全自动玻璃窗夹层防火胶灌注设备及其控制方法与流程
1.本发明属于防火胶设备技术领域,具体涉及一种全自动玻璃窗夹层防火胶灌注设备及其控制方法。
背景技术:
2.防火胶是一种建筑防火用密封胶,具有低硬度、自粘性的优点,是良好的耐火材料,主要用于各类防火门窗粘结密封、幕墙工程各层阻燃密封;各类门窗玻璃安装阻燃密封;适用在宾馆、酒店、影剧院等公共场所防水、防潮、装饰等阻燃密封等。
3.现有专利cn 209853711 u中提升了防火胶的灌注效率,但仍需工人手持灌注,工人的熟练度不足直接影响到气泡、缩边、流胶等现象的产生,同时防火胶的手持罐装枪重量并不轻便,目前尚无可全自动机械化生产的防火胶灌注设备。
技术实现要素:
4.本发明提供了一种全自动玻璃窗夹层防火胶灌注设备及其控制方法,以解决现有手持式防火胶灌注设备的灌注效果不可控的技术问题。
5.为了解决上述技术问题,本发明提供了一种全自动玻璃窗夹层防火胶灌注设备,包括:控制器、a灌装筒、b灌装筒和内置有高压混合头的灌注枪;所述灌注枪分别与a灌装筒和b灌装筒上的抽料管相接通;所述a灌装筒的a抽料管上装设有a流量计量泵;所述b灌装筒的b抽料管上装设有b流量计量泵;以及所述控制器用于控制a罐装筒和b灌装筒内物料搅拌并以不同的出料量与灌注枪导通,以及控制机械臂夹持灌注枪对相应的玻璃夹层进行灌注作业。
6.又一方面,本发明还提供了一种全自动玻璃窗夹层防火胶灌注设备的控制方法,包括如下步骤:s1,分别向a灌装筒和b灌装筒填充物料并密封;s2,依次启动真空设备、电加热设备和搅拌设备,得到a灌注料和b灌注料;s3,设定a灌注料和b灌注料的出料比;s4,通过机械臂夹持灌注枪,定位至排列整齐的待灌注防火玻璃的下侧边灌胶口;s5,开启出料阀,设定灌注枪的灌注速率后进行灌注,得到防火玻璃。
7.本发明的有益效果是,本发明的全自动玻璃窗夹层防火胶灌注设备及其控制方法针对双组分的耐黄变防火液的灌注设备及控制方法进行了改进,通过ab罐装筒对ab灌注料的预处理反应,结合流量计量泵严控出料量与出料比例和高压混合头的搅拌,保障了双组分防火液的品质;另外,通过全自动的控制方式,也降低了人工作业因熟练度而带来的不利影响,进一步提高了防火玻璃灌注的质量和效率。
8.本发明的其他特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本发明而了解。
9.为使本发明的上述目的、特征和优点能更明显易懂,下文特举较佳实施例,并配合所附附图,作详细说明如下。
附图说明
10.为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
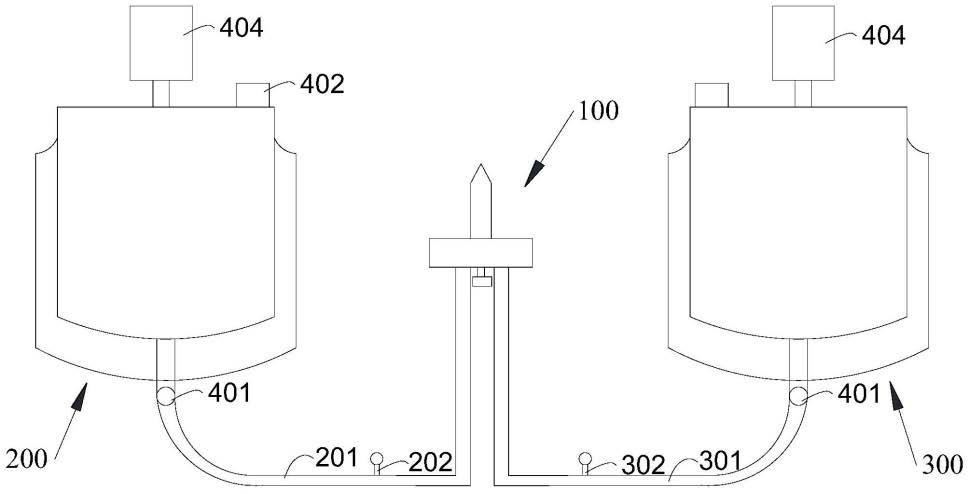
11.图1是本发明的全自动玻璃窗夹层防火胶灌注设备的结构示意图;
12.图2是本发明的全自动玻璃窗夹层防火胶灌注设备的灌注枪剖视图;
13.图3是本发明的全自动玻璃窗夹层防火胶灌注设备的b罐装筒剖视图。
14.图中:
15.灌注枪100、高压混合头101、a进胶口102、b进胶口103、出料口104;
16.a罐装筒200、a抽料管201、a流量计量泵202;
17.b罐装筒300、b抽料管301、b流量计量泵302;
18.出料阀401、真空设备402、电加热设备403、搅拌设备404。
具体实施方式
19.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合附图对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
20.防火胶液又称为防火液,防火液中的关键阻燃组分通常选用的阻燃无机盐如硼酸盐和磷酸盐中因含有金属离子,这部分金属离子在防火液中会逐渐黄化,最终影响防火玻璃的外观。
21.为了改进黄变问题,通过对单体daam进行sss改性后与交联剂交联,在固化过程中将阻燃无机盐中的金属离子吸附于改性交联的高分子daam上,阻碍了金属离子的外逸,最终获得了长期处于软胶体形态的耐黄变防火液。
22.但是,该种耐黄变防火液为ab双组分分装,需在灌注时进行混合灌注,现有的防火液灌注设备并不能解决双组分定量混合的严苛要求,且灌注为纯手动作业,对工人的熟练度要求大大提高,极易出现气泡溢边等问题。
23.如图1所示,本发明提供了一种全自动玻璃窗夹层防火胶灌注设备,包括:控制器、a灌装筒200、b灌装筒300和内置有高压混合头101的灌注枪100;所述灌注枪100分别与a灌装筒200和b灌装筒300上的抽料管相接通;所述a灌装筒200的a抽料管201上装设有a流量计量泵202;所述b灌装筒300的b抽料管301上装设有b流量计量泵302;以及所述控制器用于控制a罐装筒200和b灌装筒300内物料搅拌并以不同的出料量与灌注枪100导通,以及控制机械臂夹持灌注枪100对相应的玻璃夹层进行灌注作业。
24.如图2所示,具体的,所述a灌装筒200和b灌装筒300的底端均设有出料阀401,且在物料填充后形成全封闭腔室;所述a罐装筒200和b灌装筒300内设置有真空设备402、电加热设备403和搅拌设备404;不同于常规防火液灌注设备为单组分可进行灌注作业中补充,本发明严控ab双组分的物料量且在全封闭后不与外界接触直至灌注筒内的预反应完全。
25.在本实施例中,具体的,所述a灌装筒200和b灌装筒300内全封闭腔室由真空设备
402抽至相对大气压的压差不小于0.1mpa,以消除罐装筒内胶体的气泡以及提供真空环境进行高分子daam改性。
26.在本实施例中,具体的,所述a灌装筒200和b灌装筒300内物料填充后由电加热设备403加热至60~80℃。
27.在本实施例中,具体的,所述a灌装筒200和b灌装筒300的出料量为10~30:70~90。
28.在本实施例中,具体的,所述灌注枪100上分别设有a进胶口102和b进胶口103,经过高压混合头101后通过出料口104;其中所述高压混合头101混合a灌装筒200和b灌装筒300内物料,并按出料量比例混合产出灌注胶。
29.本发明还提供了一种全自动玻璃窗夹层防火胶灌注设备的控制方法,包括如下步骤:s1,分别向a灌装筒200和b灌装筒300填充物料并密封;s2,依次启动真空设备402、电加热设备403和搅拌设备404,得到a灌注料和b灌注料;s3,设定a灌注料和b灌注料的出料比;s4,通过机械臂夹持灌注枪100,定位至排列整齐的待灌注防火玻璃的下侧边灌胶口;s5,开启出料阀401,设定灌注枪100的灌注速率后进行灌注,得到防火玻璃。
30.在本实施例中,具体的,通过严控ab罐装筒内物料的份数与ab流量计量泵的出料比例,可保证双组分防火液的余料最大限度降低,利用机械臂进行灌注,仅需工程师设定ab双组分出料比即可实现全自动灌注作业,提高了工作效率与产品质量。
31.在本实施例中,具体的,所述灌注枪100的灌注速率为2~10kg/分钟。
32.综上所述,本发明的全自动玻璃窗夹层防火胶灌注设备及其控制方法针对双组分的耐黄变防火液的灌注设备及控制方法进行了改进,通过ab罐装筒对ab灌注料的预处理反应,结合流量计量泵严控出料量与出料比例和高压混合头的搅拌,保障了双组分防火液的品质;另外,通过全自动的控制方式,也降低了人工作业因熟练度而带来的不利影响,进一步提高了防火玻璃灌注的质量和效率。
33.以上述依据本发明的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项发明技术思想的范围内,进行多样的变更以及修改。本项发明的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1