一种青瓷重压成型制坯设备及其制坯方法与流程
本发明涉及制坯,具体为一种青瓷重压成型制坯设备及其制坯方法。
背景技术:
1、印坯成型工艺是当代青瓷大批量生产的一种重要方法,利用滚压成型设备的压模头旋转挤压泥坯,并使其成型,其最大的优点在于能有效控制泥坯的大小,提高效率,减小劳动强度与劳动时间,而压坯和滚压是可以说一样的,都是把泥块放入模具,施加压力得到毛坯半成品。
2、根据公告号为cn114770705a的中国专利公开的一种多头压模的青瓷滚压成型设备及工作方法,包括基台、传送组件、若干个运载盘、若干个载物板、下压组件、移动组件和滚压组件,所述基台的顶部安装有传送组件,该设备通过使用传送组件,使青瓷滚压成型的加工过程更加流水化,同时,通过下压组件进行压槽,通过滚压组件进行滚压成型,一方面,通过使用该设备,使整个青瓷滚压成型的加工过程不需要人工进行干预,节省人力,进而避免操作人员被设备压伤,另一方面,使该设备的自动化程度更高,进一步的提高使用该设备的经济效益,所述传送组件上设置有若干个运载盘,若干个所述运载盘的顶部均设置有载物板,该设备通过设置运载盘以及载物板,起到输送泥坯的作用。
3、综上所述,上述现有技术中的缺陷是,虽然能够提升可调节的灵活性,但是难以充分利用施加的压力而快速解决制坯问题,因此仍有值得改进的空间。
技术实现思路
1、针对现有技术的不足,本发明解决其技术问题所采用的技术方案是:
2、一种青瓷重压成型制坯设备,具体包括:
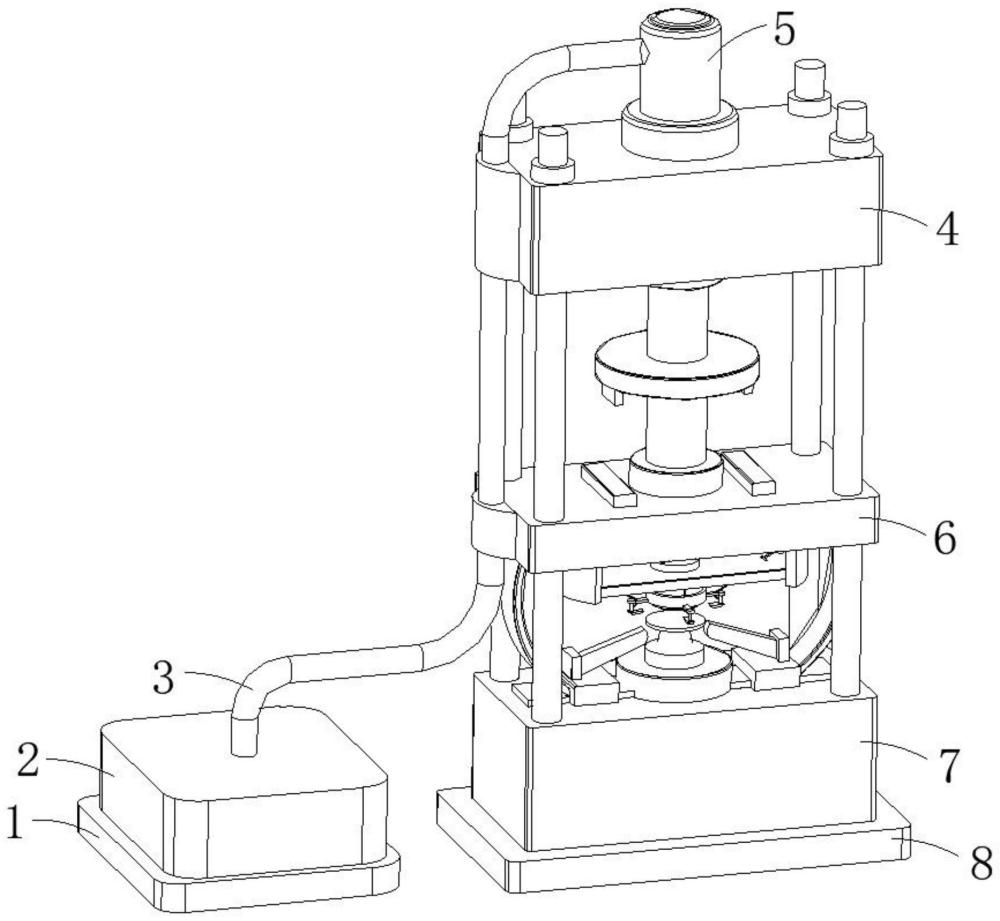
3、底座,所述底座正面顶部固定安装有鼓风机,所述鼓风机正面顶部中间固定插接有导管,所述导管顶端转动安装有垫层装置,该垫层装置用于调整设备施加的制坯压力大小,垫层装置外表面活动安装有撑座,所述垫层装置底端活动安装有制坯装置,该制坯装置用于调整升降时的高度,所述制坯装置四角处底端嵌入安装有扶持装置,所述扶持装置底端固定连接有平盘,该扶持装置用于调整制坯的稳定状态;
4、制坯装置包括升降层,所述升降层顶部固定安装有导杆,所述导杆贯穿升降层的内腔,所述升降层底端滑动安装有调角装置,所述升降层顶部中间固定安装有安置环,所述调角装置数量共有两块,且两套调角装置之间活动安装有搭接板,所述搭接板正中间活动安装有中导管,所述中导管外表面固定连接有箍套,箍套出现转动联动压刀而同步运动,压刀出现往下的旋转,所述箍套外表面固定安装有压刀。
5、进一步的,所述升降层底部中间开设有与调角装置相应的滑槽,所述调角装置为不锈钢材质,所述中导管贯穿搭接板的内部,所述调角装置还包括弯弧,所述弯弧顶部中间固定安装有上层板,所述上层板底端固定连接有中层件,中层件中部的横板逐渐同步位移,横板位移时顶端活动插接的细条受到重力影响而往下撞击,细条出现与中层件内表面撞击的趋势,所述中层件内表面活动插接有横板,所述横板远离弯弧的一端活动安装有细条,所述中层件底端中间固定连接有软条,所述软条贯穿搭接板的内腔,所述中层件嵌入安装在上层板的内腔处,所述中层件为圆弧形状结构,所述上层板通过中层件与软条相连接,所述横板和上层板二者相平行,所述中层件与上层板之间的夹角小于九十度。
6、进一步的,所述垫层装置包括套筒,所述套筒内腔处活动安装有中杆,所述中杆外表面固定套接有压环和甩盘,所述压环位于甩盘的上方,且甩盘位于中杆的中部,所述甩盘底端外缘处固定连接有卡件,所述卡件底端活动安装有垫板,垫板往靠近卡件的方向运动,垫板对卡件进行按压,垫板形成对卡件的缓冲作用,所述垫板以甩盘的中心线为参考而对称设计,所述卡件为橡胶材质,所述甩盘的直径比压环的直径大。
7、进一步的,所述扶持装置包括箱体,所述箱体顶部中间固定安装有盘座,所述盘座外表面固定安装有导板,所述导板外侧滑动安装有滑块,所述滑块远离盘座的一侧嵌入安装有带条,带条对滑块进行推动,滑块沿着导板的外侧而滑动,立架和卡条随着滑块的挤压力而位移,所述滑块顶部固定连接有立架,所述立架远离带条的一侧固定连接有卡条,所述立架和卡条以及带条的中心线均在同一直线上,所述盘座为圆柱形状,所述滑块内腔处开设有与导板相应的槽口。
8、一种青瓷重压成型制坯方法,具体包括以下步骤:
9、第一步:使用时,青瓷制作工艺流程主要包括原料准备、制泥、成型、干燥、修整、烘烤、上釉、入窑几部分,该方法主要是对制泥后的成型进行处理,制泥后的工件放入盘座的中部,启动鼓风机运动,鼓风机内部吹出风力,风力通过导管而进入至套筒的内部,中杆被作用而产生扭转,进而保证设备具有快速处理的目的;
10、第二步:当需要对制泥的高度进行调整处理时,中杆被风力作用而旋转,由于升降层与中杆之间设有相对应的反向纹理,中杆旋转而对升降层进行扭动,导杆对升降层进行导向作用,最终中杆扭转而使升降层发生往上或者往下的动作,而升降过程有利于对制泥成型的土坯造型进行调整;
11、第三步:当需要对制泥成型后的土坯进行切割打磨处理之前,需要先对底部进行稳固处理,传统的几乎都是人工用手进行底部捧住较为不便,升降层通过调节中杆的扭转方向而往下运动,升降层逐渐对带条进行挤压,带条逐渐形成往中部位移的趋势,带条对滑块进行推动,滑块沿着导板的外侧而滑动,立架和卡条随着滑块的挤压力而位移,卡条逐渐撞击制泥成型后的土坯进行固定,正面两侧的卡条形成夹持挤压的趋势,从而保证设备具有快速稳固的功能,避免弄脏人手部的状况;
12、第四步:当升降过程中,由于易因为升高过度而出现设备整体震动的状况,造成后续的打磨难以进行,即中杆被风力作用而旋转,中杆旋转带动甩盘而同步运动,甩盘出现同步的旋转,升降层往上升起至一定的位置时,升降层对垫板进行挤压,垫板往靠近卡件的方向运动,垫板对卡件进行按压,垫板形成对卡件的缓冲作用,甩盘配合卡件防止出现上升过高而影响精准度,防止升降层升降处理时出现撞击过后颠簸震动的状况,减少底部制泥成型土坯的损伤;
13、第五步,当需要对制泥成型的土坯进行处理时,中杆扭转插接至中导管的内腔处,中杆带动中导管而同步运动,中导管形成旋转,中导管带动箍套而同步运动,箍套出现转动联动压刀而同步运动,压刀出现往下的旋转,并且压刀通过升降层上下位移配合作用而对制泥成型的土坯进行剐蹭,从而保证设备具有施加压力而打磨成型的功能,减少传统的多余步骤,简化便捷施加压力打磨的步骤;
14、第六步:当需要对制泥成型的打磨角度进行调整时,利用两只手的压力从弯弧内表面顶部而往外侧推动,由于弯弧与升降层底部开设的滑槽相对应,故两个弯弧顶部逐渐往远离中部中导管的方向运动,弯弧对上层板进行带动,上层板随着弯弧的往外推动而位移,上层板带动中层件而同步运作,中层件牵引底部的软条而拉紧,软条联动底端的压刀而运动,压刀逐渐发生往靠近箍套一侧的形变,压刀进行改变打磨角度,同时中层件中部的横板逐渐同步位移,横板位移时顶端活动插接的细条受到重力影响而往下撞击,细条出现与中层件内表面撞击的趋势,细条与中层件接触发出响声,从而保证设备具有调整打磨角度、自动预警的功能。
15、本发明提供了一种青瓷重压成型制坯设备及其制坯方法。具备以下有益效果:
16、1.该青瓷重压成型制坯设备及其制坯方法,通过启动鼓风机运动,鼓风机内部吹出风力,风力通过导管而进入至套筒的内部,中杆被作用而产生扭转,进而保证设备具有快速处理的目的。
17、2.该青瓷重压成型制坯设备及其制坯方法,通过中杆旋转而对升降层进行扭动,导杆对升降层进行导向作用,最终中杆扭转而使升降层发生往上或者往下的动作,而升降过程有利于对制泥成型的土坯造型进行调整。
18、3.该青瓷重压成型制坯设备及其制坯方法,通过升降层通过调节中杆的扭转方向而往下运动,升降层逐渐对带条进行挤压,带条逐渐形成往中部位移的趋势,带条对滑块进行推动,滑块沿着导板的外侧而滑动,立架和卡条随着滑块的挤压力而位移,卡条逐渐撞击制泥成型后的土坯进行固定,正面两侧的卡条形成夹持挤压的趋势,从而保证设备具有快速稳固的功能,避免弄脏人手部的状况。
19、4.该青瓷重压成型制坯设备及其制坯方法,通过升降层往上升起至一定的位置时,升降层对垫板进行挤压,垫板往靠近卡件的方向运动,垫板对卡件进行按压,垫板形成对卡件的缓冲作用,甩盘配合卡件防止出现上升过高而影响精准度,防止升降层升降处理时出现撞击过后颠簸震动的状况,减少底部制泥成型土坯的损伤。
20、5.该青瓷重压成型制坯设备及其制坯方法,通过中导管形成旋转,中导管带动箍套而同步运动,箍套出现转动联动压刀而同步运动,压刀出现往下的旋转,并且压刀通过升降层上下位移配合作用而对制泥成型的土坯进行剐蹭,从而保证设备具有施加压力而打磨成型的功能,减少传统的多余步骤,简化便捷施加压力打磨的步骤。
21、6.该青瓷重压成型制坯设备及其制坯方法,通过中层件牵引底部的软条而拉紧,软条联动底端的压刀而运动,压刀逐渐发生往靠近箍套一侧的形变,压刀进行改变打磨角度,同时中层件中部的横板逐渐同步位移,横板位移时顶端活动插接的细条受到重力影响而往下撞击,细条出现与中层件内表面撞击的趋势,细条与中层件接触发出响声,从而保证设备具有调整打磨角度、自动预警的功能。
- 还没有人留言评论。精彩留言会获得点赞!