一种异形双层金属保温壶制造工艺及保温壶的制作方法
1.本发明涉及水壶及其制造领域,尤其是一种异形双层金属保温壶制造工艺及保温壶。
背景技术:
2.现有的异形保温壶,其外形与一般水壶不同:壶身并非完全规则的圆柱形,而是具有一向内凹陷的预留空间区域;在该区域内可以安装独立手柄,并为用户握住手柄预留余地。为了达到更好的保温效果,壶身采用了目前流行的双层不锈钢材质,不锈钢之间有真空层。然而,现有技术对该类异形保温壶进行抽真空时存在问题:由于外形结构的独特性,壶身凹陷处所在的面与其他面受力不均,在抽真空时易变形,从而影响良品率。在产品外形设计及结构基本定型的情况下,如何解决生产上的良品率问题是当前亟需解决的问题。
技术实现要素:
3.为解决上述问题,本发明提供一种异形双层金属保温壶制造工艺及保温壶,通过工艺步骤和结构的改进,在保证产品外形设计及结构基本定型的情况下,极大提高了产品的良品率。
4.一种异形双层金属保温壶制造工艺,包括:
5.对壶身的内胆和外壳分别进行切割,从所述内胆和外壳上切割出同比例大小的把位区域;所述内胆和外壳均为金属材质且形状相对应,所述把位区域向内凹陷且使所述内胆和外壳上具有同比例大小的缺口;
6.通过焊接方式将一形状与所述缺口相匹配的内胆手把片与所述内胆固定,并对所述内胆进行封底;
7.将所述内胆和外壳压合在一起,并进行配口焊接,使所述内胆和外壳固定为一体;
8.通过焊接方式将一形状与所述缺口相匹配的外壳手把片与所述外壳固定,并对所述外壳进行封底,使得封底后的内胆和外壳,与所述内胆手把片、外壳手把片共同围成一夹空层;
9.对所述夹空层进行抽真空操作,得到带真空层的壶身;
10.在所述把位区域安装预设的手柄部,使所述手柄部与所述壶身固定连接;
11.其中,所述内胆手把片的外表面设有多个凸点,所述凸点上设有绝缘材料;所述凸点与所述外壳手把片相抵,且使得所述绝缘材料介于所述凸点和所述外壳手把片之间;
12.或者,所述外胆手把片的内表面设有多个凸点,所述凸点上设有绝缘材料;所述凸点与所述内壳手把片相抵,且使得所述绝缘材料介于所述凸点和所述外壳手把片之间;
13.或者,所述内胆手把片或外壳手把片向内凹陷呈预设形状;
14.或者,所述内胆手把片或外壳手把片向外凸出呈预设形状;
15.或者,所述内胆手把片和外壳手把片之间塞有隔温填充物;
16.或者,所述内胆手把片或外壳手把片上设有支撑件;
17.或者,所述内胆手把片或外壳手把片上设有加强筋;
18.或者,所述内胆手把片和外壳手把片之间的距离在3毫米及以上;
19.或者,所述内胆手把片或外壳手把片采用1毫米以上的金属材料。
20.一种异形双层金属保温壶,包括手柄部和带真空层的壶身,所述异形双层金属保温壶由如上述的异形双层金属保温壶制造工艺获得。
21.本发明提供的一种异形双层金属保温壶制造工艺及由此工艺制造得到的保温壶,先切割出带有把位区域的异形内胆和外壳,使内胆和外壳上均具有同比例大小的缺口;然后将与缺口尺寸匹配的内胆手把片和外壳手把片分别与内胆和外壳固定,并进行封底,使得封底后的内胆和外壳,与内胆手把片、外壳手把片共同围成待抽真空的夹空层。通过在内胆手把片、外壳手把片的内、外表面设置加强筋、支撑件,将内胆手把片、外壳手把片设置成向内凹、向外凸的预设形状,在内胆手把片和外壳手把片之间增加隔温填充物,或设置带绝缘材料的凸点,以及设置内胆手把片和外壳手把片的厚度、将内胆手把片和外壳手把片之间的距离进行控制,均可以保证在进行抽真空时,很好的控制内胆手把片和外壳手把片之间的距离,以防止强压使把位区域处的壶身变形,极大提高了产品的良品率。
附图说明
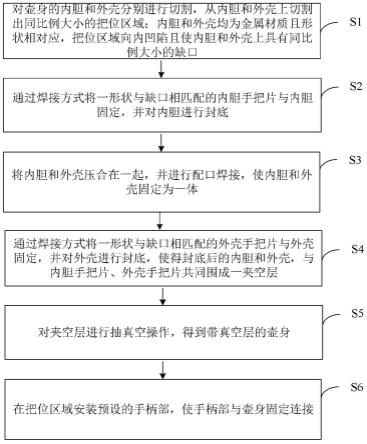
22.图1为本发明实施例中异形双层金属保温壶制造工艺的流程图;
23.图2为本发明实施例中内胆的示意图;
24.图3为本发明实施例中对内胆进行切割后的示意图;
25.图4为本发明实施例中对外壳进行切割后的示意图;
26.图5为本发明实施例中对内胆手把片和外壳手把片压合后的示意图;
27.图6为本发明实施例中对内胆和外壳压合后的示意图;
28.图7为本发明实施例中对内胆和外壳压合后的局部放大图;
29.图8为本发明实施例中对壶身进行抽真空时的示意图;
30.图9为本发明实施例中将手柄部安装于壶身上后的示意图;
31.图10为本发明实施例中带凸点的内胆手把片的示意图;
32.图11为本发明实施例中向外凸成弧形的外壳手把片的示意图;
33.图12为本发明实施例中在外壳手把片上设置支撑件的示意图;
34.图13为本发明实施例中在内胆手把片上设置加强筋的示意图;
35.图14为本发明实施例中在外壳手把片上设置扣件的示意图;
36.图15为本发明实施例中手柄部的示意图;
37.说明书附图中的标记如下:
38.1、内胆;2、外壳;3、把位区域;4、缺口;5、夹空层;7、内胆手把片;8、外壳手把片;9、手把部;91、手握处;92、壶身接触面;100、抽真空孔;101、凸点;102、支撑件;103、加强筋;104、扣件;
具体实施方式
39.为了使本发明所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅
用以解释本发明,并不用于限定本发明。
40.提供一种异形双层金属保温壶制造工艺,其流程如图1所示,并包括如下步骤:
41.s1:对壶身的内胆和外壳分别进行切割,从内胆和外壳上切割出同比例大小的把位区域;内胆和外壳均为金属材质且形状相对应,把位区域向内凹陷且使内胆和外壳上具有同比例大小的缺口。
42.其中,壶身的内胆如图2所示,整体呈圆柱形,上端有壶口,底部有开口;同时,外壳的形状与之相同,但尺寸略大于内胆。具体地,通过激光切割的方式,对内胆和外壳分别进行切割,切出一个向内凹陷的把位区域3(如图3、4所示),并且,使内胆和外壳上具有同比例大小的缺口4。
43.s2:通过焊接方式将一形状与缺口相匹配的内胆手把片与内胆固定,并对内胆进行封底。
44.如图5所示,内胆手把片7和外壳手把片8的形状均与缺口的形状相匹配,可将缺口弥补;具体地,通过氩弧焊,激光焊等方式将内胆手把片与内胆焊接在一起并填补缺口。在完成焊接内胆手把片之后,对内胆进行封底,即,在内胆的底部焊接一底座,以封闭内胆底部。
45.s3:将内胆和外壳压合在一起,并进行配口焊接,使内胆和外壳固定为一体。
46.具体地,将内胆从外壳底部的开口处装入,然后进行配口焊,即,在内胆和外壳的壶口处进行焊接,使得内胆和外壳固定为一体。
47.s4:通过焊接方式将一形状与缺口相匹配的外壳手把片与外壳固定,并对外壳进行封底,使得内胆、内胆手把片、外壳、外壳手把片共同围成一夹空层。
48.具体地,如图5至7所示,先通过氩弧焊,激光焊等方式将一形状与缺口相匹配的外壳手把片与外壳固定,然后与对内胆封底同样的方式对外壳进行封底,底座可以为金属材质,通过焊接方式与壶身固定,从而使得内胆、内胆手把片、外壳、外壳手把片共同围成一夹空层5,得到如图8所示的壶身,其中,外壳的底座上设有抽真空孔100。
49.s5:对夹空层进行抽真空操作,得到带真空层的壶身。
50.具体地,在进行抽真空时,通过抽真空机从抽真空孔处抽出夹空层的空气,从而得到带真空层的壶身。
51.s6:在把位区域安装预设的手柄部,使手柄部与壶身固定连接。
52.手柄部为为一独立结构件,其形状不作具体限制。同时,手柄部可以通过多种方式安装在把位区域内,使之与壶身固定连接后,得到带手柄的壶身。如图9所示,为带手柄部的壶身。至此,完成了异形双层金属保温壶的主要制造步骤。其中,内胆手把片和外壳手把片的具体结构对抽真空有重要影响,包括如下几种实现方式:
53.实施例1,如图10所示,内胆手把片的外表面设有多个凸点101,凸点上设有绝缘材料;凸点与外壳手把片相抵,且使得绝缘材料介于凸点和外壳手把片之间。同理,或者在外胆手把片的内表面设有多个凸点101,凸点上设有绝缘材料;凸点与内壳手把片相抵,且使得绝缘材料介于凸点和外壳手把片之间,其作用相同。
54.其中,内胆手把片的外表面是指朝向外壳手把片的一面,外壳手把片的内表面是指朝向内胆手把片的一面;凸点的形状、数量、材料、位置均不限,例如可以采用金属焊接在手把片上,或与手把片一体成型而成;绝缘材料可以灵活选择。凸点用于撑起两个手把片之
间的夹空层,防止抽真空时手把片变形;绝缘材料可以增强隔热性能。
55.实施例2,如图11所示,内胆手把片或外壳手把片向内凹陷呈预设形状,包括但不限于圆弧形、半球形、三角形、多边形、文字、图案等;同理,内胆手把片或外壳手把片可以向外凸出呈预设形状;凹陷或凸出可以灵活组合使用,其通过凹陷或凸出的形状可以分散抽真空时所受的应力,起到防止变形的作用。
56.实施例3,内胆手把片和外壳手把片之间塞有隔温填充物;隔温填充物采用如石棉等材料,不仅起到隔温作用,还可以防止两手把片应抽真空而互相挤压变形。
57.实施例4,如图12所示,内胆手把片或外壳手把片上设有支撑件102。支撑件采用如不锈钢板等金属材质,可以设置在内胆手把片或外壳手把片的内表面和/或外表面,而支撑件的形状、数量及位置也不限。
58.实施例5,如图13所示,内胆手把片或外壳手把片上设有加强筋103。加强筋可以是焊接在手把片上,或与手把片一体冲压成形而成,同时,加强筋的形状、数量、位置、排列方式等均不作限制,其用于加强手把片的强度,可以防止在抽真空时手把片变形。
59.实施例6,内胆手把片和外壳手把片之间的距离在3毫米及以上。即,在将内胆手把片、外壳手把片分别与内胆和外壳固定时,控制两手把片之间的间隔距离,即对应夹空层的宽度。在抽真空时,由于两手把片之间具有足够大的距离,可以应对轻微变形,使得抽真空层后真空层的宽度控制在预设范围内。
60.实施例7,内胆手把片或外壳手把片采用1毫米以上的金属材料。即,通过增加手把片的厚度,如采用钛合金等材料,同样可以起到抽真空时防变形的作用。
61.可以理解地,上述实施例中的实现方式可以灵活组合使用,此处不赘述。
62.进一步地,如图14所示,在外壳手把片的外表面上焊接有扣件104,扣件位于把位区域的上端或下端,扣件用于与手柄部扣合;同样的,手柄部上也设有相应的扣件,即,手柄部与壶身的结合方式可以多样,不仅可以焊接,还可以通过扣件方式进行扣合。
63.提供一种异形双层金属保温壶,包括手柄部和带真空层的壶身,该异形双层金属保温壶由如上述的异形双层金属保温壶制造工艺获得。
64.进一步地,如图9所示,手柄部9为竖条形,且手柄部的高度与把位区域的高度相当;当所手柄部卡入把位区域并与外壳手把片焊接或扣合固定时,手柄部垂直于水平面。
65.进一步地,如图15所示,手柄部包括手握处91和壶身接触面92;手握处与水平面垂直,壶身接触面与缺口的尺寸相匹配;手握处与壶身接触面合围成一空心区域。由于壶身接触面与外壳手把片相接,增大了手柄与壶身的接触面积,可进一步提供手柄处的强度,尤其适用一些大容量的壶身。
66.以上是对本发明异形双层金属保温壶制造工艺及保温壶进行的阐述,用于帮助理解本发明;但本发明的实施方式并不受上述实施例的限制,任何未背离本发明原理下所作的改变、修饰、替代、组合、简化,均应为等效的置换方式,都包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1