一种全自动智能辅助制瓦生产线的制作方法
1.本实用新型涉及建材生产设备技术领域,具体地说尤其涉及一种全自动智能辅助制瓦生产线。
背景技术:
2.制瓦机的工作原理是将坯料放到冲压机上,通过压力机构将冲压机的上瓦模强力压在下瓦模上,制成符合要求的瓦坯,再将成型的瓦坯取出。现有很多瓦厂车间在真空机挤出泥胚,切片后由人工搬运到冲压机旁,通过人工放瓦胚片到压机模具里,冲压机压瓦成形后再由人工取出。瓦胚重量达6kg,每天生产瓦片上万片,费时费力费工。而且冲压机需俩人操作,一人工将瓦片放入压机模具,另一人启动压机工作,压成型后人工取出,俩人若配合失误就会压伤手臂致残,每年瓦厂此类生产事故比比皆是。
3.而且现有的部分自动制瓦设备中都使用气缸传动,瓦厂灰尘较多,气缸密封圈容易损坏,做工粗糙设备经常发生故障,且与压机配套销售,大大增加了企业的运营成本。
技术实现要素:
4.本实用新型的目的在于提出一种全自动智能辅助制瓦生产线,以解决上述背景技术中提出的问题。
5.为实现上述目的,本实用新型通过如下技术手段实现:
6.一种全自动智能辅助制瓦生产线,包括有真空机,所述真空机一侧通过传送装置连接有切瓦机,所述切瓦机一侧装设有与其配合的上坡输送带装置,所述上坡输送带装置的输出端配合相接有送瓦输送带装置,所述送瓦输送带装置一侧设有多组与其配合的送瓦过渡机,各所述送瓦过渡机分别连接有送瓦机,各所述送瓦机一侧设有压机,所述送瓦输送带装置一侧设有取瓦输送带装置,所述送瓦输送带一侧设有多组与其配合的取瓦机,各所述取瓦机与设于取瓦输送带装置一侧的各组压机相对应配合。
7.进一步地,所述切瓦机包括有机架,所述机架的顶端一端设有可相对机架上下调节的立板,所述立板的一侧面中部设有编码器,所述机架的顶端两端分别设有托辊装置,所述机架的顶端中部设有切刀装置,所述切刀装置装设于机架顶端中部的往复装置上。
8.进一步地,所述切刀装置包括有切刀滑台,所述切刀滑台的上表面四角处分别设有立柱,各所述立柱的顶部分别与顶板连接,所述顶板上对称设有两组气缸,两所述气缸的伸缩端连接有切刀,所述切刀滑台上开设有与切刀相配合的槽口,所述切刀滑台的两端开设有与往复装置配合的通孔,所述往复装置包括有两组分别架设于机架上的往复件,所述往复件包括有设于机架上的两组支撑座,两所述支撑座之间连接有导柱,所述导柱穿过切刀滑台并与两所述支撑座配合相接,一所述支撑座的相对内侧面设有与切刀滑台配合的伸缩件。
9.进一步地,所述伸缩件为套设于导柱上的压缩弹簧,所述压缩弹簧的两端分别与切刀滑台及相对应的支撑座相接。
10.进一步地,所述上坡输送带装置包括有升降支架,所述升降支架的顶部架设有输送带,所述升降支架的顶部一侧设有与输送带配合的挡轮,所述挡轮一侧依次设有与输送带配合的导向板a、导向板b,所述升降支架的顶部另一侧设有与输送带配合的导向板c,所述导向板a、导向板b、导向板c相对输送带的夹角依次增大。
11.进一步地,所述上坡输送带装置包括有转弯输送带,所述转弯输送带的两端分别装设有转弯导向构件。
12.进一步地,所述送瓦过渡机包括有过渡机架,所述过渡机架的顶部两侧对称设有两u型钢,两所述u型钢的两端部分别活动架设有主传动链轮、被动传动链轮,两所述主传动链轮通过传动杆对应连接,两所述被动传动链轮通过传动直杆对应连接,一所述主传动链轮的一端连接有设于u型钢外侧面一侧被动同步轮,所述被动同步轮与架设于u型钢上的伺服电机传动连接,所述主传动链轮与被动传动链轮之间通过链条对应相接,两所述链条上对称设有固定件,两所述固定件之间设有运料挡板,两所述u型钢的一端下方设有与送瓦输送带配合的卡合u型钢组件。
13.进一步地,所述送瓦机包括有送瓦机架,所述送瓦机架的顶部设有凸型板材,两所述凸型板材的相对内侧面分别连接有可调节板,两所述可调节板的两端分别活动装设有主动链轮、被动链轮,两所述主动链轮通过主动轴对应连接,两所述被动链轮通过从动轴对应连接,所述主动链轮与被动链轮之间通过传动链条对应相接,一所述主动链轮的一端连接有同步轮,所述同步轮与设于送瓦机架上的送瓦伺服电机传动连接,两所述凸型板材的中部连接有与传动链条配合的涨紧轮。
14.进一步地,所述取瓦机包括有取瓦机架,所述取瓦机架的顶部两侧对称设有前后导轨,两所述前后导轨上活动架设有滑台,所述滑台上设有上下伺服电机,所述上下伺服电机通过伺服电机减速器连接有摆杆,所述摆杆的另一端连接有带柄轴承,所述滑台的相对外侧面对称设有上下导轨,两所述上下导轨活动连接有上下滑动板,所述上下滑动板的中部开设有槽,所述带柄轴承穿过上下滑动板的槽并与之配合,所述上下滑动板的相对外侧面连接有板件,所述板件的下表面活动连接有多组吸嘴组件,所述取瓦机架上设有前后伺服电机,所述前后伺服电机的输出轴连接有同步带轮,所述同步带轮通过同步带与设于取瓦机架内侧的从动轮配合传动,所述同步带与滑台配合连接。
15.与现有技术相比,本实用新型具有如下有益效果:
16.本实用新型通过切瓦机对瓦胚实现往复循环切片,在经过上坡输送带装置有效调整瓦胚角度输送至送瓦输送带装置上,并经多组送瓦过渡机自动化配合,实现将送瓦输送带装置上瓦胚有效送至与各送瓦过渡机配合的送瓦机上,经送瓦机调整瓦胚输送方向送至压机内压制,压制完成后,使得与压机相配合的取瓦机自动将制成的瓦坯取出并输送至取瓦输送带装置上,取瓦输送带装置将相应瓦坯传输至相应收集装置内,实现自动化生产制瓦,相应输送带上配置多设备取瓦、送瓦,提高制瓦效率,实现制瓦精准角度调整,保证制瓦质量,降低制瓦不良率,能够有效适应多种硬度瓦坯的传送,提高了制瓦生产适用范围,实现制瓦全自动化,大大提高生产效率,有效降低工人劳动强度,装置结构紧凑,便于安装、维护。
17.附图说明:
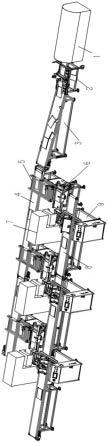
18.图1为本实用新型产品俯视结构示意图;
19.图2为本实用新型产品切瓦机结构示意图;
20.图3为本实用新型产品切瓦机部分结构放大示意图;
21.图4为本实用新型产品切瓦机部分结构放大示意图;
22.图5为本实用新型产品上坡输送带装置实施结构示意图;
23.图6为本实用新型产品上坡输送带装置实施结构示意图;
24.图7为本实用新型产品送瓦机结构示意图;
25.图8为本实用新型产品送瓦过渡机结构示意图;
26.图9为本实用新型产品取瓦机结构示意图;
27.图10为本实用新型产品取瓦机部分结构放大示意图;
28.图11为本实用新型产品结构示意图;
29.图12为本实用新型产品一种具体实施结构俯视示意图。
30.具体实施方式:
31.为了使本领域的技术人员更好地理解本实用新型的技术方案,下面结合实施例对本实用新型作进一步说明:
具体实施例
32.为本实用新型的其中一种具体实施方式:参见附图。
33.在本实施例中,一种全自动智能辅助制瓦生产线,包括有真空机1,所述真空机1一侧通过传送装置连接有切瓦机2,所述切瓦机2一侧装设有与其配合的上坡输送带装置3,所述上坡输送带装置3的输出端配合相接有送瓦输送带装置4,所述送瓦输送带装置4一侧设有多组与其配合的送瓦过渡机5,各所述送瓦过渡机5分别连接有送瓦机6,各所述送瓦机6一侧设有压机7,所述送瓦输送带装置4一侧设有取瓦输送带装置8,所述送瓦输送带4一侧设有多组与其配合的取瓦机9,各所述取瓦机9与设于取瓦输送带装置8一侧的各组压机7相对应配合,本发明在具体应用中,通过将泥坯由真空机1挤出后,通过相应传送装置传送至切瓦机2,经过切瓦机2自动切片后,由上坡输送带装置3将瓦片传送至相应高度的送瓦输送带装置4上,装配在送瓦输送带装置4上的各送瓦过渡机5感应相应瓦片后,分别将相应瓦片输送至送瓦机6,各所述送瓦机6感应相应瓦片后,分别将各瓦片送入至压机7的模具内,经相应控制装置内plc发出信号控制压机7中上下油阀拉杆机构,控制压机7工作,瓦片经压机7压制好后,取瓦机9将瓦片从压机7取到取瓦输送带装置8上,经相应传送后,将上述压制成型后的瓦片送入至烧制架上,等待烧制。
34.进一步地,所述切瓦机2包括有机架21,所述机架21的顶端一端设有可相对机架上下调节的立板22,所述立板22的一侧面中部设有编码器23,所述机架21的顶端两端分别设有托辊装置24,所述机架21的顶端中部设有切刀装置25,所述切刀装置25装设于设于机架21顶端中部的往复装置26上,所述机架21的底部设有与切刀装置25相配合的落料槽27,瓦胚从真空机1挤出后,经过切瓦机2,切瓦机2上编码器23滚动,编码器23的脉冲信号通过相应电器柜内的plc电路计算出瓦胚长度,达到相应要求长度后,电器柜内的plc给出切刀装置25工作信号,切刀装置25随着瓦胚运动,当切瓦完成后,往复装置使得切刀装置25归位,完成一个切瓦动作。
35.进一步地,所述切刀装置25包括有切刀滑台251,所述切刀滑台251的上表面四角
处分别设有立柱252,各所述立柱252的顶部分别与顶板253连接,所述顶板253上对称设有两组气缸254,两所述气缸254的伸缩端连接有切刀255,所述切刀滑台251上开设有与切刀255相配合的槽口,所述切刀滑台251的两端开设有与往复装置配合的通孔256,所述往复装置26包括有两组分别架设于机架上的往复件261,所述往复件261包括有设于机架上的两组支撑座262,两所述支撑座262之间连接有导柱263,所述导柱263穿过切刀滑台251并与两所述支撑座262配合相接,一所述支撑座262的相对内侧面设有与切刀滑台251配合的伸缩件264。
36.进一步地,所述伸缩件264为套设于导柱上的压缩弹簧,所述压缩弹簧的两端分别与切刀滑台251及相对应的支撑座262相接,压缩弹簧作为本实用新型伸缩件264的一个具体实施方式,本实用新型中,还可以选择相应电性控制伸缩气缸来配合切刀装置25完成切瓦动作。
37.进一步地,所述上坡输送带装置3包括有升降支架31,所述升降支架31的顶部架设有输送带32,所述升降支架31的顶部一侧设有与输送带32配合的挡轮33,所述挡轮33一侧依次设有与输送带32配合的导向板a34、导向板b35,所述升降支架31的顶部另一侧设有与输送带32配合的导向板c36,所述导向板a34、导向板b35、导向板c36相对输送带的夹角依次增大,本实用新型通过使用挡轮33及配合相应导向板,使得输送带上的瓦胚在传送带传送过程中调转90
°
,解决了本领域中瓦胚调转90
°
的技术问题。
38.进一步地,所述上坡输送带装置3包括有转弯输送带37,所述转弯输送带37的两端分别装设有转弯导向构件38,在本实施例中,转弯导向构件38的截面为圆弧扇形状。
39.进一步地,所述送瓦过渡机5包括有过渡机架51,所述过渡机架51的顶部两侧对称设有两u型钢52,两所述u型钢52的两端部分别活动架设有主传动链轮53、被动传动链轮54,两所述主传动链轮53通过传动杆对应连接,两所述被动传动链轮54通过传动直杆对应连接,一所述主传动链轮53的一端连接有设于u型钢52外侧面一侧被动同步轮55,所述被动同步轮55与架设于u型钢52上的伺服电机56传动连接,所述主传动链轮53与被动传动链轮54之间通过链条57对应相接,两所述链条57上对称设有固定件58,两所述固定件58之间设有运料挡板59,两所述u型钢52的一端下方设有与送瓦输送带配合的卡合u型钢组件510,通过卡合u型钢组件510配合卡合在送瓦输送带装置4上,使得送瓦过渡机5与送瓦输送带装置4相配合,通过伺服电机56传动被动同步轮55,带动主传动链轮53运动,从而相应带动与被动传动链轮54作用的链条57运动,使得连接在链条57上的运料挡板59随着链条57运动,并通过电器柜内plc电路控制运料挡板59做往复运动,使得运料挡板59将送瓦输送带装置4上的瓦胚运送到送瓦机6上。
40.进一步地,所述送瓦机6包括有送瓦机架61,所述送瓦机架61的顶部设有凸型板材62,两所述凸型板材62的相对内侧面分别连接有可调节板63,两所述可调节板63的两端分别活动装设有主动链轮64、被动链轮65,两所述主动链轮64通过主动轴对应连接,两所述被动链轮65通过从动轴对应连接,所述主动链轮64与被动链轮65之间通过传动链条66对应相接,一所述主动链轮64的一端连接有同步轮67,所述同步轮67与设于送瓦机架61上的送瓦伺服电机68传动连接,两所述凸型板材62的中部连接有与传动链条66配合的涨紧轮69,两所述传动链条66分别通固定于传动链条66上的多组连接固定件与多组运料推板610对应配合连接,本实施例中通过相应送瓦伺服电机,使用两条传动链条66配合运料推板610,与两
可调节板63之间设有的托板配合,利用瓦胚运动的惯性,将瓦胚送至压机7的模具上,相比传动输送方式,稳定性更加,产品寿命及耐用程度明显提升,当送瓦机6检测到相应瓦胚时,电器柜内plc控制电路控制送瓦伺服电机68快速转动,利用同步轮67带动主动链轮64旋转,主动链轮64再带动相应传动链条66运动,连接传动链条66上的两个运料推板610随之运动,一个运料推板610推动瓦胚快速向前滑动,瓦胚在惯性的影响下离开托板向前落入压机7 的模具内,当此运料推板610运动到终点,另外一根运料推板刚好在起点上,为推动下一个瓦胚做准备。
41.进一步地,所述取瓦机9包括有取瓦机架91,所述取瓦机架91的顶部两侧对称设有前后导轨92,两所述前后导轨92上活动架设有滑台93,所述滑台93上设有上下伺服电机94,所述上下伺服电机94通过伺服电机减速器95连接有摆杆,所述摆杆的另一端连接有带柄轴承96,所述滑台93的相对外侧面对称设有上下导轨97,两所述上下导轨97活动连接有上下滑动板98,所述上下滑动板98的中部开设有槽99,所述带柄轴承96穿过上下滑动板98的槽99并与之配合,所述上下滑动板98的相对外侧面连接有板件910,所述板件910的下表面活动连接有多组吸嘴组件911,所述取瓦机架91上设有前后伺服电机912,所述前后伺服电机912的输出轴连接有同步带轮913,所述同步带轮913通过同步带914与设于取瓦机架91内侧的从动轮915配合传动,所述同步带914与滑台93配合连接,本实施例中,通过电器柜内相应plc控制电路控制前后伺服电机912旋转,实现同步带914带动滑台93在前后导轨92上前后运动,并通过控制上下伺服电机94,配合伺服电机减速器95及摆杆,使得一端在上下滑动板98的槽99内的带柄轴承96带动上下滑动板98配合上下导轨97做上下运动,实现多组吸嘴组件911上下运动,当瓦胚压制成型后,压机7上升,在检测到压机7上升到位后,本设备开始运行,通过前后伺服电机912旋转,滑台93向前运动,当到达终点停止,此时上下伺服电94旋转,上下滑动板98向下运动,到达终点停止,控制吸嘴组件911中吸盘的真空发生气工作,使吸盘产生负压,将瓦吸起,上下伺服电机94再次旋转,上下滑动板98向上运动,将瓦从模具里取出,到达上下运动起点停止。前后伺服电机912再次旋转,滑台93向后运动,当到达起点停止,吸盘停止工作,压制成形的瓦从吸盘脱落,通过取瓦输送带装置8运走。
42.本实用新型所公开具体实施例落入本实用新型权利要求保护范围之内,为本实用新型的特征部分的具体下位实施范围,具体实施例保护内容仅仅是为本实用新型权利要求保护范围的说明,本实用新型保护范围不止于具体实施例保护内容,具体实施例保护内容不应理解为对本实用新型权利要求保护范围的限制。
43.另关于本实用新型未在说明书及附图中公开相关部件,其并不妨碍本领域技术人员对本实用新型的理解,本实用新型中并未公开本实用新型的其他常规部件,不妨碍本领域技术人员对本实用新型的理解。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1