工工艺,能够施工出具有施工构造柱的异形结构的轻质条板,施工出来的轻质条板,能够直接用于成型构造柱,提高施工效率。
31.根据本发明的一些实施例,在步骤s02中,为了安装所述方形钢模板,对传统模具进行适当改造,使之与所述方形钢模板适配,具体分为:
32.方式一,将原用于插入所述抽芯管的圆孔改为方形孔,以插设所述方形钢模板;
33.方式二,在所述模具本体的两端上端设置第一固定企口,在所述方形钢模板两端的上端设置第二固定企口,通过所述第一固定企口、所述第二固定企口安装所述方形钢模板。
34.本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
附图说明
35.下面结合附图和实施例对本发明做进一步的说明,其中:
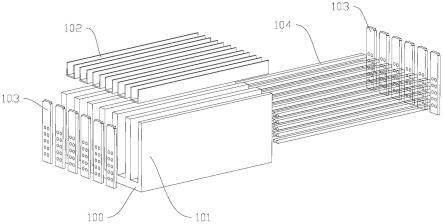
36.图1为本发明中方形钢模板设于模腔顶部的一种结构示意图;
37.图2为传统轻质条板的一种结构示意图;
38.图3为图1所示结构成型出的条板的一种结构示意图;
39.图4为本发明中免拆石膏条板模具生产出的另一种条板的结构示意图。
具体实施方式
40.下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本发明,而不能理解为对本发明的限制。
41.在本发明的描述中,需要理解的是,涉及到方位描述,例如上、下等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
42.在本发明的描述中,多个指的是两个以上。如果有描述到第一、第二只是用于区分技术特征为目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量或者隐含指明所指示的技术特征的先后关系。
43.本发明的描述中,除非另有明确的限定,设置、安装、连接等词语应做广义理解,所属技术领域技术人员可以结合技术方案的具体内容合理确定上述词语在本发明中的具体含义。
44.参照图1至图4所示,本发明一种实施例的免拆石膏条板模具,包括模具本体、方形钢模板102和抽芯管104。其中模具本体设有模腔;方形钢模板102设于模具本体并穿过模腔,以成型用于施工构造柱的槽口;抽芯管104设于模具本体并穿过模腔,用于成型减重孔。本发明中的免拆石膏条板模具,通过设置方形钢模板102来成型用于施工构造柱的槽口,通过抽芯管104成型减重孔,只需要向模具本体内浇筑石膏板混合浆料即可。在实际生产中,当构造柱位于轻质墙板的端部的时候,只需要将方形钢模板102设于模腔的端部即可,而当构造柱位于轻质墙板的中间板内的时候,只需要将方形钢模板102设于模腔的中间位置即可,因此本发明中的免拆石膏条板模具能够成型出具有施工构造柱的异形结构的轻质条板。采用本发明的免拆石膏条板模具成型出的轻质条板在实际应用中,可以通过槽口直接施工构造柱,无需再单独设置模板,有利于提高施工效率。
45.可以理解的是,根据实际需求的不同,可以调节方形钢模板102与模腔上端侧壁的间距,从而成型u形槽口或者长方体槽口。在成型u形槽口的时候,即槽口位于轻质条板的端部,可以用于成型端部构造柱。在成型长方体槽口的时候,即槽口位于轻质条板内,位置可以根据需要灵活调节,使之位于靠近轻质条板的端部位置或者中间位置,可以用于成型板内构造柱。并且采用本实施例的设置,将方形钢模板102设于模腔顶部或者相对于模腔顶壁来调节的形式,方便确保方形钢模板102的位置精度,进而确保方形钢模板102两侧腔室的厚度,有助于提高成型质量。
46.可以理解的是,抽芯管104根据方形钢模板102的设置位置的不同,可以设置在方
形钢模板102的下方或者上方,又或者同时设置在方形钢模板102的下方和上方。比如参照图中所示,在方形钢模板102设于模腔的顶部或者靠近顶部的位置的时候,抽芯管104全部设置在方形钢模板102的下方。而在方形钢模板102设置在模腔竖直方向的中间位置时,抽芯管104同时设置在方形钢模板102的上下两侧。
47.在本发明的一些实施例中,方形钢模板102与模腔上端侧壁的间距为零,以成型u形槽口。模具本体对应模腔两端的上端设有第一固定企口,方形钢模板102的两端的上端对应设有第二固定企口。方形钢模板102通过第二固定企口与模具本体上的第一固定企口配合安装在模腔顶部。
48.在本发明的另一些实施例中,方形钢模板102与模腔上端侧壁保持设定间距,以成型长方体槽口。模具本体对应模腔的上端侧壁设有盖板,盖板与模腔的两侧壁之间设有用于成型马牙槎的成型腔。采用本实施例的结构设置,通过成型腔来成型马牙槎,方便后续的轻质条板的应用施工,提高轻质条板的安装强度和稳定性。
49.在本发明的一些实施例中,模具本体包括底板100、竖向模板101、石膏板模板103,其中竖向模板101并排设有多个并均竖直安装在底板100上,其安装方式可以采用螺栓连接,也可以采用其他方式固定。在相邻的两个竖向模板101之间形成模腔。石膏板模板103设置在每个模腔的前后两端。方形钢模板102和抽芯管104均设于两个石膏板模板103上。
50.在上述实施例的基础上,部分实施例中,石膏板模板103的上端两侧位置设置第一固定企口,方形钢模板102的两端对应第一固定企口设置第二固定企口,通过两个企口的配合安装在模腔的上端。同时石膏板模板103在方形钢模板102的下方区域设置多个圆孔,抽芯管104插接在圆孔内。可以理解的是,本实施例的结构设置是用于成型u形槽口。
51.在上述实施例的基础上,在另一部分实施例中,石膏板模板103上设有方形孔和圆孔,方形孔用于插接方形钢模板102,圆孔用于插接抽芯管104。可以理解的是,本实施例的结构设置是用于成型长方体槽口。为了方便拆卸方形钢模板102,在方形钢模板102的端部设置与抽芯管104相似的连接扣,连接扣用于连接外部设备或者吊绳,以便于通过外部设备或者工人牵引吊绳的方式将方形钢模板102从方形孔内抽出。
52.为了提高成型质量,加强成型出来的轻质条板的强度,在本发明的一些实施例中,免拆石膏条板模具还包括网格布,网格布贴设于模腔内壁。这样在往模腔内浇筑石膏板混合浆料进行成型的时候,网格布自然成型到轻质条板上,既方便脱模,也便于后续应用轻质条板的过程中进行挂网、抹灰等施工。
53.另外,本发明第二方面实施例还提出一种条板施工工艺,包括以下步骤:
54.s01生产与所需施工的构造柱尺寸适配的方形钢模板102;
55.s02拼装模具本体,插入抽芯管104、安装方形钢模板102;
56.s03在模具本体内设置网格布;
57.s04进行石膏板混合浆料浇筑;
58.s05拆模。
59.采用本发明的条板施工工艺,通过设置方形钢模板102,可以在成型轻质条板的时候,在轻质条板上成型出槽口,槽口位置根据方形钢模板102的设置位置不同而不同,可以成型在轻质条板的端部,从而用于施工端部构造柱,也可以成型在轻质条板的中间位置,从而用于施工板中构造柱。抽芯管104则用于成型减重孔,成型空心轻质条板。网格布的设置
可以提高轻质条板的结构强度、稳定性和成型质量。因此,本发明中的条板施工工艺,能够施工出具有施工构造柱的异形结构的轻质条板,施工出来的轻质条板,能够直接用于成型构造柱,提高施工效率。
60.可以理解的是,针对构造柱位于轻质条板端部的情况下,条板施工工艺包括:
61.s01,生产与所需施工的构造柱尺寸适配的方形钢模板102,在方形钢模板102的两端顶部位置设置第二固定企口;
62.s02,对传统模具进行适当改造,其中模具本体包括底板100、竖向模板101、石膏板模板103,在石膏板模板103的上端设置第一固定企口,拼装模具本体之后,将方形钢模板102通过第一固定企口、第二固定企口的配合安装在模具本体的上端;并在相对的两个石膏板模板103的圆孔内插设抽芯管104;
63.s03,在模板本体内壁贴合设置网格布;
64.s04,进行石膏板混合浆料浇筑;
65.s05,待凝固后拆模。
66.针对构造柱位于轻质条板内的情况下,条板施工工艺包括:
67.s01,生产与所需施工的构造柱尺寸适配的方形钢模板102,在方形钢模板102的一端设置用于抽芯的连接扣;
68.s02,对传统模具进行适当改造,其中模具本体包括底板100、竖向模板101、石膏板模板103、盖板,将石膏板模板103原用于插入抽芯管104的圆孔改为方形孔,方形孔的规格尺寸与方形钢模板102一致,拼装底板100、竖向模板101、石膏板模板103支护,在方形孔内插设方形钢模板102、在石膏板模板103的圆孔内插设抽芯管104,再将盖板拼装到竖向模板101、石膏板模板103顶部,成型马牙槎;
69.s03,在模板本体内壁贴合设置网格布;
70.s04,进行石膏板混合浆料浇筑;
71.s05,待凝固后拆模。
72.可以理解的是,在步骤s03中,也可以加入其它用于加强的材料。
73.可以理解的是,本发明具有以下优势:
74.1、经济性
75.本发明的免拆石膏条板模具主要服务于轻质石膏条板免拆模施工工艺,形成用于免拆模体系的异形石膏板,后续施工构造柱不需要搭设模板,混凝土成型质量高,返工情况少,节省材料及人工费用。安装方便,效率很高,减少了周转材料的消耗,节能环保。
76.2、适用性
77.本发明的条板施工工艺在传统工艺上进行了一定的调整,能生产出更多形状的石膏条板,可直接作业,具有较强的实用性。
78.3、安全性
79.本发明中的条板施工工艺主要为工厂施工加工,未产生新的安全隐患,安全可靠。
80.综上所述,本发明通过对于轻质石膏条板生产模具进行调整后,生产出端部带u形槽或封闭长方形孔的条板,用于轻质石膏板免拆模体系,有效的提高条板构造柱与墙板的连接性能,提高施工质量,并有良好的经济环保效益。
81.上面结合附图对本发明实施例作了详细说明,但是本发明不限于上述实施例,在
所属技术领域普通技术人员所具备的知识范围内,还可以在不脱离本发明宗旨的前提下作出各种变化。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1