一种大跨度管桁架定位装置的制作方法
本发明涉及钢结构施工,更具体地说,本发明涉及一种大跨度管桁架定位装置。
背景技术:
1、大跨度管桁架定位装置的用途主要是保证管桁架在施工过程中位置的准确性,确保结构的稳定性和安全性。因此大跨度管桁架在施工过程中需要用到定位装置,通过固定和限制管桁架在空间中的位置,防止其移动或变形。
2、经检索在现有已经公开的技术文献中,中国专利公开号cn115059308a的专利公开了一种大跨度双曲线变径倒三角管桁架拼装方法,该定位拼接方法则通过垂直投影定位、在地面放样、分段拼接、整榀桁架地面组对完成,拼装不受跨度、安装高度影响,解决了常规拼装法需要支设满堂架、投入人力及机械设备成本高、拼接过程安全风险系数大,拼接精度难控制的问题;但是该定位拼接方案还存在如下问题;
3、上述定位装置在对大跨度管桁架进行施工拼接过程中,由于大跨度管桁架主要的支撑点位在于内部的横向管架以及竖向管架,而在定位平装过程中,相邻两个横向管架以及相邻两个竖向管架难以精确进行同步定位,导致大跨度管桁架的横向管架以及竖向管架在拼接施工时,极易产生定位偏差,为此提供一种大跨度管桁架定位装置。
技术实现思路
1、为了克服现有技术的上述缺陷,本发明提供一种大跨度管桁架定位装置。
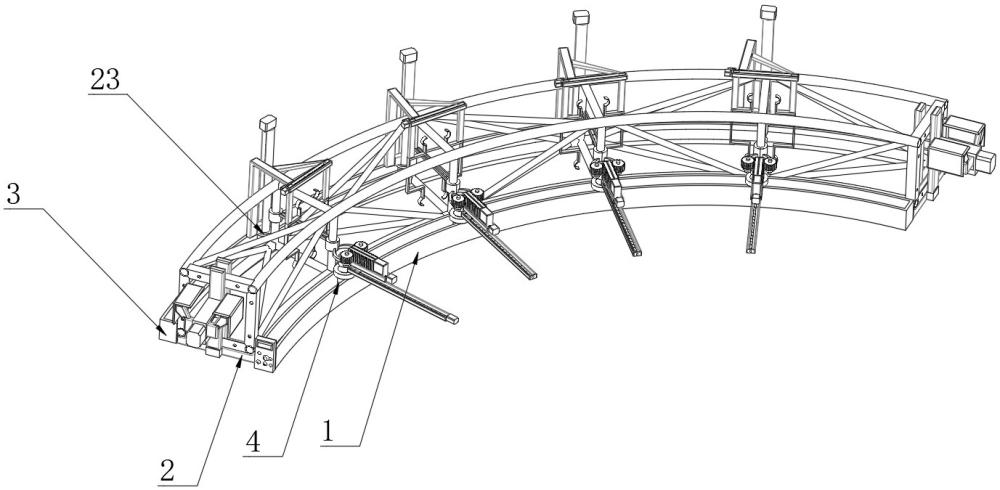
2、为实现上述目的,本发明提供如下技术方案:一种大跨度管桁架定位装置,包括弧形定位框,所述弧形定位框的一侧安装有定位支框,所述定位支框和弧形定位框之间焊接有两个定位支板,所述弧形定位框的顶端嵌入安装有竖向同步定位机构;所述竖向同步定位机构包括嵌入安装在弧形定位框顶端的多个支撑柱,每个所述支撑柱的顶端均焊接有矩形框板,在所述矩形框板的内部通过轴承转动连接有移动螺杆,在所述矩形框板的一侧固定安装有用于驱动移动螺杆旋转的第一减速电机;所述移动螺杆的外壁安装有与矩形框板滑动连接的套接支块,在所述套接支块的顶端通过压铸一体化成型有联动框板,所述联动框板的内部安装有锁紧组件;所述定位支框的顶端嵌入安装有横向同步定位组件;两个所述定位支板的一侧均安装有端部定位组件,多个所述支撑柱均与弧形定位框之间焊接,且所述套接支块的外壁与矩形框板的内壁水平滑动连接,所述矩形框板的内壁和套接支块的外壁均经抛光打磨处理。
3、优选地,所述锁紧组件包括安装在联动框板内部的套接推块;所述套接推块的内壁螺纹连接有联动螺杆,所述联动螺杆用于带动套接推块在联动框板内壁滑动,所述套接推块的一侧焊接有联动齿板,所述联动齿板的前后方均啮合传动连接有联动齿环,所述联动齿环的底端同圆心固定连接有联动转轴,所述联动转轴的外壁从上到下依次设有套接支架和套接轴块,所述套接支架分别与联动转轴外壁和联动齿环底端之间固定连接,所述联动转轴外壁与套接轴块内壁之间通过轴承转动连接,两个所述套接轴块之间焊接有加固支柱,所述加固支柱用于支撑两个套接轴块;每个所述套接支架的一侧均从右到左依次设有两个定位弧板,其中一个所述定位弧板与套接支架之间焊接,两个所述定位弧板之间通过压铸一体化成型有连接支条,所述联动框板与加固支柱之间焊接有连接柱,所述加固支柱和连接柱均由不锈钢材质制成,所述联动框板的一侧固定安装有用于驱动联动螺杆旋转的传动电机,所述传动电机输出端与联动螺杆一端部之间同轴传动连接,所述弧形定位框的一端部固定连接有控制器,所述弧形定位框的横截面形状设为圆弧形。
4、依据上述技术方案在使用时,启动第一减速电机带动移动螺杆在矩形框板内部正转,套接支块使联动框板携带连接柱使加固支柱移动,两个套接轴块分别带动其相应的联动转轴移动,联动转轴携带套接支架使定位弧板携带连接支条移动,两个定位弧板分别位于大跨度管桁架的两个竖向管桁架位置时,启动传动电机带动联动螺杆在联动框板内部向右滑动,套接推块在螺纹的作用下携带联动齿板使两个联动齿环旋转,联动转轴在套接轴块内部旋转,同时联动转轴带动套接支架使定位弧板旋转,两个套接支架相互旋转靠近,定位弧板带动连接支条使另外一个定位弧板旋转,两组相邻的两个定位弧板分别支撑两个竖向管桁架外壁位置,实现同步竖向锁紧操作。
5、优选地,所述横向同步定位组件包括嵌入固定安装在定位支框顶端的多个连接支柱;每个所述连接支柱的顶端均焊接有矩形框柱,所述矩形框柱的内部由内到外依次设有竖向螺杆和螺纹套块,所述竖向螺杆外壁与螺纹套块内壁螺纹连接,所述矩形框柱的顶端固定连接有用于驱动竖向螺杆旋转的驱动电机,所述螺纹套块的一侧由下到上依次安装有l形连接架和支撑框板;所述支撑框板的内壁转动连接有双向螺杆,在所述双向螺杆的外壁从前到后依次螺纹连接有两个滑动套块,且所述支撑框板的一侧固定安装有用于驱动双向螺杆旋转的联动电机,每个所述滑动套块的底端均焊接有连接支架,所述连接支架的底端通过压铸一体化成型有竖向定位板,所述螺纹套块外壁与矩形框柱内壁竖向滑动连接,且所述l形连接架分别与螺纹套块和支撑框板之间固定连接,两个所述滑动套块均与支撑框板内壁水平滑动连接,两个所述滑动套块关于支撑框板中部对称设置,所述双向螺杆的外壁两螺纹相反且对称开设。
6、依据上述技术方案在使用时,控制器驱动多个驱动电机同步传动,驱动电机带动竖向螺杆在矩形框柱内部旋转,竖向螺杆携带螺纹套块在螺纹的作用下沿着矩形框柱内部导向上滑,同时螺纹套块在上移过程中带动l形连接架使支撑框板上移,滑动套块携带连接支架使竖向定位板上移,当两个竖向定位板上的两个弧形槽部位分别对接两个横向管桁架水平位置时,通过控制器启动联动电机驱动双向螺杆在支撑框板内部旋转,双向螺杆带动两个滑动套块在螺纹的作用下相互靠近,两个竖向定位板能够挤压在两个横向管桁架外壁位置实现同步定位。
7、优选地,所述端部定位组件包括安装在定位支板一侧的支撑块;所述支撑块的顶端焊接有端部定位板,在所述端部定位板的一侧设有与定位支板顶端固定连接的支撑定位板,所述端部定位板的另一侧通过压铸一体化成型有导向矩形框;所述导向矩形框的内壁转动连接有定位螺杆,在所述定位螺杆的外壁设有与导向矩形框水平滑动连接的挤压套块,所述导向矩形框的一侧固定连接有用于驱动定位螺杆旋转的第二减速电机,且所述挤压套块的前后方均焊接有连接支块,每个所述连接支块的顶端均焊接有竖截面形状为l形的拐角定位板,所述定位螺杆的外壁与挤压套块内壁螺纹连接,所述挤压套块的外壁和导向矩形框的内壁均经抛光打磨处理。
8、依据上述技术方案在使用时,将大跨度管桁架端部放置在支撑定位板和端部定位板之间的空隙中,通过支撑块对端部定位板提供支撑力,第二减速电机驱动定位螺杆在导向矩形框内部稳定旋转,挤压套块携带两个连接支块向右滑动,连接支块带动拐角定位板移动,两个拐角定位板能够插入到大跨度管桁架端部内壁的两个上拐角点位,实现端部定位施工。
9、本发明的技术效果和优点:
10、本发明采用竖向同步定位机构、锁紧组件启动第一减速电机带动移动螺杆在矩形框板内部正转,两个定位弧板分别位于大跨度管桁架的两个竖向管桁架位置时,启动传动电机带动联动螺杆在联动框板内部向右滑动,套接推块在螺纹的作用下携带联动齿板使两个联动齿环旋转,联动转轴带动套接支架使定位弧板旋转,两个套接支架相互旋转靠近,对两个竖向管桁架位置实现同步锁紧定位,保证了相邻两个竖向管桁架位置为指定距离,提升大跨度管桁架的竖向管架定位精确性;
11、本发明采用横向同步定位组件使驱动电机带动竖向螺杆在矩形框柱内部旋转,螺纹套块在上移过程中带动l形连接架使支撑框板上移,滑动套块携带连接支架使竖向定位板上移,当两个竖向定位板上的两个弧形槽部位分别对接两个横向管桁架水平位置时,启动联动电机驱动双向螺杆在支撑框板内部旋转,两个滑动套块在螺纹的作用下相互靠近,同步对两个横向管桁架实现精确定位,定位精确性大幅度提高;
12、本发明采用端部定位组件将大跨度管桁架端部放置在支撑定位板和端部定位板之间的空隙中,第二减速电机驱动定位螺杆在导向矩形框内部稳定旋转,挤压套块携带两个连接支块向右滑动,连接支块带动拐角定位板移动,两个拐角定位板能够插入到大跨度管桁架端部内壁的两个上拐角点位,对大跨度管桁架两端部进行精确定位,大幅度提高定位施工精确性;
13、根据上述多个结构的相互影响,首先对大跨度管桁架两端部进行精确定位,再对两个竖向管桁架位置实现同步锁紧定位,最后同步对两个横向管桁架实现精确定位,综上能够对大跨度管桁架两端和横向管桁架以及竖向管桁架实现同步精确定位,多节点同步精确定位,大幅度提高定位精确性。
- 还没有人留言评论。精彩留言会获得点赞!