一种挡渣杆生产用浇铸模具的制作方法
本技术涉及耐火材料生产,尤其涉及一种挡渣杆生产用浇铸模具。
背景技术:
1、挡渣杆就是挡渣用导向杆,使熔炼炉中的构件,采用耐火泥浇铸而成,中间安装有钢筋,用于加强挡渣杆的整体强度,而挡渣杆在生产过程中需要使用到浇铸模具。
2、现有挡渣杆生产的浇铸模具在使用过程中,通常需要将浇铸模具手动合并固定,既降低挡渣杆生产效率,也增加工作人员碰触模具后烫伤手部的风险,同时,现有挡渣杆生产的浇铸模具不便于快速散热,影响出料速率。
3、为此,提出了一种挡渣杆生产用浇铸模具,具备便于模具开合和散热的优点,进而解决上述背景技术中的问题。
技术实现思路
1、本实用新型的目的是为了解决现有技术中存在的缺点,而提出的一种挡渣杆生产用浇铸模具。
2、为了实现上述目的,本实用新型采用了如下技术方案:一种挡渣杆生产用浇铸模具,包括定模和动模,所述定模的底部焊接有底座,且底座的顶面开设有滑槽,所述底座的上方设置有动模,且动模的底面通过滑块与滑槽滑动连接,所述动模的侧面焊接有固定块,所述定模表面的边缘处紧固安装有气缸,且气缸的活塞杆与固定块固定连接,所述定模的表面开设有第一浇注槽,所述动模面向定模的一面开设有第二浇注槽,所述定模的内部开设有第二散热腔,且第二散热腔的两端分别连通有弯管和排水管,所述动模的内部开设有第一散热腔,且第一散热腔的两端分别连通有第一伸缩软管和第二伸缩软管,所述第二伸缩软管通过法兰连接有注水管,所述第一伸缩软管通过法兰与弯管相连通,所述定模和动模的顶部均固定有金属半环,且定模和动模和金属半环构成浇注嘴。
3、作为上述技术方案的进一步描述:所述定模的第二散热腔和动模的第一散热腔均呈蛇形结构排布。
4、作为上述技术方案的进一步描述:所述第一浇注槽和第二浇注槽构成成型腔,且成型腔与浇注嘴相连通。
5、作为上述技术方案的进一步描述:所述底座的顶面开设有两个t型结构的滑槽,所述动模的底部对应滑槽焊接有两个t型结构的滑块。
6、作为上述技术方案的进一步描述:所述定模的侧面设置有控制面板,且控制面板的输出端与气缸电性连接。
7、作为上述技术方案的进一步描述:所述第一浇注槽的外围焊接有u型凸起,所述第二浇注槽的外围对应u型凸起开设有u型凹槽。
8、作为上述技术方案的进一步描述:所述动模的两侧均焊接有两个固定块,所述定模的表面对应固定块安装有多个气缸。
9、本实用新型具有如下有益效果:
10、本实用新型中,通过在定模和动模之间安装有多个气缸,且多个气缸分别与动模两侧设置的固定块相连接,当合模时,通过开启气缸收缩,促使气缸的活塞杆通过固定块牵引动模,进而动模底面的t型滑块沿着底座表面开设的t型滑槽滑动,使得动模与定模相互贴合,直至动模的第二浇注槽与定模的第一浇注槽相合后形成挡渣杆成型腔,配合设置的浇注嘴,便于挡渣杆的浇注成型,当开模时,通过开启气缸伸展,促使动模的滑块沿着滑槽滑动过程中逐渐远离定模,实现开模,从而提升挡渣杆的生产效率,避免人工操作而发生烫伤的情况,同时,通过将冷却水由注水管和第二伸缩软管通入动模内部蛇形排布的第一散热腔,再由第一伸缩软管和弯管通入定模内部蛇形排布的第二散热腔,直至冷却水由排水管导出,配合持续输送的冷却水,实现定模和动模的持续冷却,从而提升模具的散热效率。
技术特征:
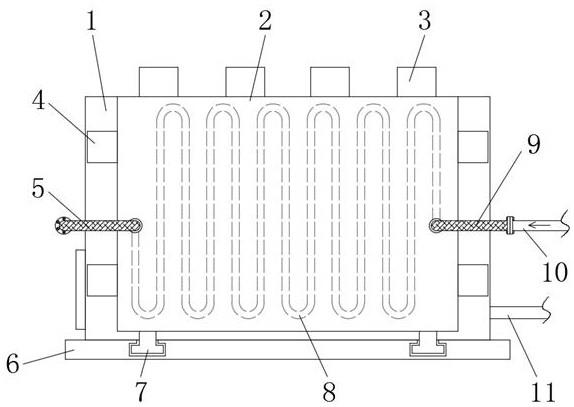
1.一种挡渣杆生产用浇铸模具,包括定模(1)和动模(2),其特征在于:所述定模(1)的底部焊接有底座(6),且底座(6)的顶面开设有滑槽(12),所述底座(6)的上方设置有动模(2),且动模(2)的底面通过滑块(7)与滑槽(12)滑动连接,所述动模(2)的侧面焊接有固定块(4),所述定模(1)表面的边缘处紧固安装有气缸(14),且气缸(14)的活塞杆与固定块(4)固定连接,所述定模(1)的表面开设有第一浇注槽(16),所述动模(2)面向定模(1)的一面开设有第二浇注槽(18),所述定模(1)的内部开设有第二散热腔(13),且第二散热腔(13)的两端分别连通有弯管(15)和排水管(11),所述动模(2)的内部开设有第一散热腔(8),且第一散热腔(8)的两端分别连通有第一伸缩软管(5)和第二伸缩软管(9),所述第二伸缩软管(9)通过法兰连接有注水管(10),所述第一伸缩软管(5)通过法兰与弯管(15)相连通,所述定模(1)和动模(2)的顶部均固定有金属半环,且定模(1)和动模(2)和金属半环构成浇注嘴(3)。
2.根据权利要求1所述的一种挡渣杆生产用浇铸模具,其特征在于:所述定模(1)的第二散热腔(13)和动模(2)的第一散热腔(8)均呈蛇形结构排布。
3.根据权利要求1所述的一种挡渣杆生产用浇铸模具,其特征在于:所述第一浇注槽(16)和第二浇注槽(18)构成成型腔,且成型腔与浇注嘴(3)相连通。
4.根据权利要求1所述的一种挡渣杆生产用浇铸模具,其特征在于:所述底座(6)的顶面开设有两个t型结构的滑槽(12),所述动模(2)的底部对应滑槽(12)焊接有两个t型结构的滑块(7)。
5.根据权利要求1所述的一种挡渣杆生产用浇铸模具,其特征在于:所述定模(1)的侧面设置有控制面板,且控制面板的输出端与气缸(14)电性连接。
6.根据权利要求1所述的一种挡渣杆生产用浇铸模具,其特征在于:所述第一浇注槽(16)的外围焊接有u型凸起(17),所述第二浇注槽(18)的外围对应u型凸起(17)开设有u型凹槽(19)。
7.根据权利要求1所述的一种挡渣杆生产用浇铸模具,其特征在于:所述动模(2)的两侧均焊接有两个固定块(4),所述定模(1)的表面对应固定块(4)安装有多个气缸(14)。
技术总结
本技术公开了一种挡渣杆生产用浇铸模具,包括定模和动模,所述定模的底部焊接有底座,且底座的顶面开设有滑槽,所述底座的上方设置有动模;本技术中,通过在定模和动模之间安装有多个气缸,且多个气缸分别与动模两侧设置的固定块相连接,当合模时,通过开启气缸收缩,促使气缸的活塞杆通过固定块牵引动模,进而动模底面的T型滑块沿着底座表面开设的T型滑槽滑动,使得动模与定模相互贴合,直至动模的第二浇注槽与定模的第一浇注槽相合后形成挡渣杆成型腔,配合设置的浇注嘴,便于挡渣杆的浇注成型,当开模时,通过开启气缸伸展,促使动模的滑块沿着滑槽滑动过程中逐渐远离定模,实现开模,从而提升挡渣杆的生产效率。
技术研发人员:郝建文,郝珂珂
受保护的技术使用者:巩义市建华耐材有限公司
技术研发日:20221230
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!