一种盾构管片生产线的制作方法
本发明涉及盾构管片,特别涉及一种盾构管片生产线。
背景技术:
1、盾构管片是盾构法施工的隧道结构衬砌主体,对整个隧道的质量和使用寿命起着决定性的作用,因后期维护较为困难,故盾构管片的生产质量就显得尤为重要。在相关技术中,盾构管片生产线结构简单,且生产效率低下,无法满足企业的产量需求。
技术实现思路
1、本发明的主要目的是提出一种盾构管片生产线,旨在实现对盾构管片生产线进行优化,使其生产效率提高以满足企业的产量需求。
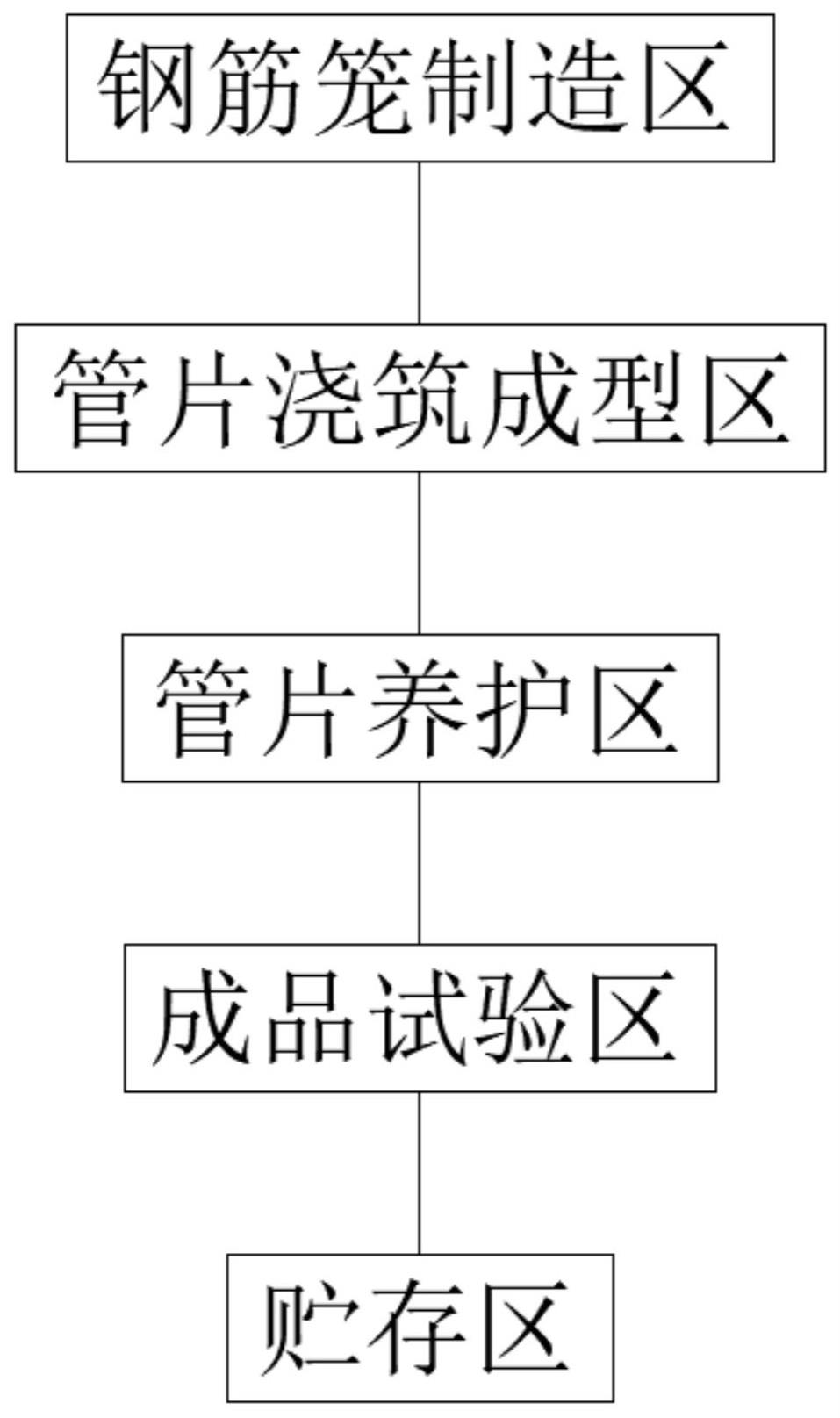
2、为实现上述目的,本发明提出一种盾构管片生产线,包括依次设置的钢筋笼制造区、管片浇注成型区、管片养护区、成品试验区以及贮存区,所述钢筋笼制造区、所述管片浇注成型区、所述管片养护区、所述成品试验区以及所述贮存区之间通过平板运输车进行钢筋笼或盾构管片运输;其中,所述管片浇注成型区包括依次循环设置的钢筋笼入模区、预埋件安装区、混凝土浇筑区、静停区、蒸养区以及脱模区,所述钢筋笼入模区、所述预埋件安装区、所述混凝土浇筑区、所述静停区、所述蒸养区以及所述脱模区之间通过闭环设置的轨道依次连通,所述轨道上滑动连接有模具台车,所述模具台车用于作为所述盾构管片的成型模具。
3、可选地,所述蒸养区包括若干相互独立的蒸养窑,若干蒸养窑沿直线阵列分布,且若干蒸养窑通过所述轨道相互并联连接;每个所述蒸养窑中可容纳至少6台所述模具台车;每个所述蒸养窑均以导热油锅炉为热源,通过设置在所述蒸养窑内部的散热羽片对窑内空气加热,并且所述蒸养窑内部还设置有蒸汽装置。
4、可选地,所述模具台车的底部设置有至少5个附着式振动器,至少5个所述附着式振动器呈折线状分布;其中所述附着式振动器通过高频振动作用在单位面积上的力可达到6mpa。
5、可选地,所述模具台车的前侧或后侧可拆卸连接有防撞装置,所述防撞装置包括杆体件,所述杆体件的轴向两端分别设置有连接装置以及缓冲装置,所述连接装置用于与所述模具台车可拆卸连接;所述缓冲装置用于减缓与所述模具台车碰撞时的冲击力。
6、可选地,所述连接装置包括磁力吸附块,所述磁力吸附块通过磁力与所述模具台车可拆卸连接;和/或,所述缓冲装置包括弹性橡胶块。
7、可选地,所述模具台车的顶部可拆卸连接有浇筑盖板;所述浇筑盖板包括盖板本体、紧固机构以及伸缩机构;所述盖板本体的中部设有浇筑口;所述紧固机构包括固定件、横杆和紧固钩,所述固定件固定于所述盖板本体的上表面,所述固定件设有通孔,所述横杆穿过所述通孔,所述横杆的长度大于所述盖板本体的宽度,所述横杆的两端均设有所述紧固钩,所述紧固钩与所述横杆的端部铰接,所述紧固钩用于与所述模具台车的外缘相扣;所述伸缩机构设于所述横杆与所述盖板本体的上表面之间,所述伸缩机构用于带动所述横杆沿所述通孔上下移动。
8、可选地,所述伸缩机构包括气缸和顶板,所述顶板与所述横杆的底部固定连接,所述气缸位于所述盖板本体的上方,所述气缸用于与外部压缩空气供给站连接。
9、可选地,所述盖板本体沿所述浇筑口的四周斜向上延伸设置有挡料板。
10、可选地,所述管片养护区包括水池养护区、喷淋养护区以及自然养护区。
11、可选地,所述成品试验区包括水平拼装试验装置、抗弯性能试验装置、抗渗性能试验装置以及抗拨性能试验装置。
12、与现有技术相比,本发明的有益效果:
13、本发明根据以下工序进行盾构管片生产:①通过钢筋笼制造区进行钢筋笼骨架的制作;②通过管片浇筑成型区将混凝土浇筑至放置有钢筋笼骨架的模具台车中,待冷却固定后形成盾构管片;③通过管片养护区对盾构管片进行养护作业,其目的是为了在盾构管片内部有足够的水分进行水化热反应,从而确保混凝土强度正常增长和避免出现裂缝,最终保证盾构管片强度和耐久性;④通过成品试验区对盾构管片进行相关性能试验,以确保盾构管片满足使用性能要求;⑤通过贮存区对满足要求的盾构管片进行贮存,以便后续调用。
14、同时,本发明在管片浇筑成型区又包括多个区域,具体的,通过钢筋笼入模区将钢筋笼骨架放置至模具台车中;通过预埋件安装区将传感器等盾构管片预埋件安装至钢筋笼骨架的相应位置;通过混凝土浇筑区将混凝土浇筑至放置有钢筋笼骨架的模具台车中;通过静停区将混凝土进行初步凝固,同时作业人员在期间还可以对盾构管片进行收面、覆盖薄膜、拨出芯棒等操作;通过蒸养区利用水蒸气改变养护环境的温度和湿度,通过加速混凝土胶凝材料的水化达到快速养护的目的;通过脱模区将成型后的盾构管片从模具台车中取出,以便进行下步工序。此外,本发明采用闭环设置的轨道将上述各区域进行依次连接,模具台车在驱动设备的驱动下沿着轨道可行走玩上述各个区域,并非依靠人工完成运转,从而实现实现对盾构管片生产线进行优化,使其生产效率提高以满足企业的产量需求。
技术特征:
1.一种盾构管片生产线,其特征在于,包括依次设置的钢筋笼制造区、管片浇注成型区、管片养护区、成品试验区以及贮存区,所述钢筋笼制造区、所述管片浇注成型区、所述管片养护区、所述成品试验区以及所述贮存区之间通过平板运输车进行钢筋笼或盾构管片运输;其中,所述管片浇注成型区包括依次循环设置的钢筋笼入模区、预埋件安装区、混凝土浇筑区、静停区、蒸养区以及脱模区,所述钢筋笼入模区、所述预埋件安装区、所述混凝土浇筑区、所述静停区、所述蒸养区以及所述脱模区之间通过闭环设置的轨道依次连通,所述轨道上滑动连接有模具台车,所述模具台车用于作为所述盾构管片的成型模具。
2.根据权利要求1所述的盾构管片生产线,其特征在于:所述蒸养区包括若干相互独立的蒸养窑,若干所述蒸养窑沿直线阵列分布,且若干所述蒸养窑通过所述轨道相互并联连接;每个所述蒸养窑中可容纳至少6台所述模具台车;每个所述蒸养窑均以导热油锅炉为热源,通过设置在所述蒸养窑内部的散热羽片对窑内空气加热,并且所述蒸养窑内部还设置有蒸汽装置。
3.根据权利要求1所述的盾构管片生产线,其特征在于:所述模具台车的底部设置有至少5个附着式振动器,至少5个所述附着式振动器呈折线状分布。
4.根据权利要求1所述的盾构管片生产线,其特征在于:所述模具台车的前侧或后侧可拆卸连接有防撞装置,所述防撞装置包括杆体件,所述杆体件的轴向两端分别设置有连接装置以及缓冲装置,所述连接装置用于与所述模具台车可拆卸连接;所述缓冲装置用于减缓与所述模具台车碰撞时的冲击力。
5.根据权利要求4所述的盾构管片生产线,其特征在于:所述连接装置包括磁力吸附块,所述磁力吸附块通过磁力与所述模具台车可拆卸连接;和/或,所述缓冲装置包括弹性橡胶块。
6.根据权利要求1所述的盾构管片生产线,其特征在于:所述模具台车的顶部可拆卸连接有浇筑盖板;所述浇筑盖板包括盖板本体、紧固机构以及伸缩机构;所述盖板本体的中部设有浇筑口;所述紧固机构包括固定件、横杆和紧固钩,所述固定件固定于所述盖板本体的上表面,所述固定件设有通孔,所述横杆穿过所述通孔,所述横杆的长度大于所述盖板本体的宽度,所述横杆的两端均设有所述紧固钩,所述紧固钩与所述横杆的端部铰接,所述紧固钩用于与所述模具台车的外缘相扣;所述伸缩机构设于所述横杆与所述盖板本体的上表面之间,所述伸缩机构用于带动所述横杆沿所述通孔上下移动。
7.根据权利要求6所述的盾构管片生产线,其特征在于:所述伸缩机构包括气缸和顶板,所述顶板与所述横杆的底部固定连接,所述气缸位于所述盖板本体的上方,所述气缸用于与外部压缩空气供给站连接。
8.根据权利要求6所述的盾构管片生产线,其特征在于:所述盖板本体沿所述浇筑口的四周斜向上延伸设置有挡料板。
9.根据权利要求1所述的盾构管片生产线,其特征在于:所述管片养护区包括水池养护区、喷淋养护区以及自然养护区。
10.根据权利要求1所述的盾构管片生产线,其特征在于:所述成品试验区包括水平拼装试验装置、抗弯性能试验装置、抗渗性能试验装置以及抗拨性能试验装置。
技术总结
本发明公开了一种盾构管片生产线,包括依次设置的钢筋笼制造区、管片浇注成型区、管片养护区、成品试验区以及贮存区,所述钢筋笼制造区、所述管片浇注成型区、所述管片养护区、所述成品试验区以及所述贮存区之间通过平板运输车进行钢筋笼或盾构管片运输;其中,所述管片浇注成型区包括依次循环设置的钢筋笼入模区、预埋件安装区、混凝土浇筑区、静停区、蒸养区以及脱模区,所述轨道上滑动连接有模具台车,所述模具台车用于作为所述盾构管片的成型模具。通过本发明实现对盾构管片生产线进行优化,使其生产效率提高以满足企业的产量需求。
技术研发人员:梁萌,徐浩,宋鹏杰,周虎兵,尚立忠,吕永军,王煜晨,胡立正,贾颖刚,廖引乾,尹辉,马旭涛,杨泽平
受保护的技术使用者:中铁二十局集团南方工程有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!