一种沟盖板的制作方法
1.本发明涉及沟盖板技术领域,具体为一种沟盖板。
背景技术:
2.沟盖板采用钢格板制造,广泛应用于市政道路,园林设施、住宅小区、学校、体育场馆等不同场所。但是传统的沟盖板大多采用压焊方式,此结构工艺导致沟盖板的横杆和承载板的间距比较大,不利于防止小物品的坠入,以及不利于女士穿高跟鞋在上面行走,此工艺耗能比较高,并且还伴随着大量污染,不利于节能减排。
技术实现要素:
3.本发明所要解决的技术问题在于针对上述现有技术中的不足,提出一种沟盖板。
4.本发明解决其技术问题所采用的技术方案是:
5.一种沟盖板,包括包边扁钢、横杆和承载扁钢;
6.所述包边扁钢为两个,两个所述包边扁钢并行排列设置;
7.所述承载扁钢为多个,多个所述承载扁钢均匀并行排列设置在两个所述包边扁钢之间,所述承载扁钢顶部表面均匀开设有多个凹槽,所述凹槽从顶部向底部逐渐收窄;
8.所述横杆为多个,多个所述横杆并行设置在所述承载扁钢的凹槽内。
9.进一步地,所述凹槽顶部最宽处与所述凹槽底部最窄处相差0.03-0.05mm。
10.进一步地,所述横杆顶部平面低于承载扁钢的顶部平面。
11.进一步地,所述横杆顶部平面比所述承载扁钢的顶部平面低0.8-1.2mm。
12.进一步地,还包括卡扣,多个所述卡扣设置在所述包边扁钢的内侧壁上。
13.进一步地,所述凹槽顶部两侧壁进行倒角设置。
14.进一步地,所述凹槽顶部最宽处为1.85mm-1.95mm,所述凹槽底部最窄处为 1.75mm-1.77mm。
15.进一步地,所述横杆尺寸为宽8mm,厚1.8mm。
16.一种沟盖板的加工方法,包括如下步骤:
17.步骤一:取代加工的钢板;
18.步骤二:用激光切割机将钢板切成承载扁钢形状,并且在钢板的顶部切割出凹槽;
19.步骤三:将切割完的承载扁钢放在胎具上;
20.步骤四:在胎具上摆放成排的承载扁钢;
21.步骤五:将横杆插在承载扁钢的凹槽顶部;
22.步骤六:用压力机将横杆压入凹槽;
23.步骤七:将包边扁钢焊接在承载扁钢的两端;
24.步骤八:将卡扣焊接在包边扁钢内侧表面上。
25.进一步地,所述步骤六中,用压力机将横杆底部压到凹槽底壁上,所述横杆法人顶部表面比承载扁钢的顶部表面底0.8mm-1.2mm。
26.本发明与现有技术相比具有以下优点:
27.1、采用激光切割技术时沟盖板的尺寸精准,外观漂亮。
28.2、通过采用激光切割技术对承载扁钢的凹槽进行切割,并采用压缩方式使承载扁钢和横杆固定降低了能耗,减少了污染。
29.3、此沟盖板的横杆之间的间距很小,有效阻止小物品坠入。
30.4、此沟盖板的横杆之间的间距很小,有利于女士穿高跟鞋在上面行走。
附图说明
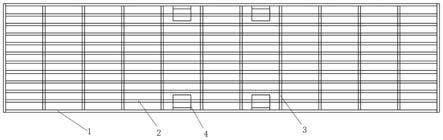
31.图1为本发明的正面结构示意图;
32.图2为本发明的反面结构示意图;
33.图3为本发明的承载扁钢结构示意图;
34.图4为本发明的承载扁钢与横杆连接结构示意图;
35.图5为本发明的卡扣结构示意图。
36.其中,1-包边扁钢、2-横杆、3-承载扁钢、4-卡扣、5-凹槽。
具体实施方式
37.下面结合附图及实施例描述本发明具体实施方式:
38.需要说明的是,本说明书所附图中示意的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本发明可实施的限定条件,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产生的功效及所能达成的目的下,均应仍落在本发明所揭示的技术内容得能涵盖的范围内。
39.同时,本说明书中所引用的如“上”、“下”、“左”、“右”、“中间”及“一”等的用语,亦仅为便于叙述的明了,而非用以限定本发明可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本发明可实施的范畴。
40.本发明的一个具体实施例,如图1至图5所示,公开了一种沟盖板,包括包边扁钢1、横杆2和承载扁钢3;
41.所述包边扁钢1为两个,两个所述包边扁钢1并行排列设置;
42.所述承载扁钢3为多个,多个所述承载扁钢3均匀并行排列设置在两个所述包边扁钢1之间,所述承载扁钢3顶部表面均匀开设有多个凹槽5,所述凹槽5从顶部向底部逐渐收窄;
43.所述横杆2为多个,多个所述横杆2并行设置在所述承载扁钢3的凹槽5内。
44.具体而言,所述凹槽5顶部最宽处与所述凹槽5底部最窄处相差0.03-0.05mm。
45.凹槽上宽下窄,便于横杆放入凹槽中,有利于压力机将承载扁钢和横杆锁紧。
46.具体而言,所述横杆2顶部平面低于承载扁钢3的顶部平面。
47.具体而言,所述横杆2顶部平面比所述承载扁钢3的顶部平面低0.8-1.2mm。
48.横杆2顶部平面比所述承载扁钢3的顶部平面低,可以起到防滑的作用。
49.具体而言,还包括卡扣4,多个所述卡扣4设置在所述包边扁钢1的内侧壁上。
50.卡扣的设置有利于沟盖板与沟槽卡紧固定。
51.具体而言,所述凹槽5顶部两侧壁进行倒角设置。
52.凹槽5顶部两侧壁进行倒角便于横杆放在凹槽内,便于操作,节省放入时间,提高效率。
53.具体而言,所述凹槽5顶部最宽处为1.85mm-1.95mm,所述凹槽5底部最窄处为 1.75mm-1.77mm。
54.具体而言,所述横杆2尺寸为宽8mm,厚1.8mm。
55.一种沟盖板的加工方法,包括如下步骤:
56.步骤一:取代加工的钢板;
57.步骤二:用激光切割机将钢板切成承载扁钢形状,并且在钢板的顶部切割出凹槽;
58.步骤三:将切割完的承载扁钢放在胎具上;
59.步骤四:在胎具上摆放成排的承载扁钢;
60.步骤五:将横杆插在承载扁钢的凹槽顶部;
61.步骤六:用压力机将横杆压入凹槽;
62.步骤七:将包边扁钢焊接在承载扁钢的两端;
63.步骤八:将卡扣焊接在包边扁钢内侧表面上。
64.具体而言,所述步骤六中,用压力机将横杆底部压到凹槽底壁上,所述横杆法人顶部表面比承载扁钢的顶部表面低0.8mm-1.2mm。
65.参见图1和图2,图1和图2介绍了本发明的正面结构和反面结构,包括包边扁钢1、横杆2和承载扁钢3;所述包边扁钢1为两个,两个所述包边扁钢1并行排列设置在所述承载扁钢3的两端,所述承载扁钢3与包边扁钢1通过焊接连接,所述承载扁钢3为多个,多个所述承载扁钢3均匀并行排列设置在两个所述包边扁钢1之间,所述横杆2为多个,多个所述横杆2并行设置在所述承载扁钢3的凹槽5内。
66.参见图3,图3介绍了本发明的承载扁钢结构,所述承载扁钢3底部两侧呈阶梯状结构,所述承载扁钢3顶部表面均匀开设有多个凹槽5,所述凹槽5从顶部向底部逐渐收窄,所述凹槽5顶部最宽处为1.85mm-1.95mm,所述凹槽5底部最窄处为1.75mm-1.77mm,所述凹槽 5顶部最宽处与所述凹槽5底部最窄处相差0.03mm-0.05mm。
67.参见图4,图4介绍了本发明的承载扁钢与横杆连接结构,所述横杆2为多个,多个所述横杆2并行设置在所述承载扁钢3的凹槽5内,所述横杆2顶部平面低于承载扁钢3的顶部平面,所述横杆2顶部平面比所述承载扁钢3的顶部平面低0.8-1.2mm。
68.参见图5,图5介绍了卡扣结构,多个所述卡扣4设置在所述包边扁钢的内侧壁上。
69.上面结合附图对本发明优选实施方式作了详细说明,但是本发明不限于上述实施方式,在本领域普通技术人员所具备的知识范围内,还可以在不脱离本发明宗旨的前提下做出各种变化。
70.不脱离本发明的构思和范围可以做出许多其他改变和改型。应当理解,本发明不限于特定的实施方式,本发明的范围由所附权利要求限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1