一种素胚倒角工装的制作方法
本技术涉及倒角加工,具体涉及一种素胚倒角工装。
背景技术:
1、众所周知,陶瓷是一种很好的绝缘体,其具有绝缘之外还具有许多优越性能而被广泛运用于工业领域。尤其是随着集成电路的快速发展,陶瓷的应用更为广泛,在集成电路的封装和其它电子设备和器件的安装和固定等方面,作为载流导体的绝缘支撑以及各种集成电路基片的陶瓷载体。这种陶瓷一般是由多个不同厚度的生瓷片堆叠压制成胚体后,再进行高温烧结成型,由于是叠层压制成型,边缘无法设计倒角,而使得需要对烧结后的陶瓷产品进行倒角修整,因陶瓷产品烧结后硬度较大,倒角修整难度大,一般需要使用砂轮机等设备进行倒角修整,其中会产生较大浓度的粉尘、陶瓷件极易缺损、生产效率低,还过渡浪费材料和砂轮等,出现加工工艺上耗时、耗力和成本较高等问题。
2、因此,针对以上问题,现有的倒角加工技术有待进一步改进。
技术实现思路
1、本实用新型的目的是为了克服现有陶瓷倒角加工上的不足,如:倒角修整难度大,工艺繁琐,耗时和耗力,生产成本较高,极易损伤陶瓷件等问题;通过对倒角加工技术的设计,采用工装支架、定位架、滑轨、滑块、倒角气缸、压料器和切刀组件,可以实现陶瓷烧结前素胚的倒角加工,素胚的陶瓷具有一定的松散性,切割倒角容易,还可以实现简化工序、降低耗材、省时省力、保证陶瓷倒角加工完整等。
2、本实用新型的技术方案具体如下:
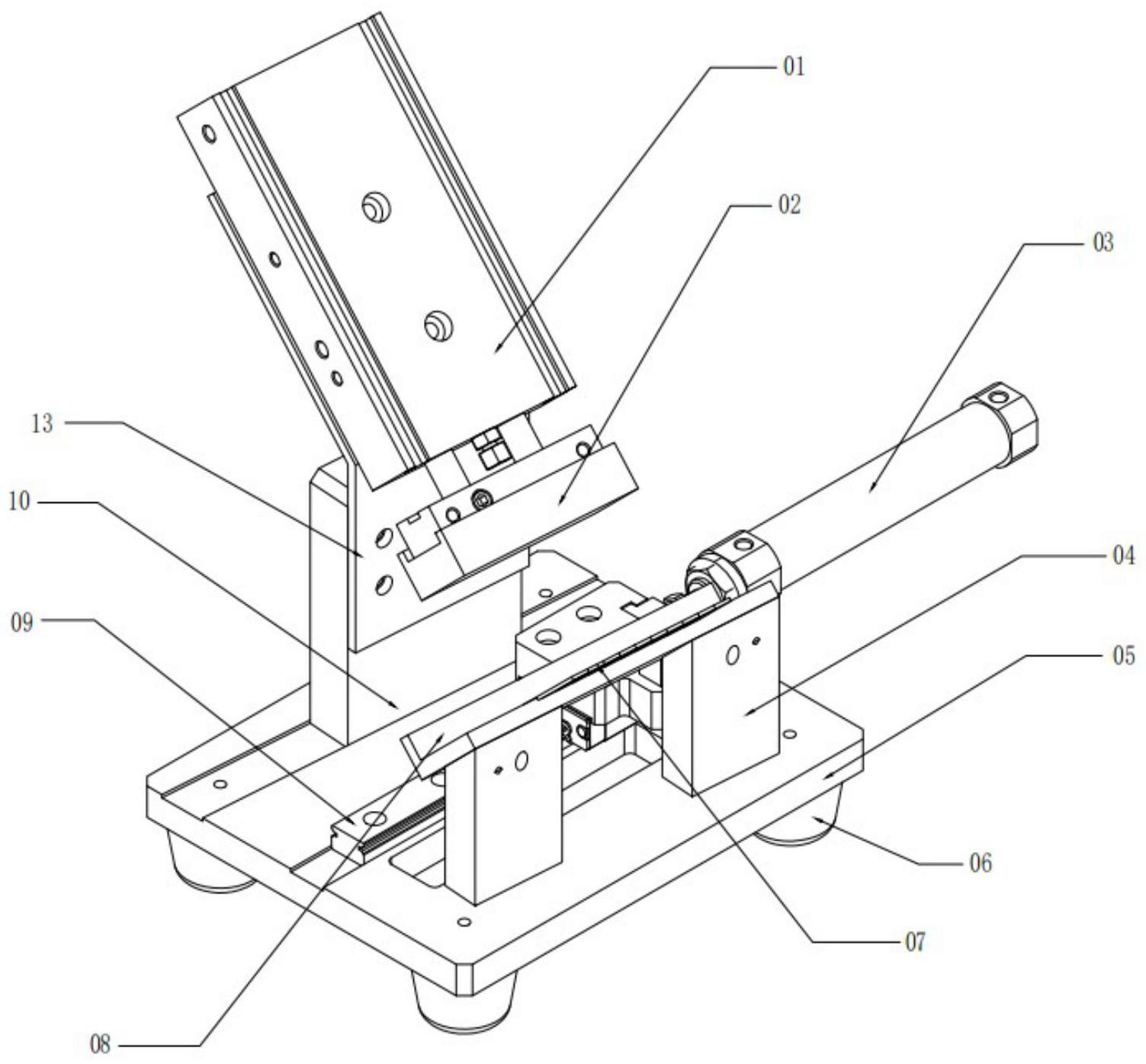
3、一种素胚倒角工装,所述素胚倒角工装包括:工装支架、定位架、滑轨、滑块、倒角气缸、压料器和切刀组件,所述工装支架上安装有所述滑轨、定位架、倒角气缸和压料器,所述滑轨上安装有所述滑块,所述滑块上安装所述切刀组件,所述滑块的一端部连接所述倒角气缸的驱动端,所述倒角气缸的驱动端推动所述滑块在所述滑轨上往复移动,所述定位架用于承载被切倒角的物体,所述压料器用于压制和稳定被切倒角的物体。
4、进一步地,所述压料器的中心轴与定位架的承载面相互垂直。
5、进一步地,所述定位架与所述滑轨相互平行设置。
6、进一步地,所述定位架为倾斜式的“l”型支架,在所述“l”型支架的直角顶角处开设有倒角槽,所述倒角槽平行于所述滑轨,且所述倒角槽用于让位被切倒角的物体。
7、进一步地,所述工装支架包括脚垫、底板和两个支撑块,所述底板的下表面上设有所述脚垫,所述脚垫用于支撑起所述底板,所述底板的上表面设有两个所述支撑块和滑轨,所述滑轨设置在两个所述支撑块之间,所述支撑块上分别安装有所述压料器和定位架。
8、进一步地,所述切刀组件包括切刀和切刀固定块,所述切刀固定块的一端安装在所述滑块上,所述切刀固定块的另一端安装有所述切刀,所述切刀用于切除被切倒角物体的倒角。
9、进一步地,所述压料器包括压料气缸和压块,所述压料气缸安装在所述工装支架上,所述压料气缸的驱动端连接所述压块,所述压块用于压制和稳定被切倒角的物体。
10、进一步地,所述压块上设有橡胶层,所述橡胶层用于防止被切倒角的物体的表面损伤。
11、进一步地,所述压料器与所述定位架均为倾斜设置在所述工装支架上。
12、进一步地,所述工装支架选取方形的工装支架。
13、进一步地,所述工装支架上设有放料槽,所述放料槽设置在所述定位架的下方。
14、有益效果
15、本实用新型通过对倒角加工技术的设计,采用工装支架、定位架、滑轨、滑块、倒角气缸、压料器和切刀组件,可以实现陶瓷烧结前素胚的倒角加工,素胚的陶瓷具有一定的松散性,切割倒角容易,还可以实现工序简化、降低耗材、省时省力、同时保证陶瓷倒角加工完整性等;采用该倒角加工技术,可以减少因熟瓷倒角导致产品破损的不良,实现无粉尘作业,减少污染,同时生产效率和质量有明显提升等;采用压料器和定位架的配合,可以实现有效定位;采用滑轨和滑块以及倒角气缸的相互配合,可以实现有效的推动切刀和稳固切刀的运行等。该倒角加工技术可以广泛应用于陶瓷产品的倒角切割中。
技术特征:
1.一种素胚倒角工装,其特征在于,所述素胚倒角工装包括:工装支架、定位架、滑轨、滑块、倒角气缸、压料器和切刀组件,所述工装支架上安装有所述滑轨、定位架、倒角气缸和压料器,所述滑轨上安装有所述滑块,所述滑块上安装所述切刀组件,所述滑块的一端部连接所述倒角气缸的驱动端,所述倒角气缸的驱动端推动所述滑块在所述滑轨上往复移动,所述定位架用于承载被切倒角的物体,所述压料器用于压制和稳定被切倒角的物体。
2.根据权利要求1所述的一种素胚倒角工装,其特征在于,所述压料器的中心轴与定位架的承载面相互垂直。
3.根据权利要求1所述的一种素胚倒角工装,其特征在于,所述定位架与所述滑轨相互平行设置。
4.根据权利要求3所述的一种素胚倒角工装,其特征在于,所述定位架为倾斜式的“l”型支架,在所述“l”型支架的直角顶角处开设有倒角槽,所述倒角槽平行于所述滑轨,且所述倒角槽用于让位被切倒角的物体。
5.根据权利要求1所述的一种素胚倒角工装,其特征在于,所述工装支架包括脚垫、底板和两个支撑块,所述底板的下表面上设有所述脚垫,所述脚垫用于支撑起所述底板,所述底板的上表面设有两个所述支撑块和滑轨,所述滑轨设置在两个所述支撑块之间,所述支撑块上分别安装有所述压料器和定位架。
6.根据权利要求1所述的一种素胚倒角工装,其特征在于,所述切刀组件包括切刀和切刀固定块,所述切刀固定块的一端安装在所述滑块上,所述切刀固定块的另一端安装有所述切刀,所述切刀用于切除被切倒角物体的倒角。
7.根据权利要求1所述的一种素胚倒角工装,其特征在于,所述压料器包括压料气缸和压块,所述压料气缸安装在所述工装支架上,所述压料气缸的驱动端连接所述压块,所述压块用于压制和稳定被切倒角的物体。
8.根据权利要求7所述的一种素胚倒角工装,其特征在于,所述压块上设有橡胶层,所述橡胶层用于防止被切倒角的物体表面损伤。
9.根据权利要求1所述的一种素胚倒角工装,其特征在于,所述压料器与所述定位架均为倾斜设置在所述工装支架上。
10.根据权利要求1所述的一种素胚倒角工装,其特征在于,所述工装支架选取方形的工装支架。
技术总结
本技术涉及倒角加工技术领域,公开了一种素胚倒角工装,其包括:工装支架、定位架、滑轨、滑块、倒角气缸、压料器和切刀组件,工装支架上安装有滑轨、定位架、倒角气缸和压料器,滑轨上安装有滑块,滑块上安装切刀组件,滑块的一端部连接倒角气缸的驱动端,倒角气缸的驱动端推动滑块在滑轨上往复移动。通过对倒角加工技术的设计,可以实现陶瓷烧结前素胚的倒角加工,素胚的陶瓷具有一定的松散性,切割倒角容易,实现工序简化、降低耗材、省时省力、同时保证陶瓷倒角加工完整性;采用该倒角加工技术,减少了因熟瓷倒角导致的产品破损,实现无粉尘作业,减少污染,同时生产效率和质量有明显提升;该倒角加工技术广泛应用于陶瓷产品的倒角切割。
技术研发人员:张帆,苏丹丹,张财盛
受保护的技术使用者:厦门海赛米克新材料科技有限公司
技术研发日:20230510
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!