一种用于CRTSⅢ型轨道板施工的精调机器人的制作方法
一种用于crtsⅲ型轨道板施工的精调机器人
技术领域
[0001]
本实用新型涉及高速铁路无砟轨道施工技术领域,具体涉及一种用于crtsⅲ型轨道板施工的精调机器人
背景技术:
[0002]
目前crtsⅲ型轨道板施工精调设备是“精调爪+扭力扳手”。每块轨道板4个角点位置各安装1个精调爪,配置4名精调工人,工人根据各自位置的轨道板测量调整数据,凭借着经验及熟练程度来转动精调爪调节螺杆上的扭力扳手,先调节高程螺杆,再调节方向螺杆,调节过程中高程和方向调节量相互影响;要经过多次测量、多次调节,典型的全人工作业模式,工序繁杂、人力投入多、工作量增大、精调效率低,且精调精度受人工影响因素较大,精度得不到有效控制。
技术实现要素:
[0003]
本实用新型提出的一种用于crtsⅲ型轨道板施工的精调机器人,可解决现有crtsⅲ型轨道板施工精调工序繁琐,效率低的技术问题。
[0004]
为实现上述目的,本实用新型采用了以下技术方案:
[0005]
包括控制器,以及分别与控制器通讯连接的行走装置、导向定位装置、检测装置、调节装置;
[0006]
所述检测装置包括升降支架一、承轨台检测模具及弹性连接装置;
[0007]
所述升降支架一与承轨台检测模具通过弹性连接装置进行弹性连接,升降支架一由液压控制系统控制其升降;弹性连接装置确保了检测模具在轨道板的承轨槽内定位时自由调整;
[0008]
承轨台检测模具包括精密棱镜、托盘、接触传感器,精密棱镜杆固定在托盘底部中心位置,与托盘底面垂直,接触传感器分别安装在托盘底部和侧面,每个托盘底部安装3个接触传感器,按等边三角形设计安装,托盘2个侧面各安装2个接触传感器,每个侧面传感器安装在同一高度;
[0009]
所述检测装置的检测方法包括,
[0010]
当精调机器人精确定位后,升降支架下降,检测模具随支架下落到承轨槽内,在弹性连接装置作用下,检测模具对自身位置进行精密调整,直至托盘底面、侧面与检测的承轨台底面、各钳口面完全密贴;
[0011]
接触传感器进一步实时检测托盘底面和侧面与承轨台检测面的密贴情况,若某一个面没有密贴,则传感器实时显示数据异常报警,确保了检测模具的定位精度;
[0012]
所述承轨台检测模具模拟承轨台上标准轨道2个结构尺寸进行设计制造,一个是轨道结构高度h,一个是标准轨距l;
[0013]
检测模具放入标准轨道板的承轨台内,托盘底部和托盘侧面的所有接触传感器与承轨台面、钳口面完全密贴状态下,检测模具的棱镜中心就是承轨台铺设标准轨道后的钢
轨中心。
[0014]
进一步的,所述调节装置包括升降支架二、液压传动系统、双向调节臂和伺服电机;
[0015]
所述液压传动系统为升降支架二的升降提供动力,完成升降支架的升降功能;
[0016]
升降支架二包括液压轴承、支架横梁,液压轴承上端与支架横梁中部固定联结;
[0017]
所述双向调节臂包括横向调节臂和竖向调节臂,分别由固定臂和活动臂组成,双向调节臂的固定臂一端与升降支架横梁端头固定连接,活动臂一端与固定臂另一端通过绞球连接,可前后左右或任意方向摆动;
[0018]
活动臂另一端设计为喇叭口的螺母,便于与双向调节器上的调节螺杆快速连接,提高了双向调节臂与双向调节器的调节螺杆之间自适应连接功效;
[0019]
伺服电机为双向调节臂转动提供动力,驱动双向调节臂转动,同时带动调节器的调节螺杆转动,完成对轨道板的平面和高程同步精确调节。
[0020]
进一步的,所述导向定位装置包括2个精密激光传感器、支架,支架安装固定在机器人单侧,根据轨道板承轨台结构尺寸,支架高度设计为距行走轮底部设定高度位置,支架两端之间长度设计为设定值,激光传感器安装在机器人固定支架两端同一高度位置;
[0021]
轨道板上的承轨台端弧面为激光传感器的感应区,相邻两根承轨台之间的空档区为非感应区,当机器人在轨道板中间行走时,可确保首尾两端激光传感器同时进入感应区或同时进入非感应区;
[0022]
当机器人进入传感器感应区时,激光传感器开始进行测量,并实时将测量数据信息传输至控制系统,控制系统通过循环控制算法软件进行计算,根据计算结果,实时调整机器人姿态位置,大大提高了精调机器人的定位功效和定位精度。
[0023]
进一步的,所述行走装置包括2对行走轮,前后对称设置安装,每个行走轮由多个可以自由旋转椭圆柱形的辊子组成,辊子轴线与轮子轴线设计成α角,行走轮前行时,轮子上的椭圆柱形辊子随行走轮一起前行,同时带动自身转动,通过辊子的自身转动,实现了行走轮前行时,同步可以侧向移动,通过2对行走轮前后对称设置,组合使用,以及各轮子转动方向和速度的协调控制,使机器人在行进中,同步可向任意方向移动。
[0024]
进一步的,所述控制器包括循环控制算法是计算运动状态下的机器人设定值与实际值之间的误差e,误差e包含机器人在定位时的里程方向偏差值、中线方向偏差值以及机身倾斜方向偏差值;
[0025]
其计算模型如下:
[0026]
里程方向偏差值计算:e=v
i
·
t
i
ꢀꢀꢀ
(8)
[0027]
中线方向偏差值计算:
[0028]
倾斜方向偏差值计算:
[0029]
循环控制算法:
[0030]
其中,e表示机器人设定值与实际值之间误差;v
i
表示轮子线速度; t
i
表示传感器进入感应区的时间变化值;d表示同排2根承轨台内端之间距离;k
p
表示比例系数;t
i
表示积
分时间常数;τ表示传感器测量值; t表示传感器在感应区内的时间;dt表示时间积分单元;de表示调整量积分单元;c(t)表示时间微分单元;
[0031]
精调机器人在运动状态下,通过激光传感器实时测量及控制系统软件实时计算分析,机身实时调整,当de小于设定值时,则表示机器人姿态已调整到设定位置。
[0032]
进一步的,所述检测装置的升降支架一与调节装置升降支架二中心距离按轨道板结构设计图进行设计,即为第2根或倒数第2根轨道板承轨台横向中心线与轨道板侧面的螺栓孔中心线之间水平距离,因 crtsⅲ型轨道板常用有5种不同规格型号,第2根或倒数第2根轨道板承轨台横向中心线与轨道板侧面的螺栓孔中心线之间水平距离设计值也有5种;
[0033]
为了确保精调机器人对于不同板型都能够使用,还包括一种可供升降支架的液压轴承纵向滑动的槽钢,槽钢固定在机身面上,槽钢上设计5个限位孔,对应上述5种不同板型,液压轴承下端可在槽钢内纵向滑动,控制系统能够根据调节的轨道板型号,准确控制升降支架的液压轴承移动到对应的限位孔中,液压系统为液压轴承的移动提供动力,限位孔固定液压轴承下端,确保了支架升降时不会发生移动。
[0034]
综上所述,本实用新型的用于crtsⅲ型轨道板施工的精调机器人具备以下有益效果:
[0035]
(1)设计了2台智能精调机器人同步精调,对板的4个调节位置的平面与高程进行同时同步调节,提高了精调效率和精度;以机器人精调代替人工精调,减少了人工配置,及人工精调误差;
[0036]
(2)精调机器人底部同侧2端设计安装了精密激光传感器,用于实时测量机器人与承轨台弧面之间的相对位置关系,通过软件实时计算机器人位置与设计定位的位置之间偏差值,即为机器人姿态需要调整的偏移值;解决了机器人自动精准定位的技术难题。
[0037]
(3)精调机器人行走轮设计安装了2对全向转动轮,对称布设。全向转动轮可以直行、横移、旋转等全向转动;通过机器人行走速度设定、pid运动控制算法,将机器人姿态调整的偏移值,转换到各轮系的移动值,提高了机器人在轨道板上的姿态调整功效;
[0038]
(4)精调机调节臂,模拟人的手臂设计,由固定臂和活动臂及全向喇叭螺母端口组成。通过活动臂与喇叭端口设计,提高了机器人的调节臂与轨道板下的双向调节器上的调节螺杆快速连接功效;
[0039]
(5)精调机调节臂的升降支架可在固定的纵向槽钢移动内移动,适用不同型号轨道板,双向调节器安装在不同的位置条件下,精调臂通过纵向移动均能准确地与双向调节器连接;适用目前国内多种板型的精调。
附图说明
[0040]
图1是本实用新型的主视结构示意图;
[0041]
图2是本实用新型的侧视结构示意图;
[0042]
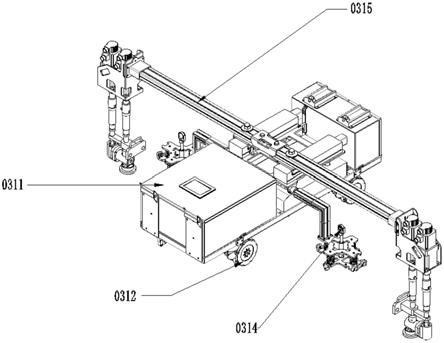
图3是本实用新型的立体结构示意图;
[0043]
图4是本实用新型的导向定位装置结构示意图;
[0044]
图5、图6是本实用新型的检测装置结构示意图;
[0045]
图7、图8是本实用新型的调整装置结构示意图;
[0046]
图9、图10是本实用新型检测模具精度检测方法示意图;
[0047]
图11、图12是本实用新型的机器人机身轮系运动方式计算原理图。
具体实施方式
[0048]
为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。
[0049]
如图1-图12所示,本实施例所述的用于crtsⅲ型轨道板施工的精调机器人,包括:
[0050]
精调机器人031由控制器0311、行走装置0312、导向定位装置 0313、检测装置0314、调节装置0315以及可供调节装置纵向移动限位装置0316组成;
[0051]
其中,所述控制器0311包括控制显示面板、控制开关、控制软件及电路设备等;显示面板用于显示精调机的设置参数、工作状态信息以及预警信息;控制开关用于精调机的开、关状态设置,自动与手动功能设置;控制软件用于控制精调机的行走、定位、检测装置及调节装置的升降、定位、调节以及调节装置升降支架的液压轴承在槽钢内纵向滑动等整体联动;
[0052]
行走装置0312由2对(4个)行走轮组成,前后对称设计安装,每个行走轮由多个可以自由旋转椭圆柱形的辊子组成,辊子轴线与轮子轴线设计成α角,行走轮前行时,轮子上的椭圆柱形辊子随行走轮一起前行,同时带动自身转动,通过辊子的自身转动,实现了行走轮前行时,同步可以侧向移动,通过2对行走轮前后对称设计,组合使用,以及各轮子转动方向和速度的协调控制,可以使机器人在行进中,同步可以向任意方向移动。具体设计及运动原理如下:
[0053]
精调机器人行走装置0312设计为2对(4个)行走轮,机身前后部各1对,对称布设,由对应的4套伺服电机驱动其滚动行进,按辊子轴线与车轮轴线的设计角度分为左旋和右旋两种,同一轴上的轮子呈对称布设(即一个设计为左方向旋转,另一个就设计为右方向旋转),机身轮系运动方式计算设计如图11、12所示。
[0054]
以机器人机身的中点o为原点在机身上建立一个相对坐标系σo,机器人的前进方向为x轴方向,向左行驶的方向为y轴方向。假设机身长为2
l
,宽为2
i
,行走轮毂轴线和辊子轴线夹角为α,相应地v1(i=1, 2,3,4)是4个轮子由电机驱动产生的线速度,v
i
=r
w
×
θ
i
,其中r
w
是轮子的半径,θ
i
是对应轮子的旋转角速度。根据运动学分析结果,4个轮子的线速度v
i
(i=1,2,3,4)可分别由下式(1)、(2)、(3)、(4)计算得到:
[0055]
v1=v
x-v
y
·
tanα-(l
·
tanα+l)
·
ω
z
ꢀꢀꢀ
(1)
[0056]
v2=v
x
+v
y
·
tanα+(l
·
tanα+l)
·
ω
z
ꢀꢀꢀ
(2)
[0057]
v3=v
x-v
y
·
tanα+(l
·
tanα+l)
·
ω
z
ꢀꢀꢀ
(3)
[0058]
v4=v
x
+v
y
·
tanα-(l
·
tanα+l)
·
ω
z
ꢀꢀꢀ
(4)
[0059]
上式中,v
x
、v
y
、ω
z
分别为各轮系在相对坐标系σo中,沿x方向移动的速度、y方向移动的速度、以及绕中心点o垂直轴转动角速度,可以通过这4个轮子的旋转角速度获得轮子全方位移动,机器人在相对坐标系σo中的运动速度计算公式如(5)、(6)、(7)所示:
[0060][0061]
[0062][0063]
由上式对前后移动、左右移动、原地旋转、斜向移动等典型移动情况分析,可计算出的各轮子的转动方向和速度,即可获得常见的轮系全方位移动情况的轮子转向关系。
[0064]
通过对精调机器人031轮系创新设计、机器人行驶速度与轮系的自转速度自动化控制理论计算方法研究,实现了精调机器人在行进的同时可以实时调整机身的方向和姿态,提高了精调机器人姿态调整的功效。
[0065]
导向定位装置0313由2个精密激光传感器03131和支架03132组成,支架安装固定在机器人单侧,根据轨道板承轨台结构尺寸,支架高度设计为距行走轮底部3cm高度位置,支架两端之间长度设计为1.3m,精密激光传感器03131设计安装在机器人固定支架两端同一高度位置。轨道板上的承轨台端弧面为激光传感器的感应区,相邻两根承轨台之间的空档区为非感应区,当机器人在轨道板中间行走时,可确保首尾两端激光传感器同时进入感应区或同时进入非感应区。当机器人进入传感器感应区时,激光传感器开始进行测量,并实时将测量数据信息传输至控制系统,控制系统通过循环控制算法软件进行计算,根据计算结果,实时调整机器人姿态位置(即前后、左右或任意方向上的偏离值),大大提高了精调机器人的定位功效和定位精度。循环控制算法是计算运动状态下的机器人设定值与实际值之间的误差e作为主要控制策略,误差e包含机器人在定位时的里程方向偏差值、中线方向偏差值以及机身倾斜方向偏差值。其计算模型如下:
[0066]
里程方向偏差值计算:e=v
i
·
t
i
ꢀꢀꢀ
(8)
[0067]
中线方向偏差值计算:
[0068]
倾斜方向偏差值计算:
[0069]
循环控制算法:
[0070]
其中,e表示机器人设定值与实际值之间误差;v
i
表示轮子线速度; t
i
表示传感器进入感应区的时间变化值;d表示同排2根承轨台内端之间距离;k
p
表示比例系数;t
i
表示积分时间常数;τ表示传感器测量值; t表示传感器在感应区内的时间;dt表示时间积分单元;de表示调整量积分单元;c(t)表示时间微分单元;
[0071]
精调机器人031在运动状态下,通过激光传感器实时测量及控制系统软件实时计算分析,机身实时调整,当de足够小、小于设定值时,则表示机器人姿态已调整到设定位置。
[0072]
通过上述导向定位装置0313、行走装置0312创新组合设计及循环运动控制方法,解决了精调机器人031精确定位的技术难题,提高了精调机器人定位功效和定位精度。
[0073]
检测装置0314由升降支架03141、承轨台检测模具03142及弹性连接装置03143组成。升降支架与检测模具通过弹性连接装置进行弹性连接,升降支架由液压控制系统控制其升降;弹性连接装置确保了检测模具在轨道板的承轨槽内定位时可以自由调整;
[0074]
承轨台检测模具03142由精密棱镜031421、托盘031422、接触传感器031423组成,精密棱镜杆固定在托盘031422底部中心位置,与托盘底面垂直,接触传感器031423分别安装在托盘底部和侧面,每个托盘底部安装3个接触传感器,按等边三角形设计安装,托盘2个
侧面各安装2个接触传感器,每个侧面传感器安装在同一高度。
[0075]
当精调机器人031精确定位后,升降支架下降,检测模具随支架下落到承轨槽内,在弹性连接装置作用下,检测模具对自身位置进行精密调整,直至托盘底面、侧面与检测的承轨台底面、各钳口面完全密贴;接触传感器进一步实时检测托盘底面和侧面与承轨台检测面的密贴情况,若某一个面没有密贴,则传感器实时显示数据异常报警,确保了检测模具的定位精度。
[0076]
承轨台检测模具是检测装置的核心部分,模拟承轨台上标准轨道2 个重要结构尺寸进行设计制造,一个是轨道结构高度h(钢轨顶面中心至承轨台面中心距离0.21m),一个是标准轨距l(2根钢轨中心之间距离1.505m)。检测模具放入标准轨道板的承轨台内,托盘底部和托盘侧面的所有接触传感器与承轨台面、钳口面完全密贴状态下,检测模具的棱镜中心就是承轨台铺设标准轨道后的钢轨中心(也就是说,棱镜中心至承轨台面中心距离为0.21m,2个检测模具的棱镜中心之间距离为1.505m);如果检测模具制造精度存在偏差,那么检测模具的棱镜中心就不能够准确地说明是钢轨的中心,检测模具出厂使用前,应进行精度检测。
[0077]
承轨台检测模具精度检测校准方法:
[0078]
(1)标准轨道板安装在标准检测平台上;安装之前,采用精密电子水准仪对检测平台面的高程及平整度进行检测,确保平台面平整水平;
[0079]
(2)建立标准轨道板相对坐标系,以标准轨道板同排左右承轨台中心连线方向为y轴,左右承轨台中心线的中心o为坐标系原点,过 o点垂直y轴方向为x轴;设定坐标原点o坐标为(0,0),根据标准轨道板设计结构尺寸,同排左右承轨台中心距为1.5156m,则可推算出左承轨台中心b
左
坐标为(0,-0.7578),右承轨台中心b
右
坐标(0, 0.7578);
[0080]
(3)推算轨道板铺设标准轨之后的钢轨顶面中心坐标方法:根据承轨台及标准轨道结构设计图,承轨台面设计1/40的坡度,同排左右承轨台中心距为1.5156m,轨道结构设计高度为0.21m。左钢轨中心g
左
理论坐标设为(x
左
,y
左
),右钢轨中心g
右
理论坐标设为(x
右
,y
右
),采用解析几何法:
[0081]
x
左
=0.21
·
cosα
[0082]
y
左
=-0.7578+0.21
·
sinα
[0083]
x
右
=0.21
·
cosα
[0084]
y
右
=0.7578-0.21
·
sinα
[0085][0086]
左右钢轨中心距(轨距):
[0087]
通过上述计算得出:左钢轨中心理论坐标g
左
(0.2099,-0.7526),右钢轨中心理论坐标g
右
(0.2099,0.7526);左右轨距l=1.5052m。
[0088]
(4)全站仪建站:
[0089]
高精度智能全站仪架设在检测平台轴线方向上,约20米处,全站仪高度与检测平台上的轨道板高度基本相平;将2个精密球棱镜分别安放到左右承轨台中心孔中,球棱镜中心为承轨台中心,根据(2)推算的左右承轨台中心b
左
、b
右
坐标即为左、右球棱镜中心坐标,
全站仪利用左右承轨台中心孔内的球棱镜及坐标进行测量建站,通过计算可得出全站仪站点坐标系与轨道板坐标系一致;
[0090]
(5)检测模具精度检测:
[0091]
取出承轨台上的精密球棱镜,将检测模具分别安放在左右承轨台上,所有接触传感器触点与承轨台底面、各钳口面完全密贴;全站仪分别对左右模具上的精密棱镜进行测量,得出左右棱镜的中心实际坐标,与上述步骤(3)中推算的g
左
、g
右
理论坐标值进行对比分析,差值均小于0.3mm,检测模具合格,否则应对检测模具进行校准,再次检测,直至满足要求。
[0092]
通过上述检测装置的创新设计及方法,确保了检测模具的自身制造精度以及在承轨台中的定位精度,提高了检测模具定位功效,在控制系统自动控制下,实现了检测模具对承轨台的智能精准检测。
[0093]
调节装置0315由升降支架03151、液压传动系统03152、双向调节臂03153和伺服电机03154组成。液压传动系统为升降支架的升降提供动力,完成升降支架的升降功能;
[0094]
升降支架由液压轴031511承、支架横梁031512构成,液压轴承上端与支架横梁031512中部通过连接块031513固定联结;双向调节臂03153是指横向调节臂031531和竖向调节臂031532,分别由固定臂和活动臂组成,双向调节臂的固定臂一端与升降支架横梁端头固定连接,活动臂一端与固定臂另一端通过绞球连接,可以前后左右或任意方向摆动,活动臂另一端设计为喇叭口的螺母,便于与双向调节器上的调节螺杆快速连接,提高了双向调节臂与双向调节器的调节螺杆之间自适应连接功效;活动臂与固定臂之间不能发生相对转动,避免了固定臂与活动臂不同步转动而存在的调节误差,保证了轨道板精调准确度。伺服电机为双向调节臂转动提供动力,驱动双向调节臂转动,同时带动调节器的调节螺杆转动,完成对轨道板的平面和高程同步精确调节。
[0095]
检测装置升降支架与调节装置升降支架中心距离按轨道板结构设计图进行设计,即为轨道板承轨台横向中心线与轨道板侧面的螺栓孔中心线之间水平距离,因crtsⅲ型轨道板常用有5种不同规格型号,轨道板承轨台横向中心线与轨道板侧面的螺栓孔中心线之间水平距离设计值也有5种,为了确保精调机器人对于不同板型都能够使用,设计了一种可供升降支架2的液压轴承纵向滑动的槽钢,槽钢固定在机身面上,槽钢上设计5个限位孔,对应上述5种不同板型,液压轴承下端可在槽钢内纵向滑动,控制系统能够根据调节的轨道板型号,准确控制升降支架2的液压轴承移动到对应的限位孔中,液压系统为液压轴承的移动提供动力,限位孔固定液压轴承下端,确保了支架2升降时不会发生移动。通过槽钢及限位孔的创新设计,结合控制系统,实现了不同型号的轨道板,智能精调机器人都能够进行精调。
[0096]
通过上述调节装置创新设计及调节臂定位方法,改变了传统人工精调模式,实现了轨道板自动智能化精调新格局。
[0097]
本实用新型实施例的精调机器人不仅适用于crtsⅲ型轨道板施工精调,在crtsⅰ型、crtsⅱ型轨道板、crts双块式无砟轨道、高速道岔板等多种不同结构的无砟轨道施工精调中都有较大推广应用价值,还可用于城市地铁轨道施工精调以及无砟轨道承轨台平顺性检测。
[0098]
以上实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述实
施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1